

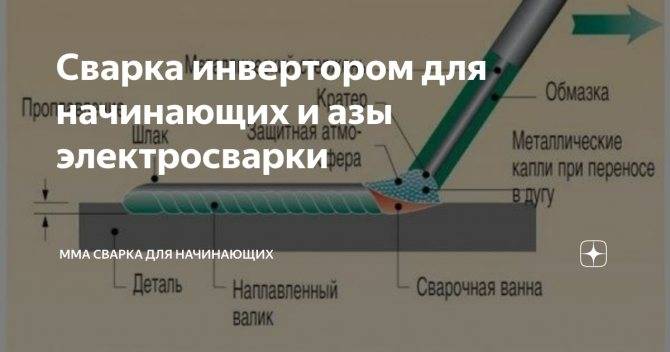
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.

Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Курсы для сварщиков
Сварочное дело можно освоить на специальных курсах. Обучение сварке на них разделяется на теорию и практические занятия. Обучаться можно очно или дистанционно. На курсах преподается технология сварочных работ для начинающих и другие важные премудрости. Важным является возможность научиться варить сваркой на практических занятиях под присмотром преподавателя. Ученикам дается представление об имеющемся оборудовании для сварки, выборе электродов, правилах безопасности.
Обучаться можно по индивидуальной программе или вместе с группой. Каждый вариант имеет свои преимущества. При занятиях индивидуально можно овладеть только теми знаниями, которые могут пригодиться в дальнейшем. Зато при занятиях группой имеется возможность услышать разбор ошибок своих сокурсников и таким образом приобрести дополнительные знания.
После окончания курсов и сдаче экзаменов, подтверждающих усвоенные знания и практические умения, выдается удостоверение утвержденного образца.
Перемещение и угол наклона электрода
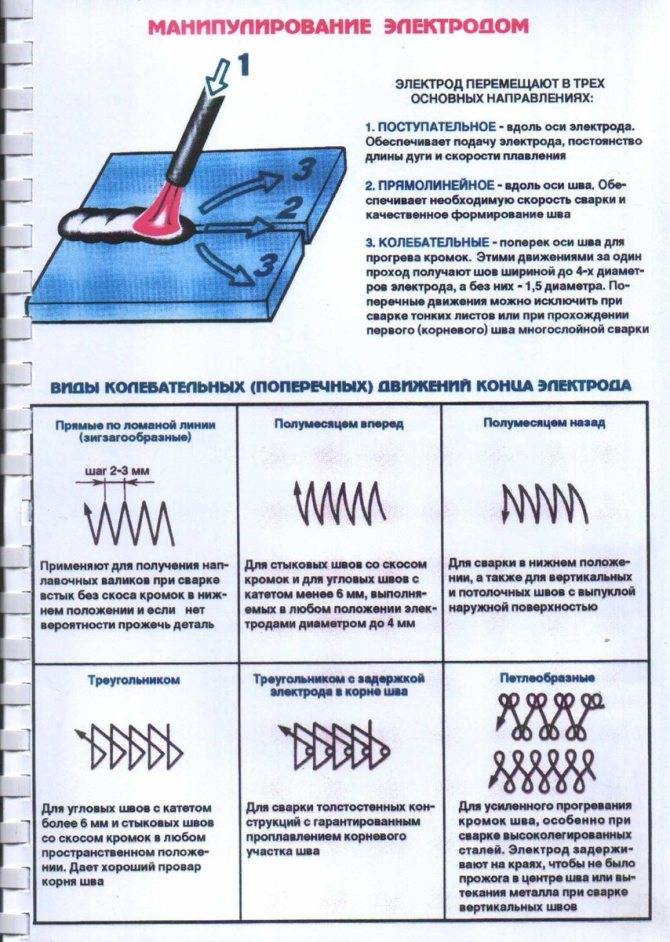
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.
Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.


Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
Двигаться им можно в разнообразнейших направлениях – на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги
Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.
Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.
Сварочный аппарат и его возможности
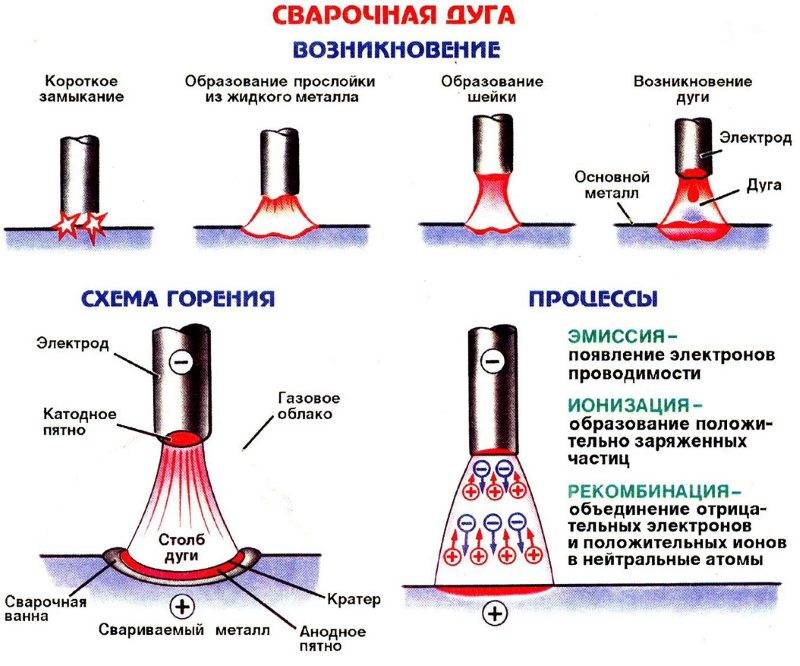
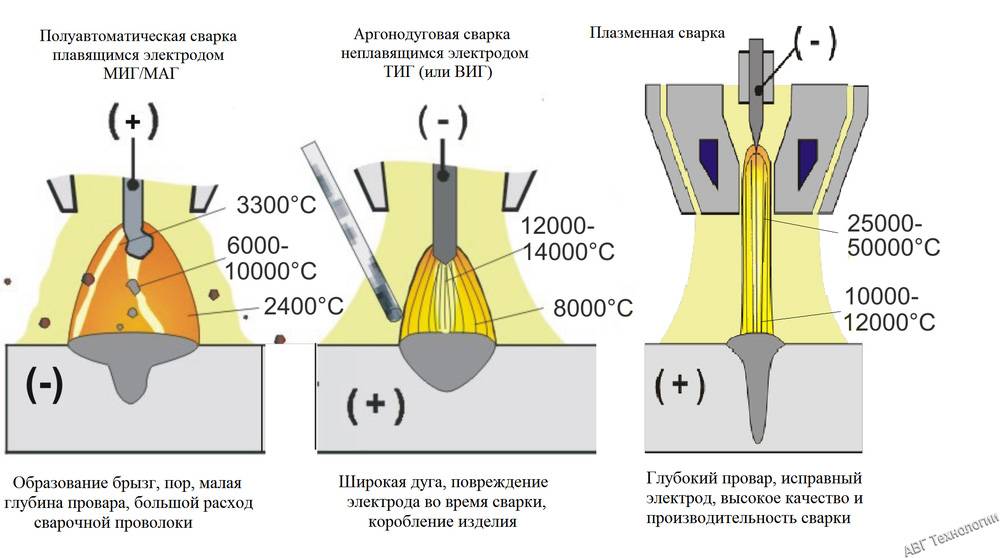
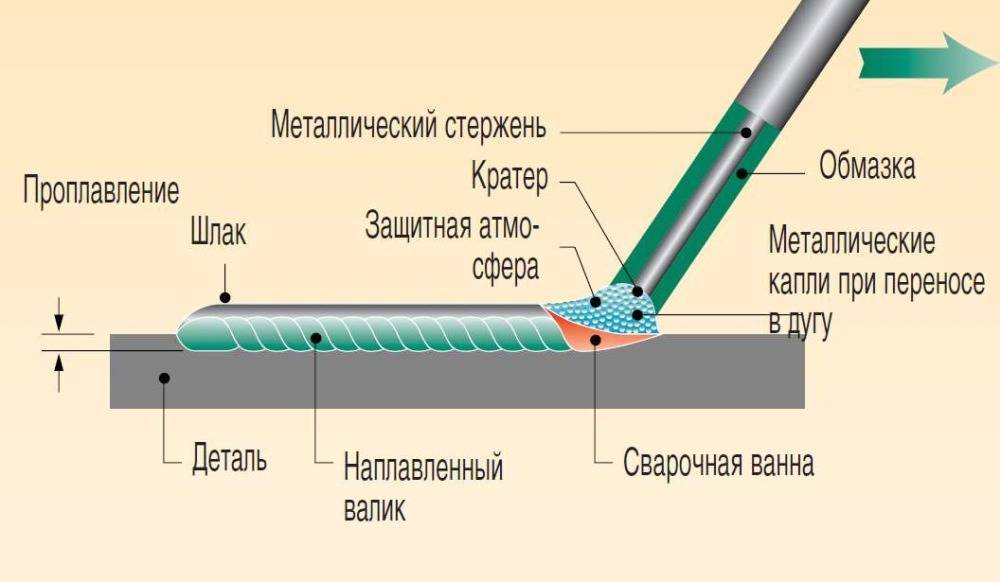
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.

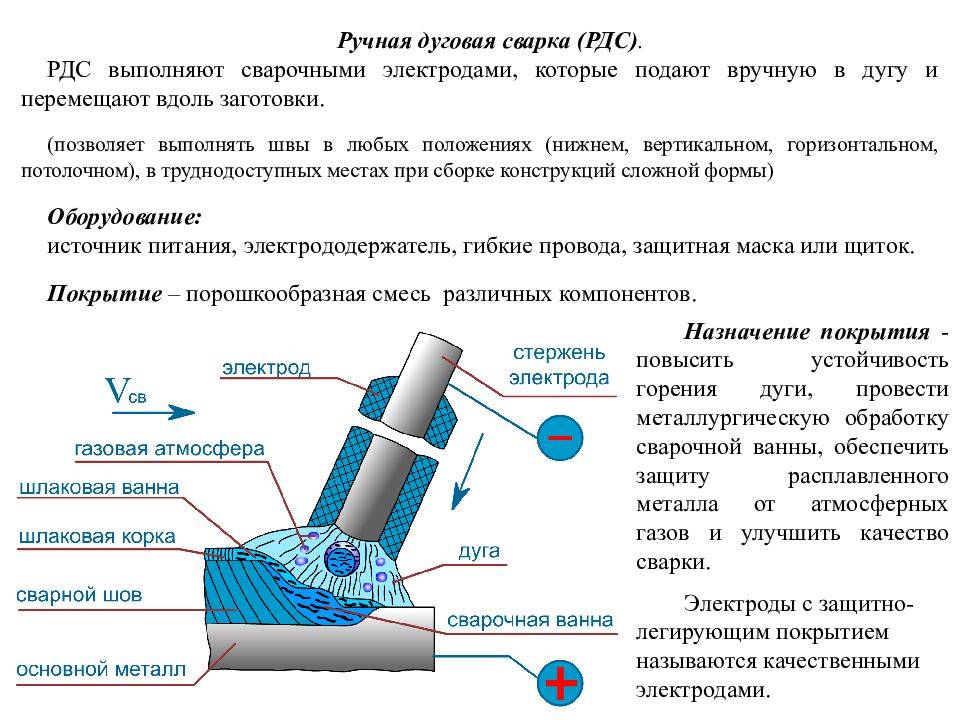
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.





Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист. На конце шва нельзя резко поднимать электрод – может образоваться кратер
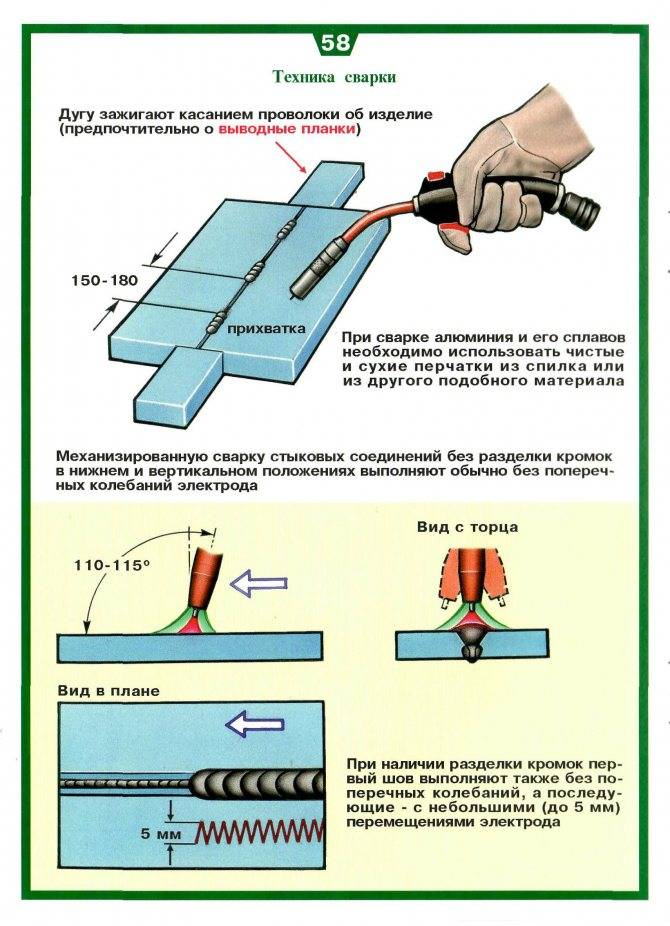
Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
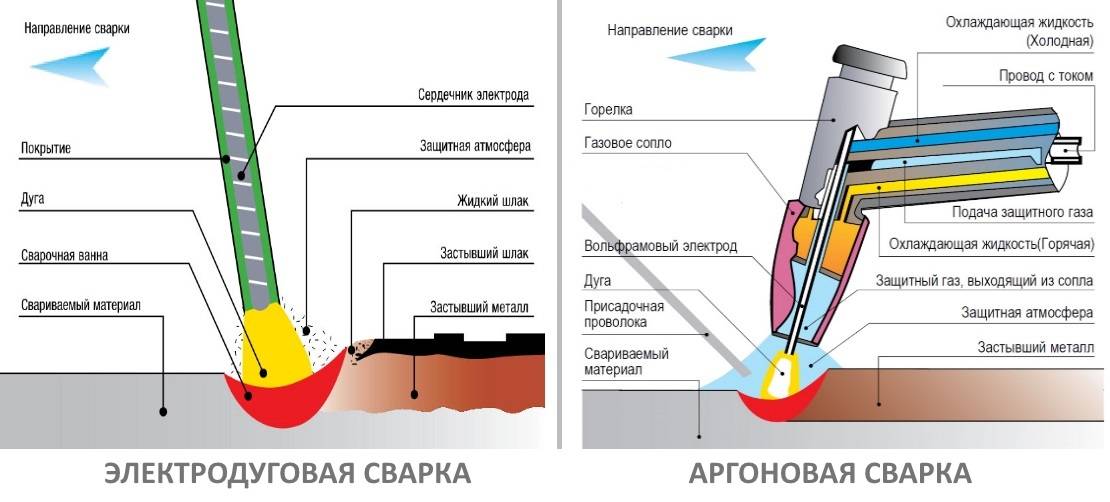
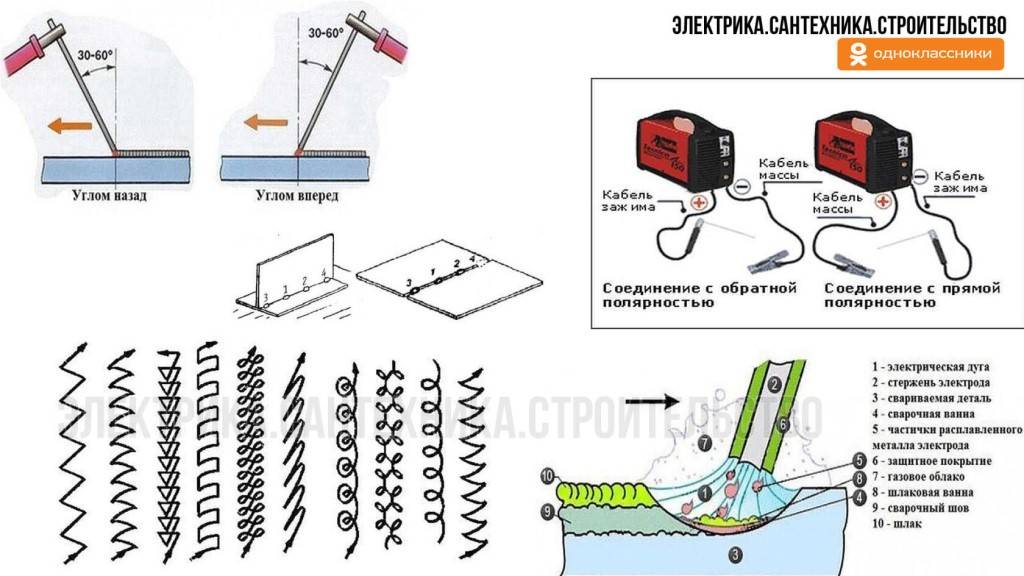
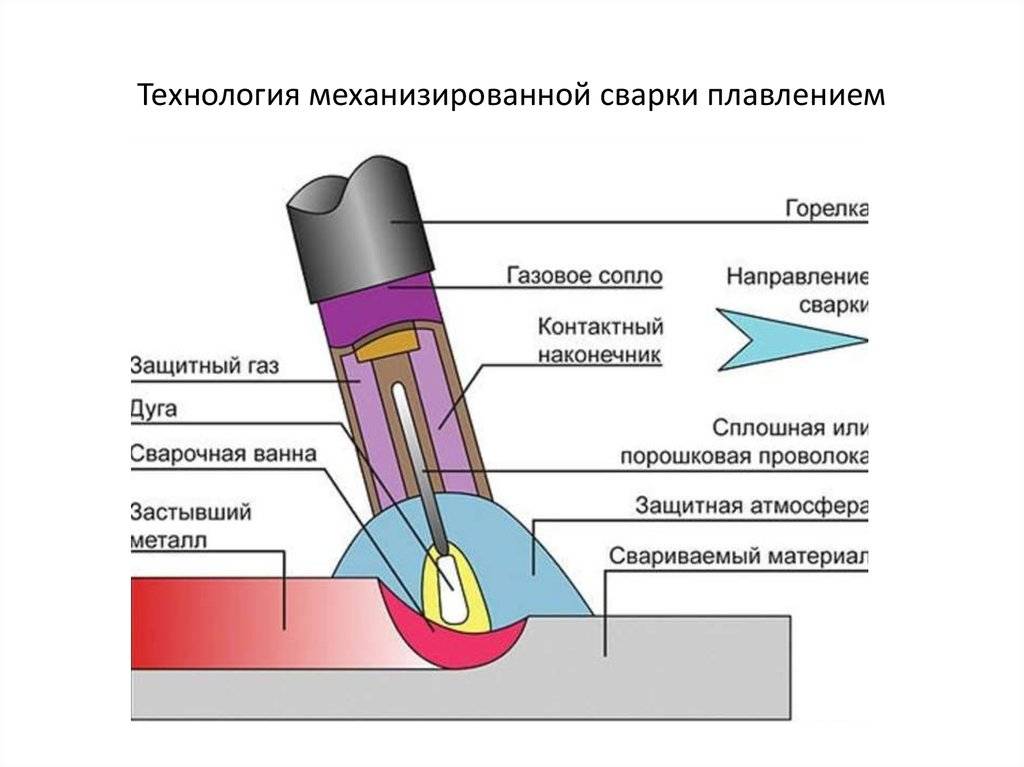
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
- Выставить изделие в нужном положении.
- Произвести фиксацию заданного положения сварными прихватками, длинной в 5 мм, минимум в двух местах с каждой стороны. Это необходимо ввиду свойства металла сжиматься и расширяться от нагрева. Если приступить к свариванию частей без прихваток, то другой край изделия может существенно отклониться от необходимого размера. От прихваток отбивается шлак, чтобы исключить его повторное расплавление и попадание в сварочную ванну.
- Зажигается дуга и накладывается корневой шов. Завершение шва необходимо делать внахлест застывшего металла, чтобы избежать воронок и иных дефектов.
- Отбивается шлак, и визуально проверяется качество соединения.
- Накладывается шов на противоположной стороне для баланса натяжений.
- Выполняются последующие слои с чередованием сторон.
- Окончательный вариант обрабатывается, по необходимости болгаркой, и закрашивается для предотвращения коррозии.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
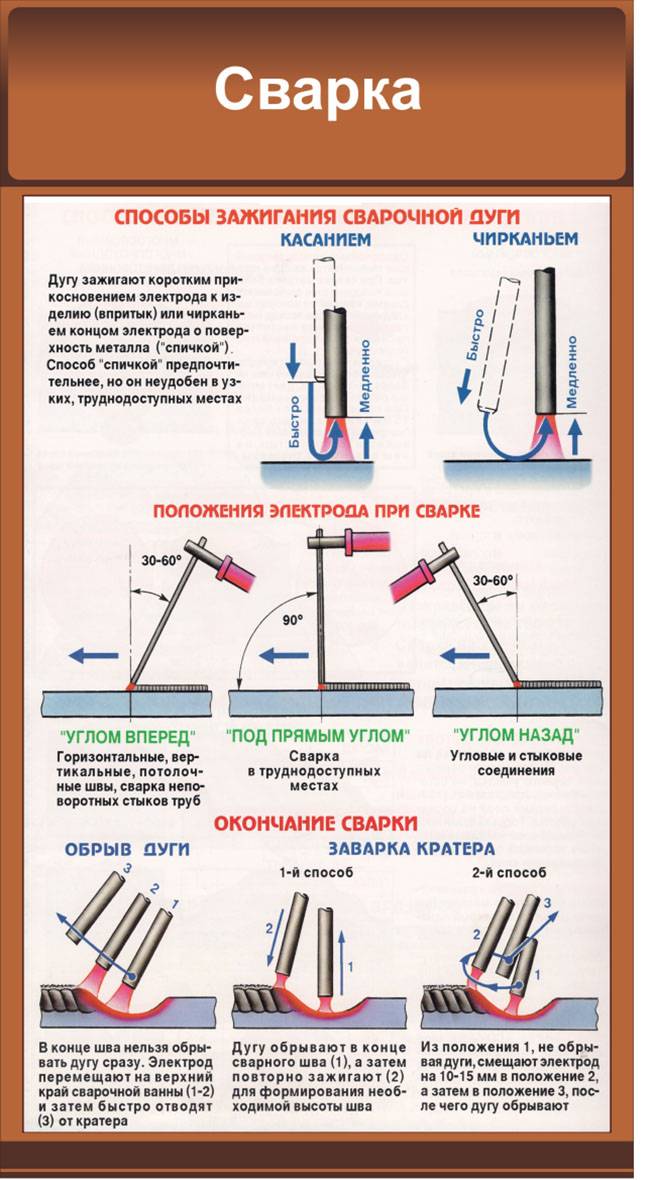
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.

Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
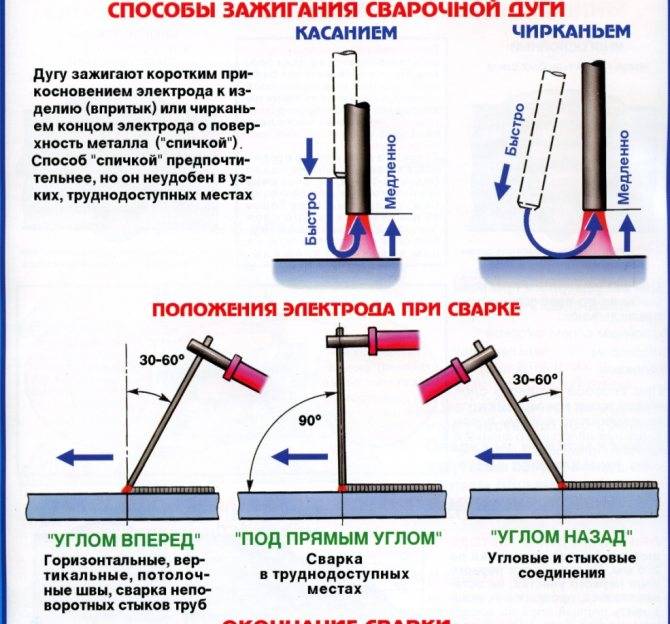
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
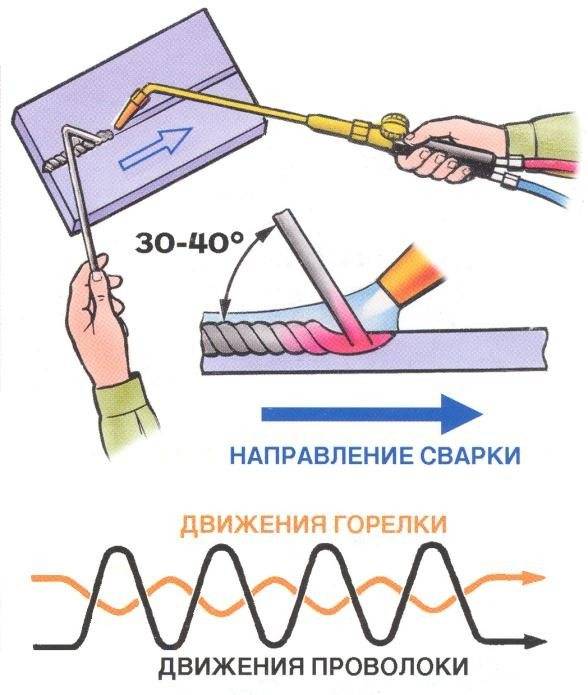
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб;
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката;
- углом назад (30-40о).
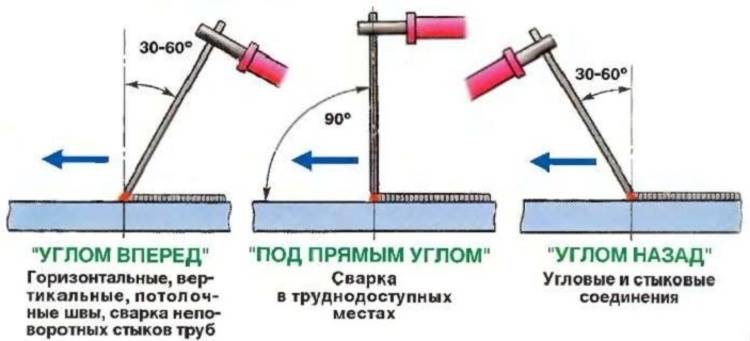
Сварочный шов для начинающих рекомендуется способ «углом назад».
Контроль дугового промежутка
Очень важен постоянный зазор между кончиком стержня и деталью. Правильно поддерживать его в пределах 2-3 мм. При увеличении зазора возрастает мощность дуги, теряется ее стабильность, расплав начинает разбрызгиваться.
При уменьшении зазора мощность дуги падает, возрастает риск непровара и залипания электрода.
Для начинающих лучше осваивать электросварку инвертором. Если нет опытного сварщика, который сможет научить всем основам и тонкостям сварного дела, освоить сварку можно и самостоятельно. Толстый самоучитель приобретать необязательно, вполне достаточно данных рекомендаций.



Профессиональные советы начинающим сварщикам
Практически каждый человек, не обладающий опытом, задается вопросом как правильно сваривать металл инвертором с минимальными рисками для своей безопасности и максимально положительными результатами работы.
Советы профессиональных мастеров помогут освоить азы сварки инвертором и избежать ряда ошибок в процессе сваривания:
ни в коем случае нельзя пренебрегать защитными средствами, особенно это относится к глазам. Ожоги сетчатки могут возникнуть даже при мимолетном взгляде на горящую дугу незащищенными глазами. А продолжительное воздействие может закончиться весьма печально, вплоть до потери зрения;
впервые сваривая детали неопытные мастера практически всегда допускают разнообразные ошибки. Поэтому лучше вначале потренироваться на подготовленных заготовках и попробовать выполнять разные типы швов перед тем как пользоваться сваркой инвертором для создания металлоконструкций;
каждый желающий может начать работать со сварочной аппаратурой, но только при тщательном подходе и предварительных тренировках можно выполнять надежные и ровные соединительные стыки;
обработка швов после сварки имеет огромное значение
Чтобы предотвратить развитие коррозии и разрушение конструкций необходимо очищать спаи от шлаковых образований;
не знаете, как предотвратить прилипание электрода? Проверьте силу тока, а также обратите внимание на сухость электродов;
хранить электроды нужно в сухом проветриваемом помещении. Если они слишком сырые, то перед применением их следует просушить на солнце или в духовом шкафу;
чтобы не произошло короткое замыкание нужно проверять положение провода перед включением и выключением аппарата.
Всю информацию о том, как подобрать ток для сварки инвертором и как должны происходить рабочие циклы можно найти в инструкции по эксплуатации оборудования или поискать в интернете уроки для начинающих сварщиков.
Зная основные правила сваривания и принцип работы аппаратуры вполне доступной станет инверторная сварка для начинающих мастеров, и уже в скором времени вы сможете без проблем изготавливать красивые и долговечные конструкции.
Расстояние между электродом и деталью
Имеет немаловажное значение, на каком расстоянии держать электрод при сварке. Это влияет на форму, ширину, шероховатость шва. В зависимости от этого параметра находится и длина электрической дуги
Идеальной считается сварочная дуга длиной 2-3 мм
В зависимости от этого параметра находится и длина электрической дуги. Идеальной считается сварочная дуга длиной 2-3 мм.
Небольшое расстояние следует выбирать, когда предстоит сваривание толстых деталей. Поперечные движения становятся необязательными. Короткая дуга получается, когда расстояние от конца электрода до металлической поверхности равно половине диаметра электрода. Такая дистанция увеличивает глубину проплавки. Ширина шва уменьшается. Короткая дуга актуальна для получения вертикального шва, но может использоваться и при других положений и всех типов соединений.
Дуга средней величины равняется диаметру сварочного электрода. Шов значительно расширяется, а напряжение становится больше. При таком расстоянии сварки увеличиваются ток и глубина проплавления, а ширина шва и напряжение уменьшаются. Достоинством является отличная защищенность ванны. Средняя дуга возникает при расстоянии между электродом и металлической поверхностью, равным или немного превосходящим диаметр электрода.
Длинная дуга в полтора раза превышает диаметр электрода. Это не особенно желательно, поскольку шов становится слишком широким, глубина проплавления уменьшается, а брызги раскаленного металла начинают лететь во все стороны. В сварочном шве будут формироваться поры. Значительно снижается защита ванны.
Технология электрической сварки
Учиться, как правильно варить детали электросваркой, лучше под руководством опытных сварщиков. Если это по каким-либо причинам не получается, можно пробовать самому. Для начала нужно грамотно организовать рабочее место
Это очень важно, поскольку сварка относится к высокотемпературным, а потому и пожароопасным процессам
Для работы нужно выбрать верстак или любое другое основание, выполненное из негорючего материала. Деревянные столы и им подобные изделия категорически запрещены. Желательно, чтобы рядом с местом, где будет проводиться сварка, отсутствовали легко воспламеняемые предметы.
Около себя обязательно поставьте ведро с водой для ликвидации возможных очагов возгорания. Кроме того, нужно определить безопасное место, где будут складываться остатки использованных электродов. Даже самый маленький из них способен спровоцировать пожар.
 В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
В продаже можно найти сварочные электроды разных диаметров. Нужный размер стержня подбирается исходя из толщины свариваемого металла
Для первых самостоятельных швов нужно приготовить ненужный кусок металла и подобрать для него электроды. Специалисты рекомендуют в таких случаях использовать 3 мм стержни. Меньший диаметр используется для сваривания тонких листов, учиться на которых неудобно. Электроды большего диаметра требуют высокой мощности оборудования.







Начинаем с зачистки участка металла, на котором будет располагаться шов. Здесь не должно быть ржавчины и каких-либо загрязнений.
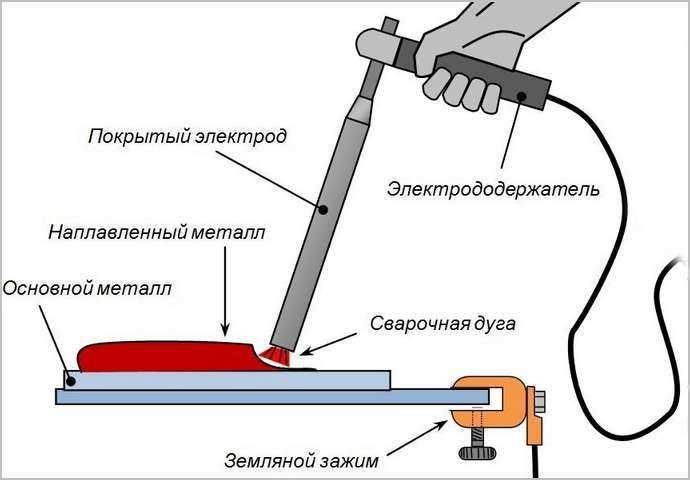
После того, как деталь подготовлена, берем электрод и вставляем его в зажим сварочного аппарата. Затем берем зажим «заземление» и прочно крепим его на детали. Еще раз проверяем кабель. Он должен быть заправлен в держатель и хорошо изолирован.
Теперь нужно выбрать рабочую мощность тока для сварочного аппарата. Она подбирается по диаметру электрода. Выбранную мощность выставляем на панели сварочного оборудования.
Следующий шаг – поджиг дуги. Для этого электрод нужно поднести к детали под углом около 60° и очень медленно провести им по основанию. Должны появиться искры. Как только это произойдет, слегка прикасаемся электродом к детали и тут же приподнимаем его на высоту не более 5 мм.
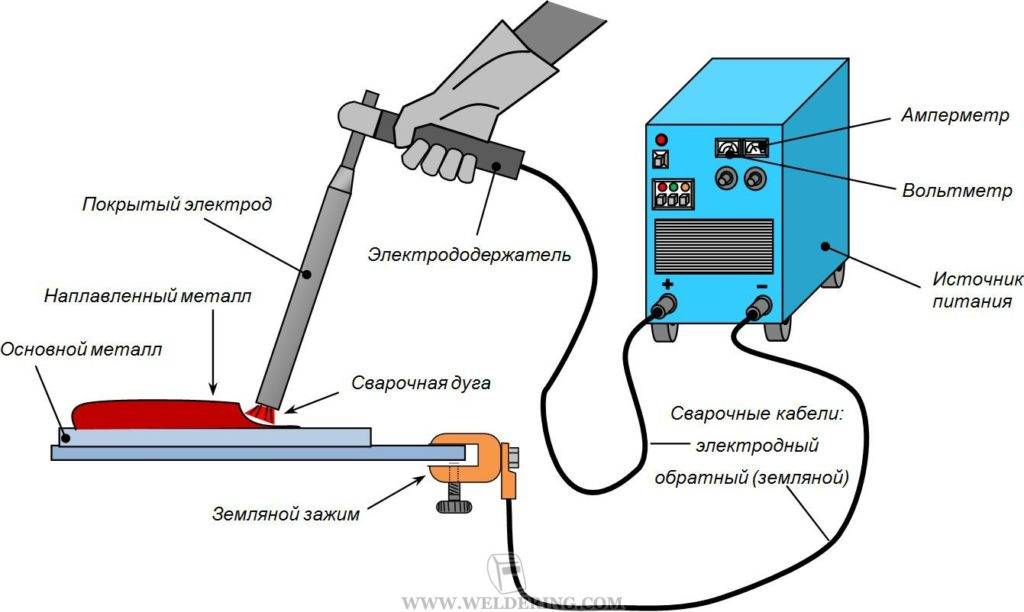
 Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
Сварочный инвертор готов к работе. К нему подключены два кабеля: один с зажимом для электрода, второй с креплением заземления
В этот момент вспыхивает дуга, которую нужно поддерживать в течение всего времени работы. Ее длина должна составлять 3-5 мм. Это расстояние между концом электрода и заготовкой.
Поддерживая дугу в рабочем состоянии нужно помнить, что в процессе работы электрод выгорает и становится короче. При чрезмерном приближении электрода к заготовке может произойти залипание. В этом случае нужно слегка качнуть им в сторону. Дуга может и не зажечься с первого раза. Возможно, не хватает силы тока, тогда ее нужно увеличить.
После того, как начинающий сварщик научился поджигать дугу и удерживать ее в рабочем состоянии, можно приступать к наплавлению валика. Это простейшая из всех операций. Поджигаем дугу и начинаем очень плавно и аккуратно перемещать электрод вдоль будущего шва.
При этом выполняем колебательные движения, напоминающие полумесяц с небольшой амплитудой. Мы как бы «подгребаем» расплавленный металл к центру дуги. Таким образом должен получиться ровный шов, похожий на валик. На нем будут присутствовать небольшие волнообразные наплывы из металла. После остывания шва нужно сбить в него окалину.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
- Спешка. Не нужно спешить вести электрод, металл должен проплавиться, поэтому привыкните к медленным спокойным движениям.
- Неспособность отличить шлак от металла. Нередко новички думают, что заварили стык, но после отбития шлака в нем много непроваров. Дело в том, что при сварке кажется, что соединение заполнено жидким металлом — на самом деле это шлак. Жидкий металл через светофильтр выглядит белым, а шлак — красным.
- Дрожащая рука. Добиться постоянного зазора между кончиком электрода и изделием поможет опора для руки. Никогда не держите руку на весу, иначе электрод будет прилипать. Опереть руку можно на стол, колено.
- Не стоит сразу отбивать шлак. (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Основные правила стыковки деталей
 После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.








Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
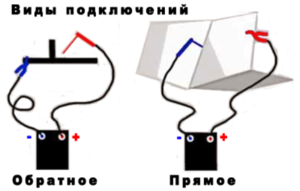
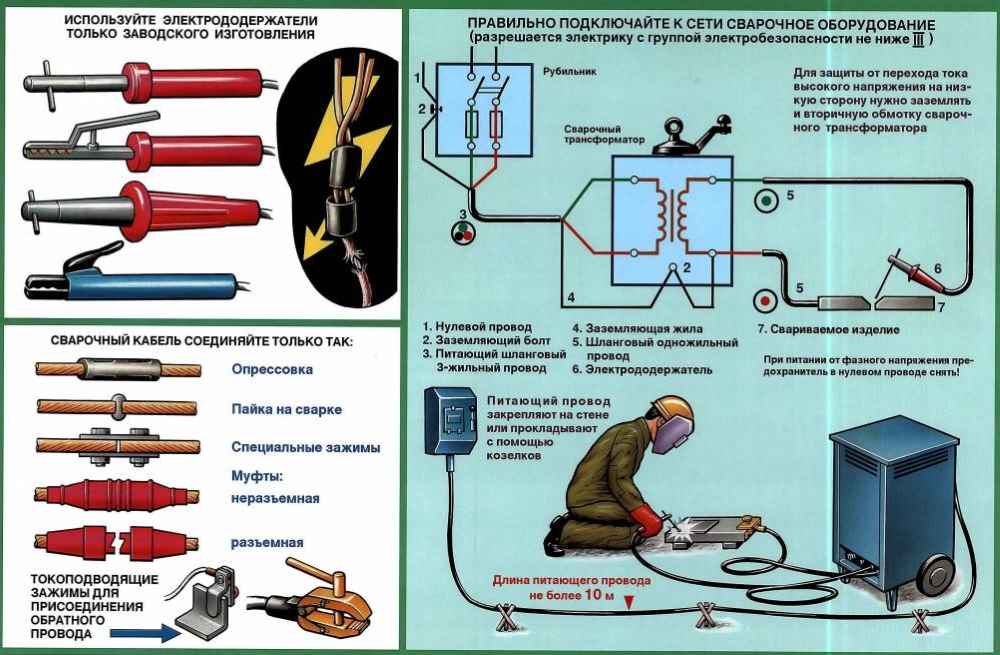
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
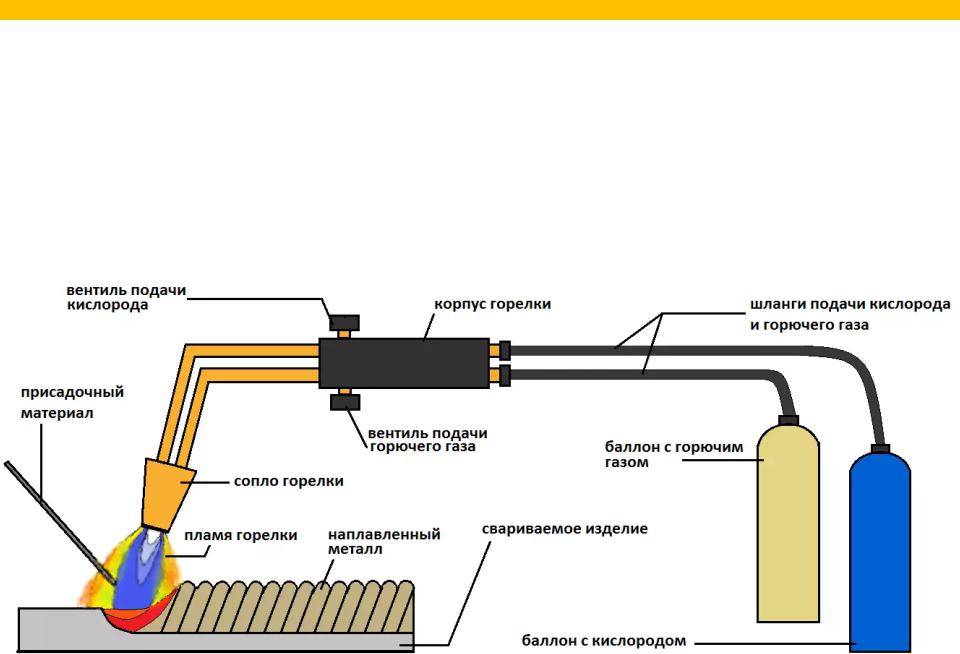
Это интересно: Техника безопасности газосварочных работ





