

Гибка профтруб с предварительным нагревом
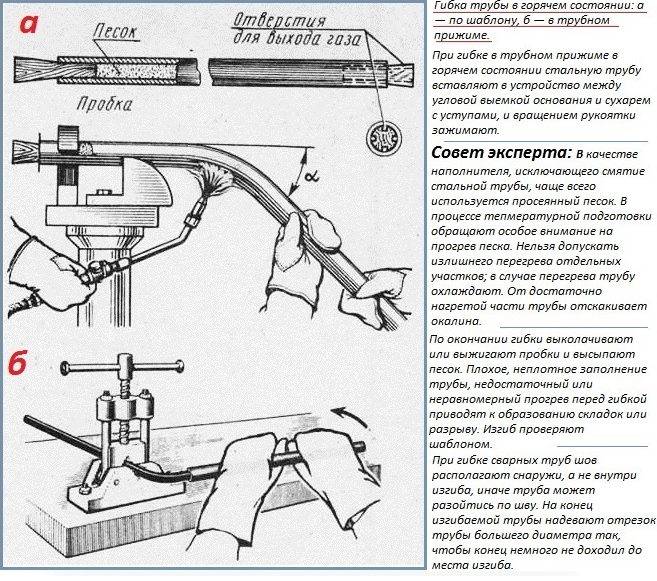
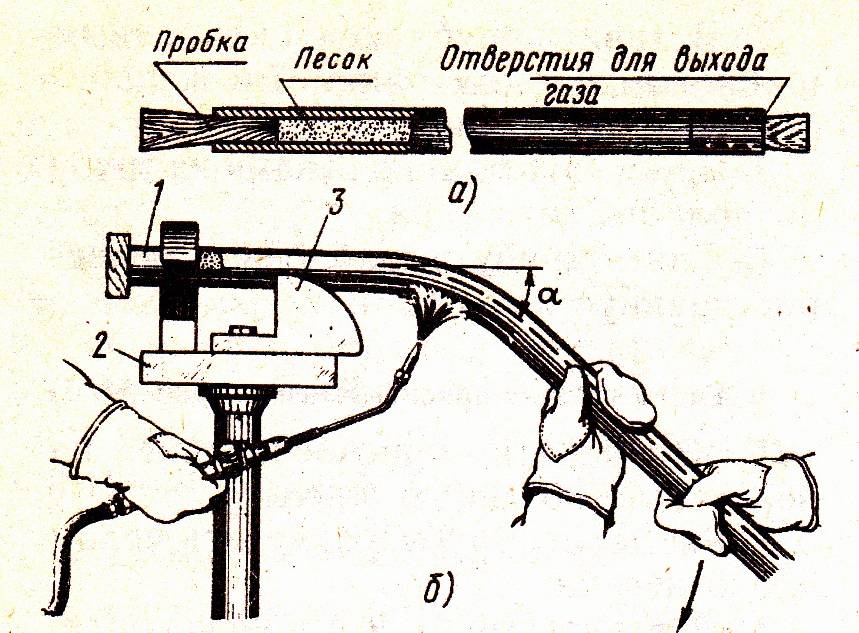
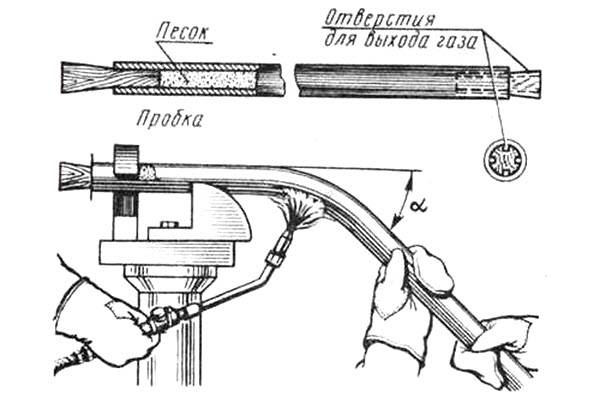
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
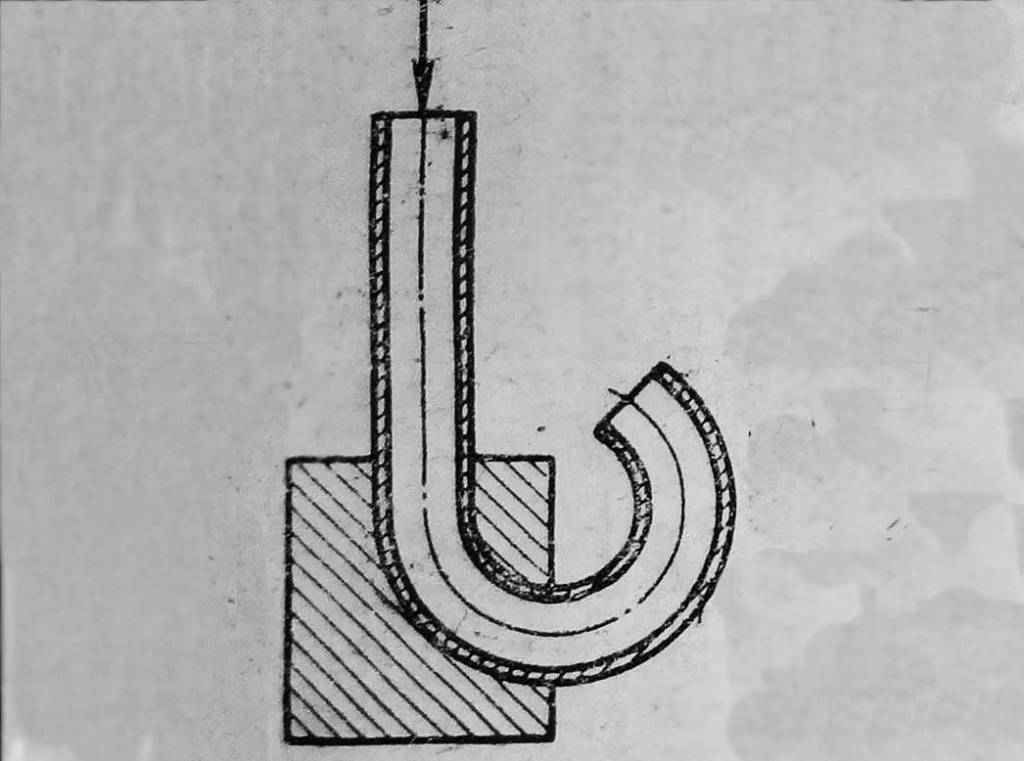
Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме
При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
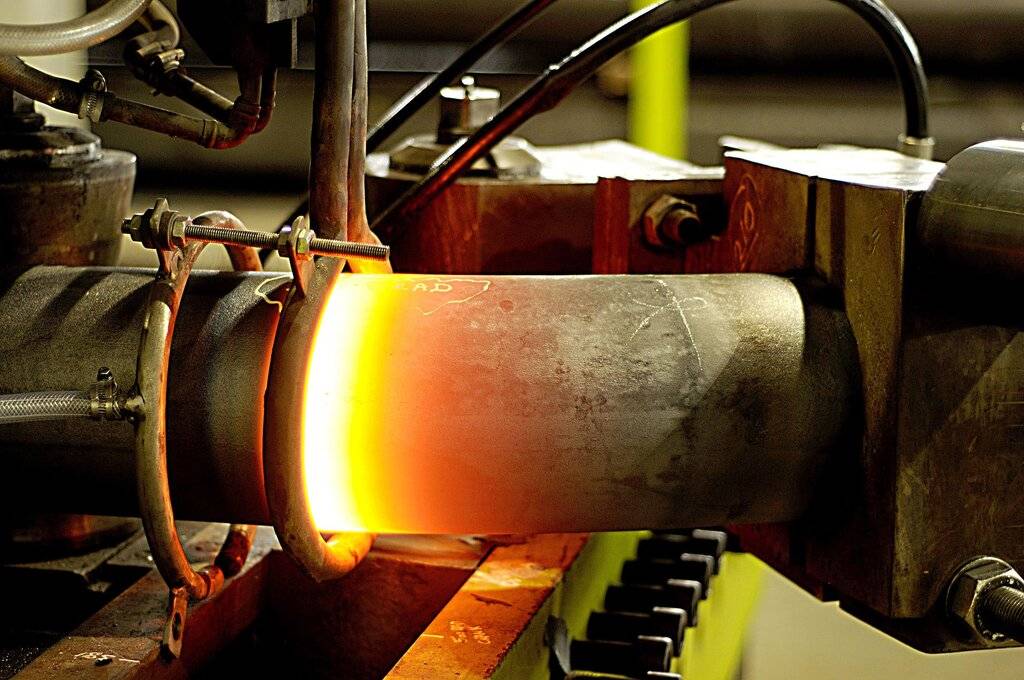
Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки
После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
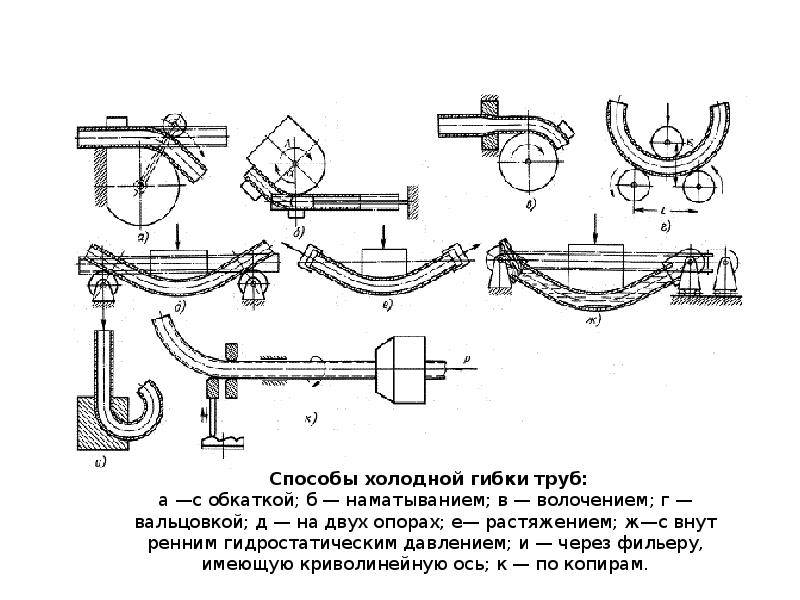
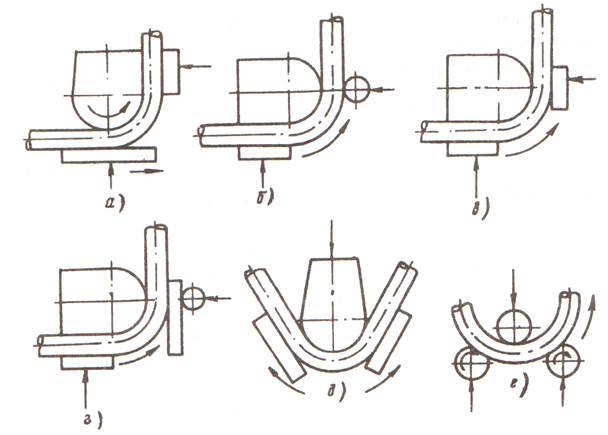
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
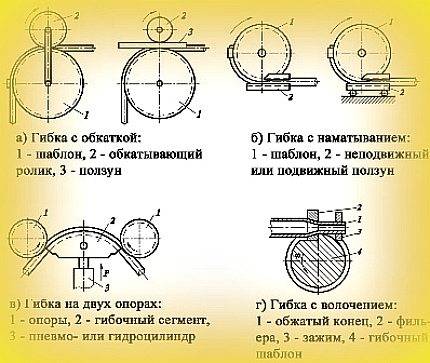
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
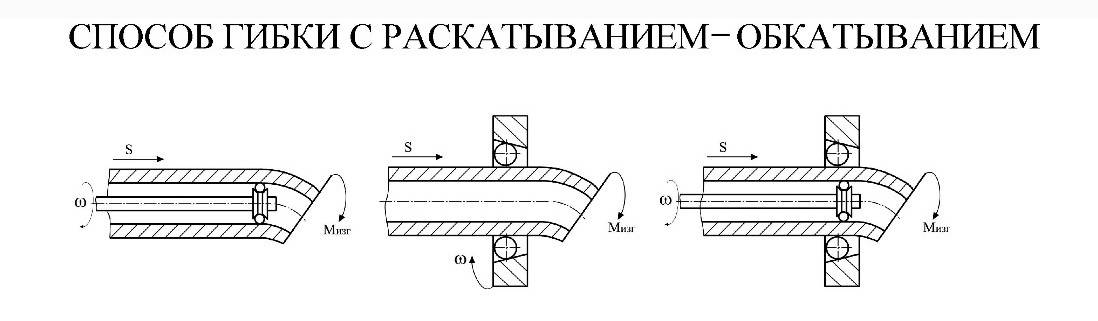
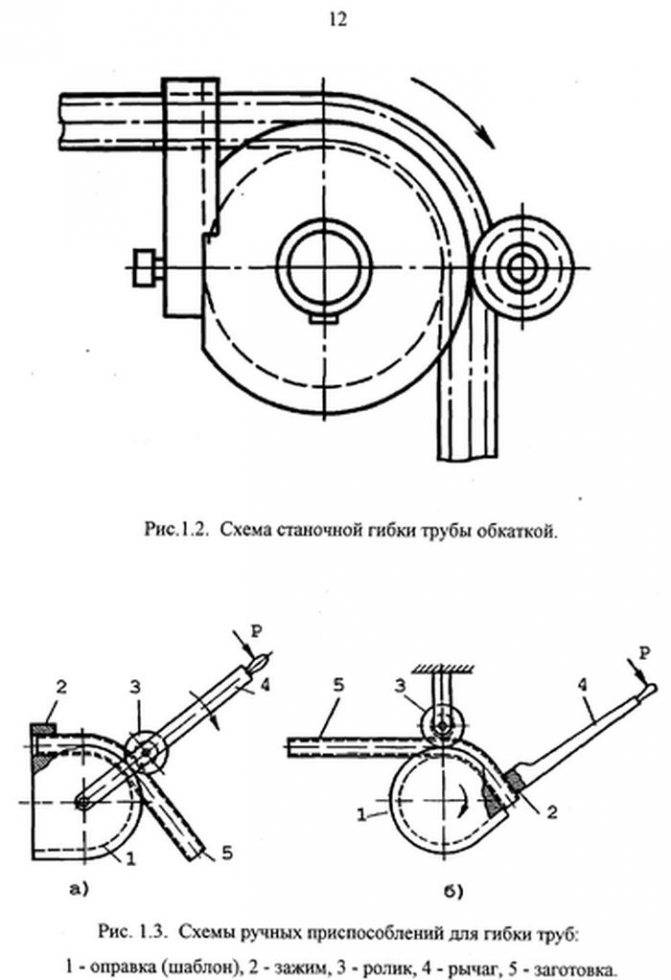
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
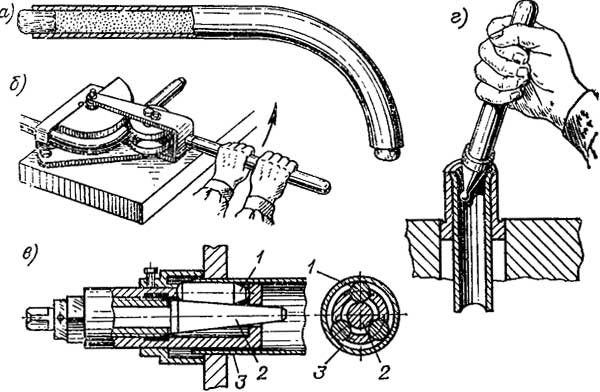
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.
Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.









В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
Производство профильной трубы на линиях полного цикла
Данная технология основывается на применении штрипса, представляющего собой листовой металл, свернутый в рулоны. Доставляют его непосредственно с металлургических комбинатов. Толщина штрипса бывает разной. Это позволяет изготавливать профильные трубы требуемого уровня надежности для использования готовой продукции для различных целей.
В большинстве случаев штрипс, предназначенный для производства квадратных и прямоугольных труб, имеет большую ширину, чем нужно. В связи с этим его на первом этапе обработки нарезают на отрезки требуемых размеров. Выполняется данная операция на специальной установке продольной резки. После нее получаются стальные полосы с шириной 5 сантиметров и больше. Их сваривают в одну ленту (она является непрерывной).
Полученную таким образом ленту наматывают на барабан. Подобная схема реализуется для того, чтобы производство происходило непрерывно. Фактически на барабане размещают технологический резерв штрипса, за счет чего вальцы на предприятии не простаивают тогда, когда стальная лента заканчивается.
Ленту подают на стан формовки, который располагает несколькими клетями. В них осуществляется создание круглой по сечению бесконечной заготовки. На данной стадии чаще всего используется холодная сталь, которая не подвергается нагреву. Хотя имеется и технология, предусматривающая нагрев металла.
Все указанные процедуры приводят к формированию трубы с открытым швом. Ее пропускают через сварочную установку, которая производит сваривание круглой конструкции высокочастотными токами. Так как при данном процессе края изделия сжимаются вальцами, снаружи и изнутри трубы происходит выдавливание расплава. Это приводит к образованию грата, который сразу же удаляется при помощи резца.

После этого выполняется охлаждение трубы специальным эмульсионным составом и ее последующее профилирование в несколько этапов:
- сначала заготовка обрабатывается на вальцах, которые обеспечивают идентичность ее сечения по всей длине конструкции;
- затем труба круглого сечения с четырех сторон обжимается на других вальцах, в результате чего на выходе получается готовое профильное (прямоугольное либо квадратное) изделие.
Если же изготавливается плоскоовальная или же овальная конструкция, вторые вальцы не нужны – требуемую форму труба получает уже на первом технологическом этапе.

На финальной стадии готовые профильные трубы режутся пилой по заданным размерам на отдельные отрезки. Дополнительно отметим, что изделие непрерывно охлаждается и в процессе такой резки, и во время операции формирования трубы с тем или иным профилем.
Преимущества бестраншейного метода
Укладка трубопровода бестраншейным методом, то сравнению со стандартной траншейной технологией обладает следующими преимуществами:
- сниженная стоимость работ. При выборе такого способа укладки не надо проводить дорогостоящие земляные работы;
- оперативность прокладки трубопровода, достигаемая за счет сокращения выполняемого перечня работ;
- отсутствие необходимости привлечения большого количества специалистов, что в определенной мере также снижает конечную стоимость трубопровода;
- максимальная безопасность для окружающей среды, деревьев и иных насаждений;
- универсальность, то есть возможность прокладки в любой местности и при любых условиях;
Прокладка трубопровода под естественным водоемом
- возможность выполнения работ по прокладке трубопровода в любое время года, независимо от промерзания почвенного слоя;
- безопасность метода.
Единственным существенным недостатком бестраншейного метода в данный момент времени является отсутствие большого количества квалифицированных рабочих и необходимого оборудования, так как технология является относительно новой и только завоевывает преимущественное положение.
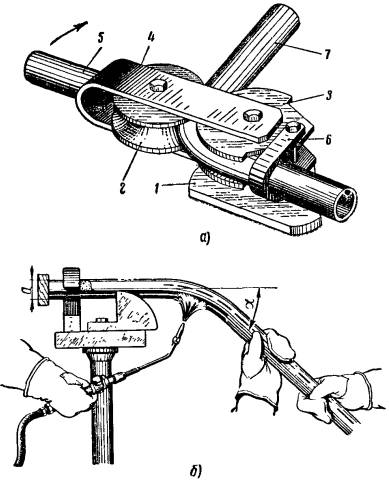
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
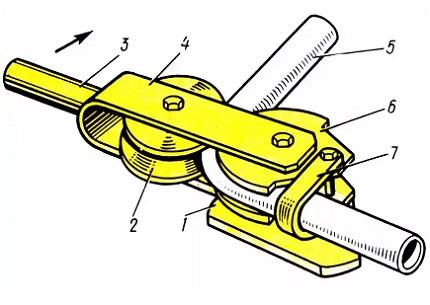
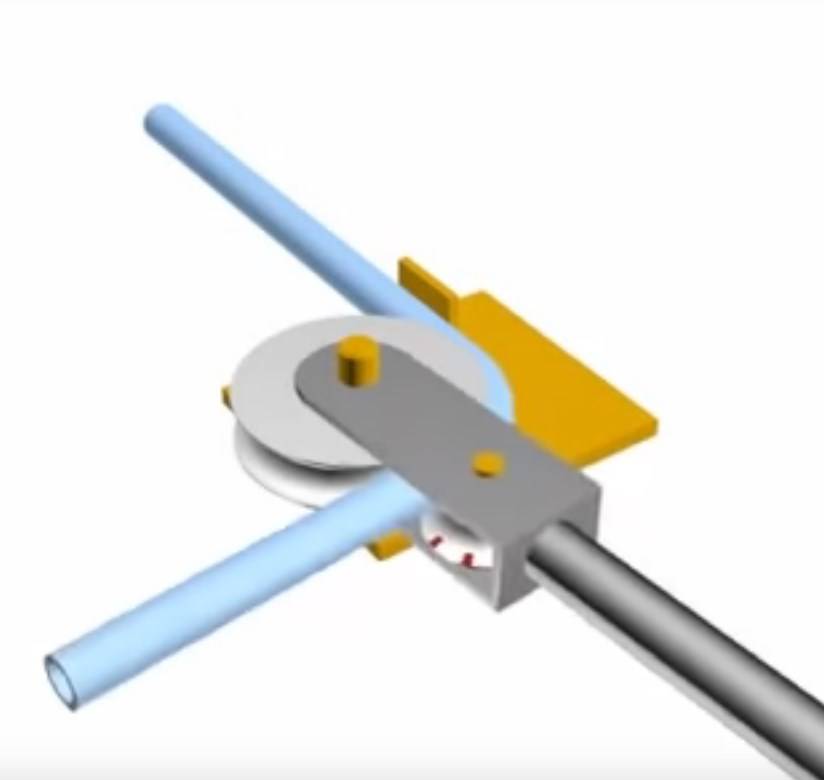
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.





Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
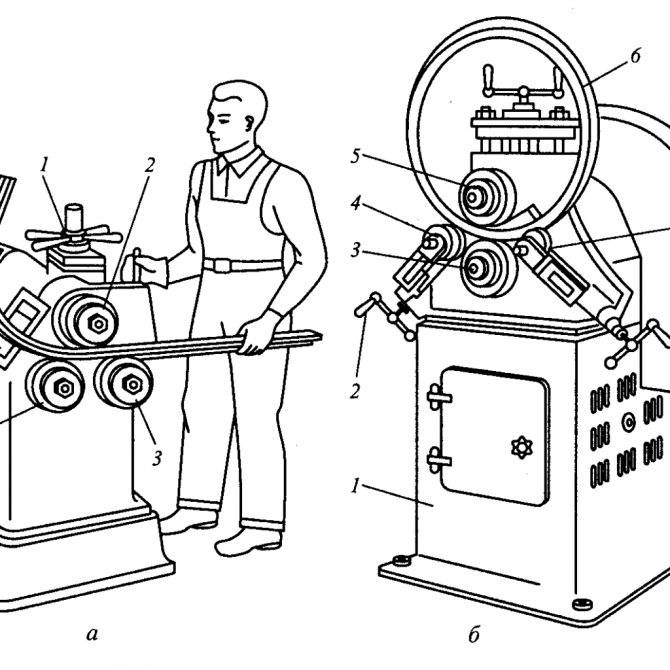
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Промышленные методы холодного гнутья

В зависимости от диаметра элемента и объёма работ могут использоваться ручные инструменты (трубогибы) или устройства с электромеханическим приводом.
Основные промышленные методы холодной гибки:
- Методом наматывания . Данная методика позволяет загнуть трубу с сечением в пределах 1,0-4,26 см в разных плоскостях. Чтобы сохранить форму сечения, используют составные или стержневые дорны – калибрующие пробки.
- С обкаткой . Такой способ подходит для сгибания трубчатых элементов диаметром не более 15 см. При этом толщина стенок должна быть внушительной. Суть метода: вокруг статичного гибочного ролика заданного размера движется обкатывающий ролик. Он прижимает трубу и выполняет её изгиб.
- Вальцовкой . Этот способ позволяет изогнуть заготовку по спирали или в кольцо. На вальцах элемент перемещается роликами и приобретает заданную положением роликов кривизну.
- Волочением . Метод подходит для сгибания тонкостенных цельнотянутых изделий. Для сгибания изготавливается шаблон из трубчатого элемента большего диаметра. Затем шаблон продевается в фильеру и фиксируется зажимом. За счёт вращения шаблона заготовка протягивается сквозь фильеру и загибается.
- При помощи растяжения . Эта методика позволяет свести к минимуму риск возникновения деформаций металла. Для этого заготовка фиксируется на краях, растягивается и сгибается одновременно за счёт использования гибочного шаблона.
- На опорах . Обычно используется две опоры, на которые укладывается заготовка. По мере изгибания опоры поворачиваются вокруг своей оси. Шаблон соединяется со штоком домкрата так, чтобы усилие прикладывалось по центру заготовки. Метод подходит для сгибания трубчатых изделий диаметром не более 35,1 см. Оборудование позволяет выполнить сгибание прямо на стройплощадке.
- С гидростатическим давлением внутри . Для этого в трубчатый элемент нагнетается жидкость. На концах устанавливаются заглушки. Из-за возникающих напряжений металл достигает почти пластического состояния. Потом к месту изгиба подносят шаблон и изгибают заготовку.
- С проталкиванием . Способ подходит для сгибания элементов диаметром в пределах трёх дюймов. Заготовку проталкивают через неподвижную и подвижную матрицу. Благодаря смещению матриц относительно друг друга можно регулировать кривизну изгиба. С помощью этой методики одну заготовку можно согнуть несколько раз в разных плоскостях.
Что касается использования дорнов, то самой простой пробкой для труб сечением не более 3,2 см может быть стальной трос. Один конец этого троса фиксируется в рукоятке. Другой конец соединяется с проволокой для выполнения протягивания в просвет. При этом диаметр калибрующей пробки должен быть чуть меньше, чем сечение трубчатого изделия – примерно на 0,1-0,5 мм.
Во время использования калибровочных пробок на внутренней поверхности заготовки могут возникать нежелательные царапины и насечки. Обычно такое происходит при сгибании изделий из нержавейки. Чтобы защититься от таких нежелательных последствий, нужно правильно выбирать материал для изготовления пробки, а также использовать смазку и тщательно очищать поверхность.
Гибка и резка труб из нержавеющей стали
При монтаже труб довольно часто производится их обрезка или сгибание. И гибка и резка труб из нержавеющей стали должны производиться по определенным правилам. Если эти правила не соблюдать, то можно легко испортить трубу.





Как осуществляется сгибание труб, сделанных из нержавеющей стали
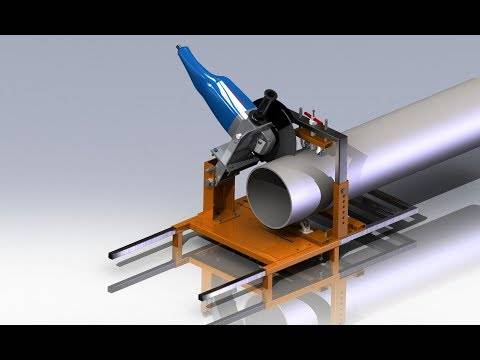
 1. Гибка труб из нержавеющей стали может производиться с использованием специального инструмента, называющегося трубогиб. Лучше всего сгибать трубу из нержавеющей стали именно трубогибом, имеющим вид арбалета. Такой трубогиб гнет трубу, продавливая ее непосредственно в точке изгиба.
1. Гибка труб из нержавеющей стали может производиться с использованием специального инструмента, называющегося трубогиб. Лучше всего сгибать трубу из нержавеющей стали именно трубогибом, имеющим вид арбалета. Такой трубогиб гнет трубу, продавливая ее непосредственно в точке изгиба.
2. Чтобы не допустить деформации просвета необходимо при сгибании трубы использовать внутренние ограничители. Одним из таких внутренних ограничителей является обыкновенный сухой песок.
3. Перед тем, как использовать трубогиб для нержавеющих труб, необходимо закрыть один конец трубы заглушкой, а в другой засыпать приготовленный песок. После того, как труба заполнится песком, на второй ее конец также нужно надеть заглушку.
4. Теперь, когда труба из нержавеющей стали заполнена песком, можно выполнить ее изгиб вокруг болванки подходящей по размеру.
5. Также вместо песка в качестве внутреннего ограничителя при сгибании трубы можно использовать изготовленную особенным образом пружину. Такая пружина делается из проволоки, толщина которой не должна быть меньше одного и больше четырех миллиметров. Готовая пружина должна свободно помещаться внутрь трубы.
6. После того, как пружина будет помещена внутрь трубы, ее можно сгибать при помощи ручного трубогиба.
Как разрезать нержавеющую трубу
 Резать нержавеющие трубы можно с помощью специализированных станков или же вручную. Вручную произвести данную процедуру поможет труборез для нержавеющих труб. Чтобы разрезать стальную трубу труборезом необходимо проделать следующий перечень работ:
Резать нержавеющие трубы можно с помощью специализированных станков или же вручную. Вручную произвести данную процедуру поможет труборез для нержавеющих труб. Чтобы разрезать стальную трубу труборезом необходимо проделать следующий перечень работ:
1. Нержавеющая труба фиксируется в прижиме.
2. Ту часть трубы, которая подлежит нарезке, нужно смазать машинным маслом.
3. Затем инструмент при помощи левой руки необходимо подвести к трубе снизу. Одновременно с этим нужно завернуть правой рукой прижимной винт таким образом, чтобы ролики могли совсем немного войти в трубу.
4. Чтобы разрезать нержавеющую трубу необходимо совершить вращение рукоятки прижимного винта. Совершая вращение, нужно раскачивать труборез по направлению снизу вверх.
5. Образовавшиеся на срезе заусеницы требуется зачистить с помощью напильника.
Как шлифуются нержавеющие трубы
 Шлифовка труб нержавеющих может быть произведена двумя методами:
Шлифовка труб нержавеющих может быть произведена двумя методами:
1. Электрохимический метод. При данном методе шлифовки нержавеющих труб они погружаются в раствор, состоящий из концентрированной кислоты. Через определенное время труба извлекается из кислоты и затем окружается круглым электродом. Также электрод может вставляться вовнутрь трубы. Затем трубы, подлежащие шлифовке, подвергаются воздействию тока.
2. Абразивный метод. Первичная шлифовка трубы производится грубым абразивом. Осуществляется она еще в процессе изготовления нержавеющей трубы. Завершающая полировка трубы осуществляется при помощи войлочных шлифовальных лент.
Шлифованные нержавеющие трубы используются при производстве мебели, а также для изготовления карнизов, ограждений, декоративных перил.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения
Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.





Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.
Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Особенности гибки профилированных труб
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профилированных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
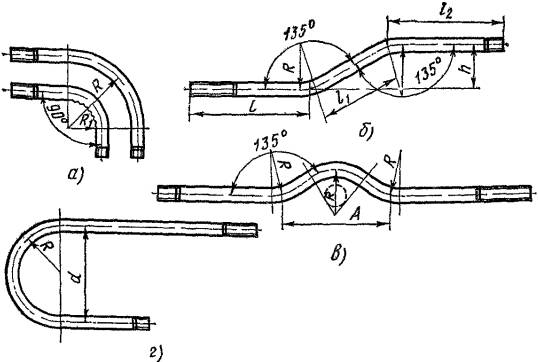
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу — L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм.








Для внутреннего радиуса вычисления такие же: Lвн. = (2 х3,14 х 150) : 2 = 471 мм. Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм. Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
Для гибки профильных труб обычные трубогибы не подходят. Для этой цели существуют специальные трубогибочные станки, но, даже имея такое оборудование, прямой угол получить практически невозможно. Проще применить сварной способ или использовать фитинги
Есть еще один способ, которым сгибают профилированные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
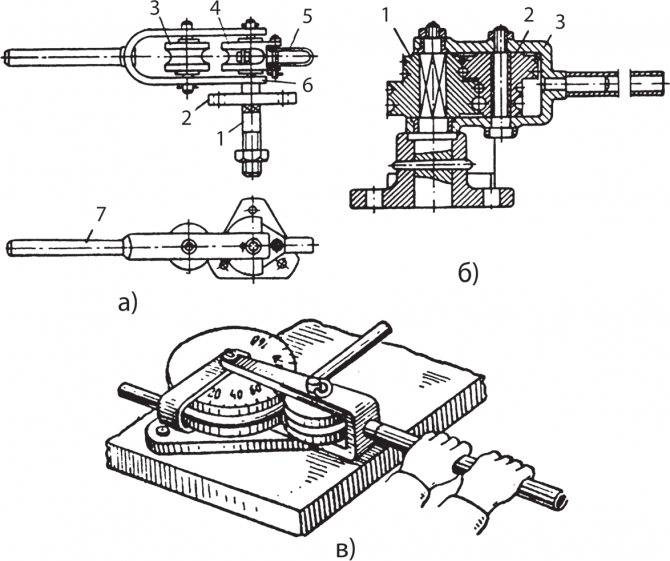
Переносные трубогибы
Процесс изгибания труб непосредственно на месте возведения конструкции удобнее всего производить с помощью переносных трубогибов различного исполнения:
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180о.
ПОСМОТРЕТЬ Переносные трубогибы на AliExpress →
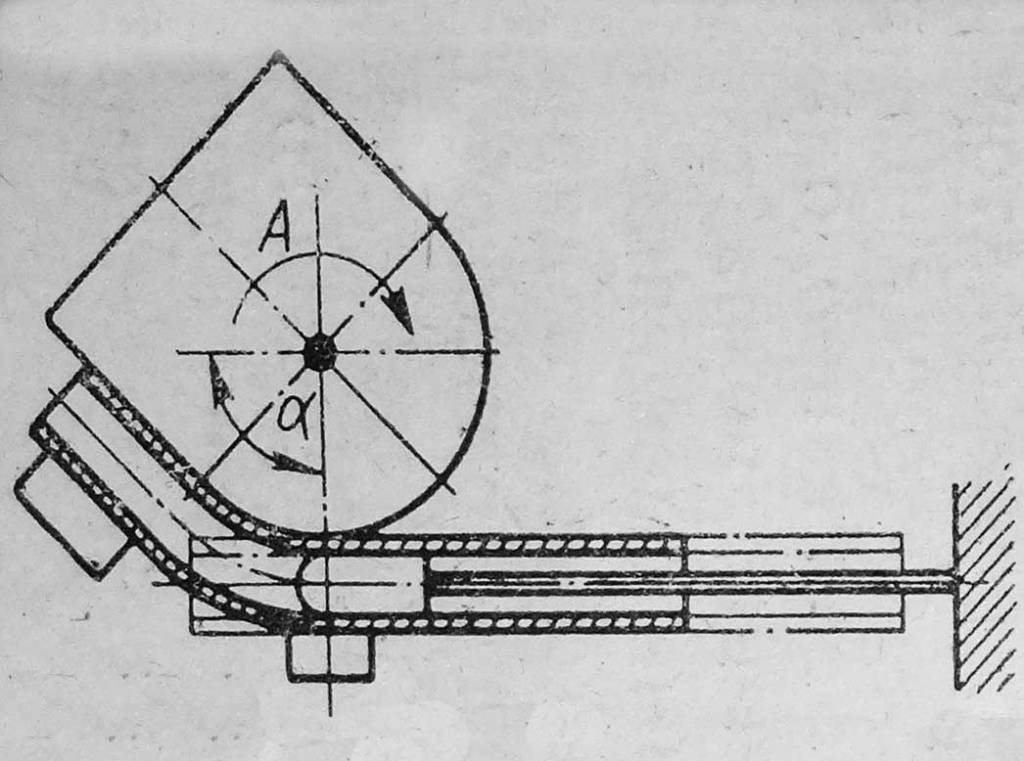
Трубогибы арбалетного типа. Изделие размещают на двух опорных точках, вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90о. Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180о;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.





