

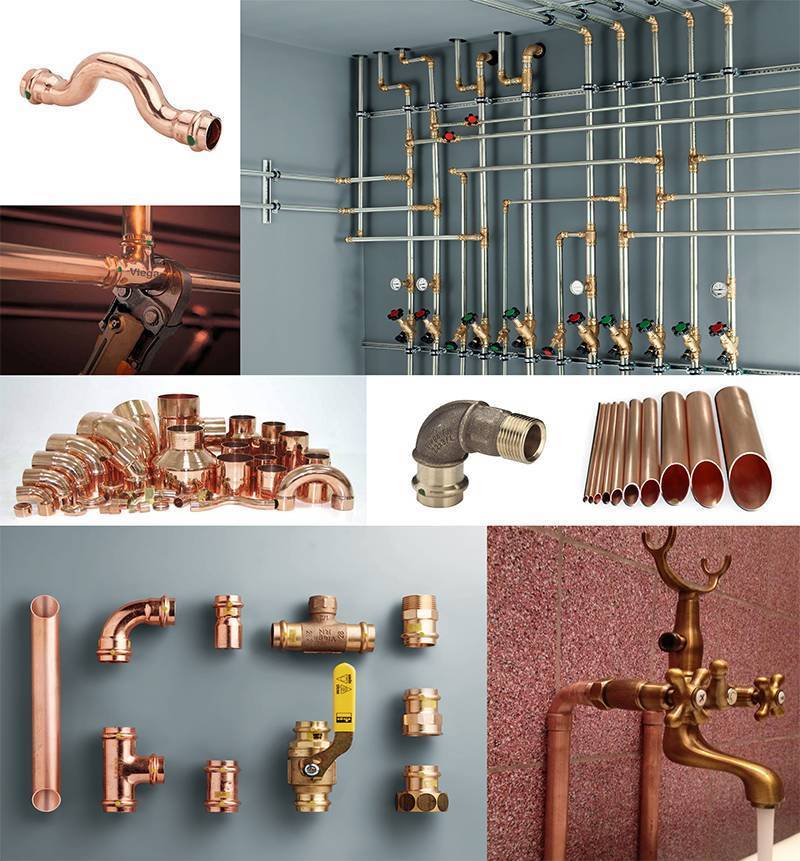
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
Компрессионный фитинг
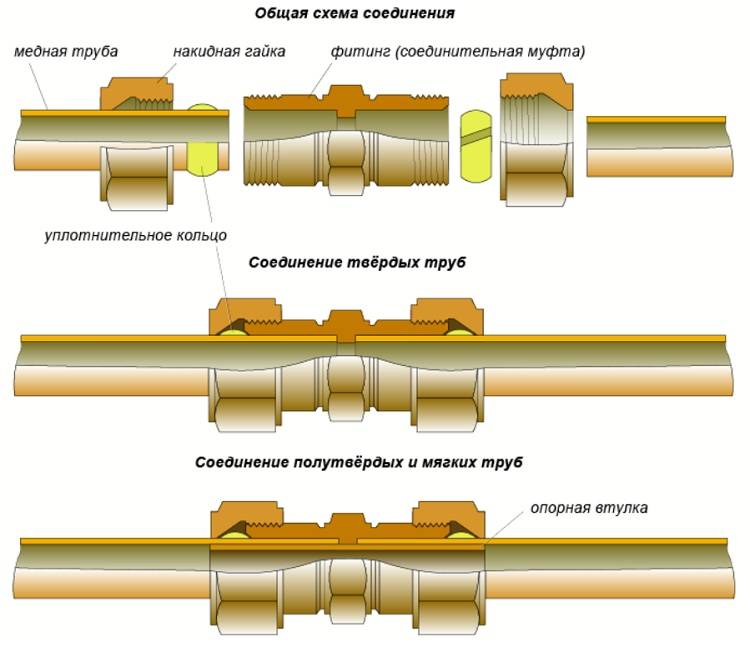
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.
Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
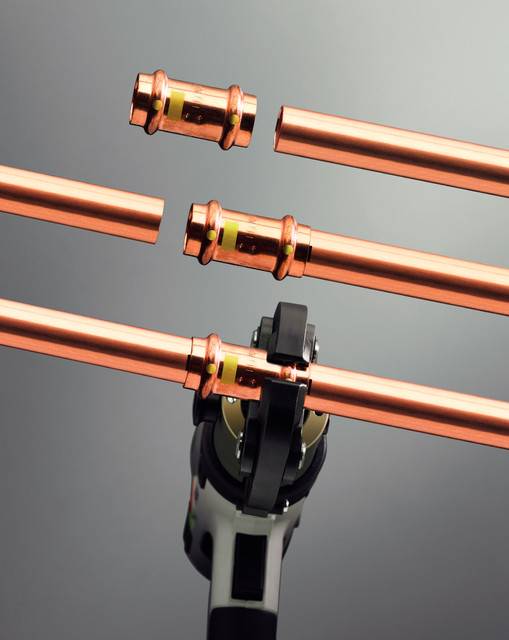
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.
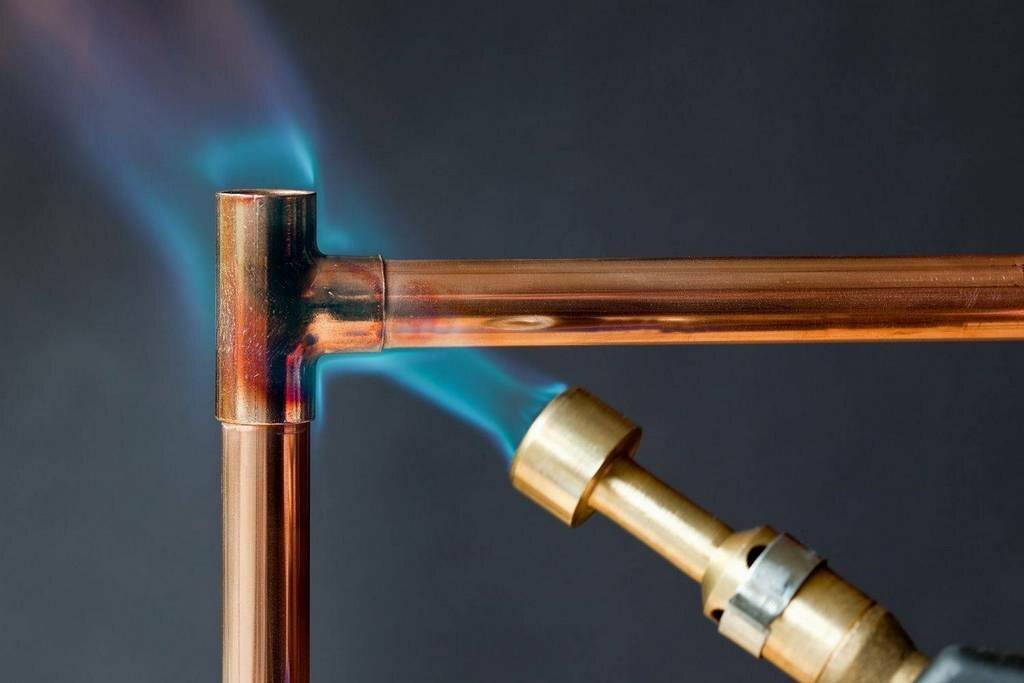
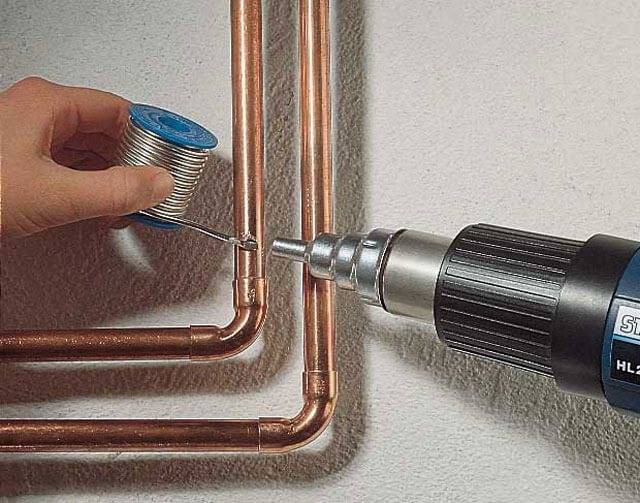
Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
Существует два вида пайки — жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.
Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями — зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку — лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.








Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
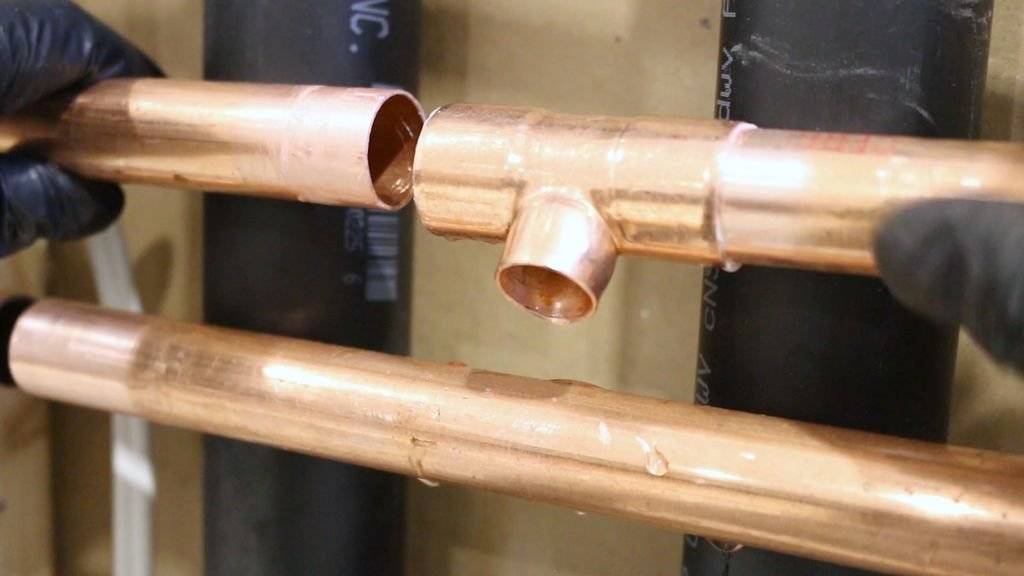
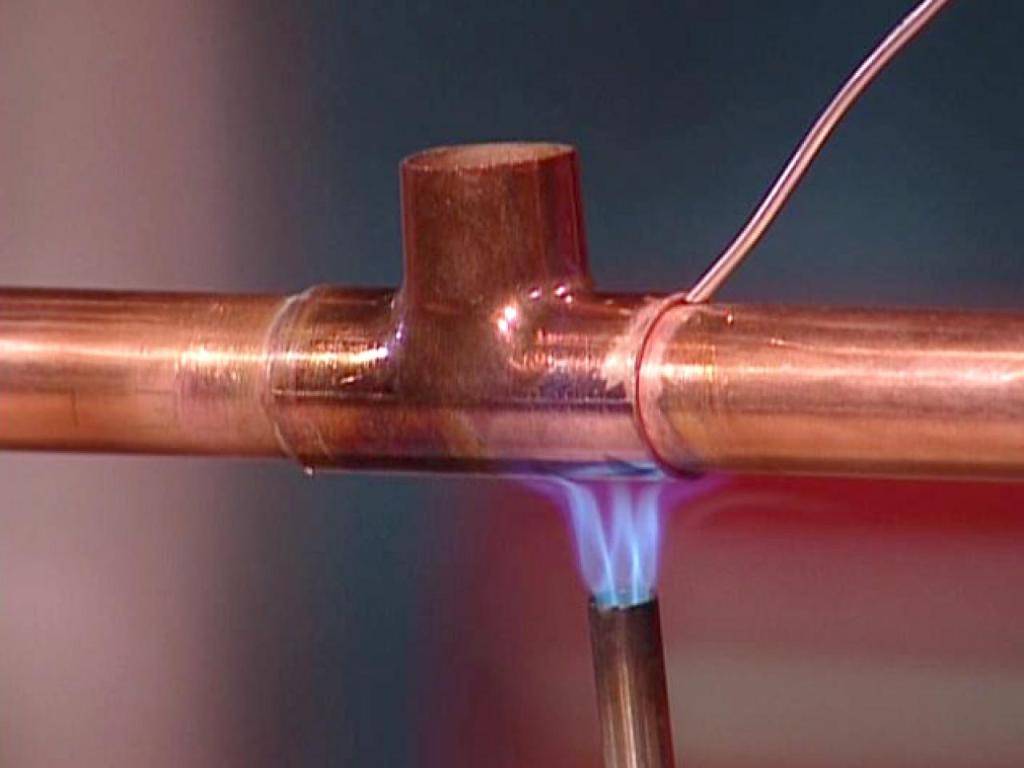
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
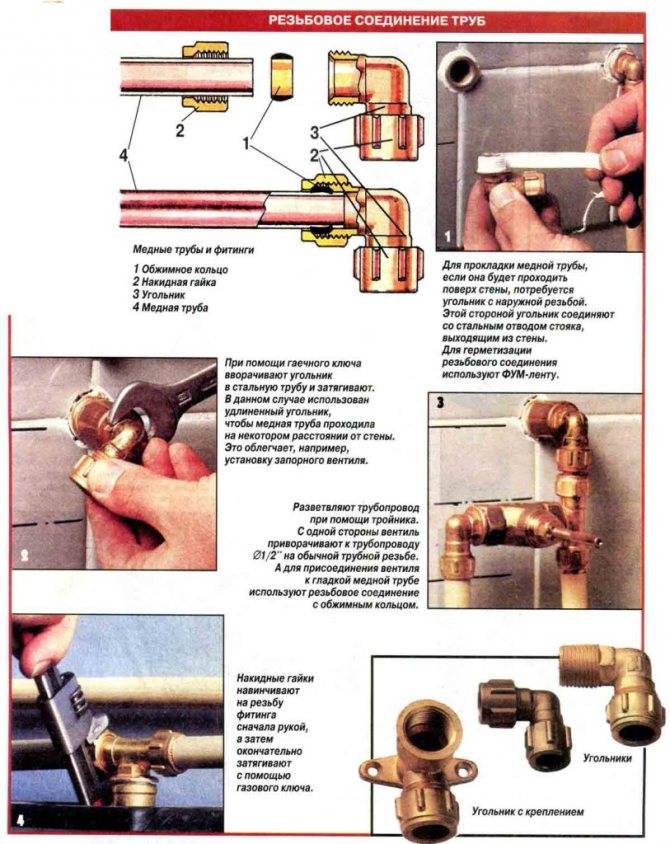
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
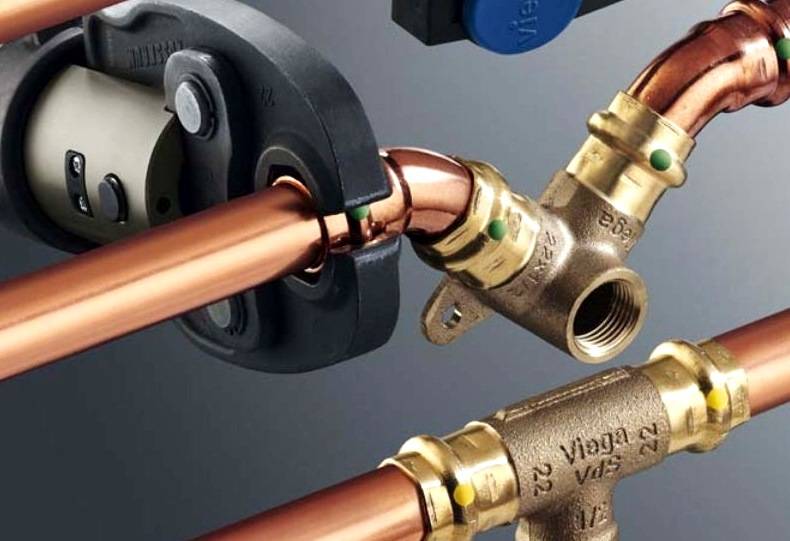
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Основные технические характеристики изделий
Все изделия из меди, что поступают в продажу, имеют необходимую маркировку с обозначением основных параметров. Именно они помогают составить общее представление о свойствах материала. Ключевые технические характеристики трубопровода из меди включают:
- Плотность. Трубы, что предназначены для системы теплоснабжения, имеют плотность на уровне около 9 г/см3. Этот параметр не влияет на работоспособность системы, однако изделия с меньшей плотностью гораздо легче перевозить, нарезать и устанавливать.
- Предельная температура плавления, что для меди составляет около 1000 °С. Другими словами, трубопровод может выдерживать температуру перевозимых материалов до этой отметки.
- Тепловое расширение. Этот параметр определяет, насколько удлиняется стояк под воздействием циркулирующей горячей воды внутри. Медь расширяется на 1см каждые 10 м магистрали под воздействием температуры в 90 °С.
- Теплопроводность. Для меди она довольно низкая, именно поэтому система отопления из меди теряет значительное количество тепла и нуждается в дополнительном утеплении.
- Шероховатость материала. Данный параметр характеризует уровень сопротивления току воды и вероятность появления отложений. Медные трубы являются гладкими, а поэтому имеют низкий коэффициент шероховатости.
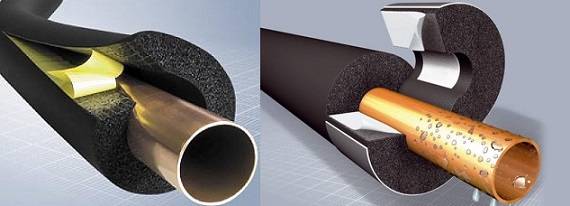
Утепление медных труб
Особенности проведения газопровода из меди
Согласно нормативным документам СНиП медные трубы разрешено использовать для проведения газа. При производстве таких труб применяются материалы только марок М1, М1р, М2 и М2р. Монтаж труб для газа необходимо осуществлять с использованием твердых труб.








Большинство производителей выпускает медные трубы для газа с использованием наружной изоляции, которая выполняет следующие вспомогательные функции:
- Защищает от механического воздействия;
- Создает красивый эстетический вид.
Для соединения газопровода применяется:
- Твердый припой;
- Специальные медные фитинги.
Важным требованием при монтаже труб для газа является высокая температура плавления припоя.

Медные трубы для газопровода
Существуют строгие требования к расположению газовых труб от уровня пола. Расстояние труб не должно быть меньше 60 см.
Монтаж газопровода следует проводить в соответствии со строгим выполнением всех требований СНиП во избежание опасных ситуаций. Поэтому такую работу должен выполнять только профессионал, который обладает достаточной квалификацией.
Продукция из меди имеет массу положительных достоинств, и поэтому нашла применение во многих сферах деятельности. Единственным ее минусом является высокая стоимость материла.
Способы соединения медных труб
Трубопроводы из меди являются надежными, долговечными, устойчивыми к физическим нагрузкам, коррозии. Однако такими свойствами они могут похвастаться только при правильной сборке. Для объединения отдельных элементов в одну систему, существует несколько методов:
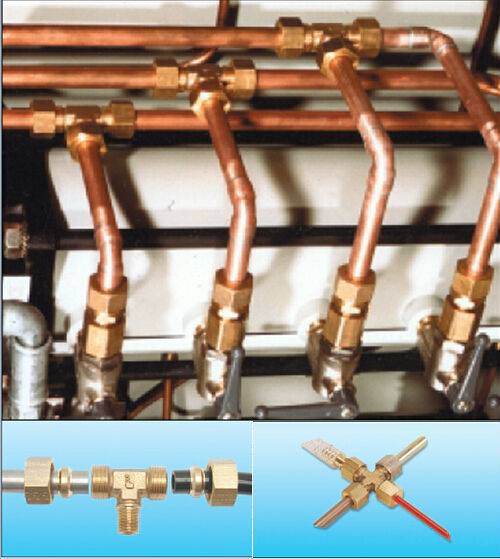
Обжимные фитинги. Это специальные элементы, применяющиеся для соединения медных трубопроводов: цанговые штуцеры, крестовины, отводы, муфты. Изготавливаются они из бронзы, латуни, меди. Неразъемный метод соединения. Это технология прессования, которая проводится с использованием пресс-фитингов, обжимный гильз. Прочность готового соединения сравнимо с методом спайки. Компрессионное соединение. Является разъемным, при высокой прочности. Для проведения работ нужны ручные инструменты, специальные цанговые зажимы. Однако такой вид соединения со временем ослабевает от скачков давления, перепадов температур
Важно наблюдать за ним, периодически менять расходники. Проведение пайки с использованием медных фитингов
Используется специальный элемент, который называют капиллярным
Для создания надежного соединения нужен припой.
Важно, чтобы после выполнения пайки изделия остыли при естественных условиях. Обжимные фитинги для соединения труб. Обжимные фитинги для соединения труб
Обжимные фитинги для соединения труб
Монтаж медных труб для систем водоснабжения и отопления своими руками
- Перед монтажом необходимо порезать трубы на отрезки необходимой длины.
- Резать трубы для отопления лучше труборезом или ножовкой по металлу.
- Внутренняя поверхность трубопроводов должна быть очищена от заусениц и металлической стружки. Для выполнения этой задачи потребуется напильник и шабер.
- Место отреза необходимо выровнять, особенно в тех случаях, когда резка осуществлялась ножовкой по металлу, что немного деформирует трубу.
- Гнуть трубное изделие можно вручную или с использованием специального инструмента.
- Если в системе отопления предусмотрены изогнутые участки особенно сложной формы, рекомендуется использовать трубогиб. Такой изгиб убережет материал от нежелательного залома, который впоследствии может стать местом образования коррозии.
- Гнуть изделия следует с минимально допустимым радиусом.
- Радиус изгиба при выполнении работы труборезом должен составлять не менее 3, 5 диаметра трубопровода. Если гнуть трубы вручную, следует выполнять радиус изгиба не менее 8 диаметров.
Система отопления с медными трубами
Соединение элементов системы отопления из меди осуществляется двумя уже известными способами:
- Обжимными фитингами;
- Методом пайки.







Благодаря тому, что медь можно легко гнуть, монтаж выполнять несложно и потребуется небольшое количество фитингов. Однако необходимо помнить о некоторых правилах комбинирования материалов в системе отопления.
Если использования алюминиевых радиаторов невозможно избежать, необходимо выполнять переход через стальную трубу. Это поможет избежать начала образования коррозии при стыковке меди и алюминия. Что касается радиаторов из других материалов, к примеру, стальных или чугунных, подобных проблем не возникает.
Монтаж медных труб — это процесс, который может осуществляться по-разному. Существует несколько вариантов соединения таких изделий, которые включают в себя сборку, сварку и пайку. Разрешается применение фитингов других производителей, что может в определенных случаях уменьшить финансовые затраты.
Подсчет фитингов
Для того чтобы осуществить монтаж медных трубопроводов обязательно применяются фитинги. Они могут быть либо обжимными, либо паечными. В первом случае соединение будет разъемным, во втором — неразъемным.
Выбор фитингов будет также оказывать влияние на крепление всех элементов.
Сборка
После подсчета нужного количества фитингов начинается сборка труб. Для начала края изделий покрываются тонким слоем флюса. Процедура необходима для того, чтобы предотвратить процесс окисления, который обязательно возникает в момент нагревания элементов. Этот способ обработки предотвращает оседание на соединении посторонних веществ, негативно влияющих на прочность.
Обжатые фитингами концы труб при помощи специальных клещей зажимаются. Именно это давление осуществляет фиксацию.
Холод-Магазин
В фреоновых холодильных установках на основе парокомпрессионного цикла наиболее широко применяются медные трубопроводы, это связано с такими свойствами медных трубопроводов: химическая устойчивость к хладагентам в безкислородной и безводной среде, низкая шероховатость внутренней поверхности, пластичность, хорошая устойчивость к цикличным нагрузкам, малая величина температурного расширения, значительный срок эксплуатации. Кроме того, холодильные трубопроводы значительно легче поддаются механической обработке и могут быть соединены как при помощи пайки или сварки, так и с применением разборных соединений.
В холодильной технике и системах кондиционирования применяют цельную холоднодефрмированную или прессованную медную трубу круглого сечения. В России производство такой трубы регламентируется ГОСТ 617-2006, наиболее известные стандарты других стран EN 12735-1 (Европейский стандарт), ASTM B280 и ASTM B69-99 (Американские стандарты). Если ГОСТ 617-2006 — определяет производство медной трубы общего назначения, то стандарты EN-12735 и ASTM B280 специально разработаны для медных трубопроводов холодильных систем и систем кондиционирования. ASTM B69 – разработан для медных труб, светлого отжига, применяемых в холодильных системах и других отраслях, где требуется труба с чистой внутренней поверхностью. Заводы производители медной трубы для холодильных систем чаще всего производят трубу согласно ТУ завода, а затем труба проходит сертификацию под тот или иной стандарт который действует в государстве, где эта труба применяется. Приведенными стандартами определяется: марка меди для труб, способ изготовления, геометрические размеры медных труб, способ фасовки, методы испытаний, маркировку труб, способы хранения, а так же содержат ссылки на другие нормативные документы.
Медная труба для холодильной техники и систем кондиционирования производится в твердом состоянии — R290 (неотожженная), полутвердом состоянии — R250 и мягком состоянии — R220 (отожженная). Труба в твердом и полутвердом состоянии выпускается в виде прямых плетей с длинами 3, 5 и 6 метров. Мягкая труба выпускается в виде отрезков свернутых в бухты по 15, 25, 45, 50 м. Медная труба может быть выполнена с метрическими или дюймовыми размерами наружного диаметра. Стандартный ряд метрических размеров: 6 — 8 — 10 — 12 — 15 — 16 — 18 — 22 — 28 — 35 — 42 — 54 — 64 — 76 — 89 — 108 мм. Стандартный ряд дюймовых размеров: 1/4 — 5/16 — 3/8 — 1/2 — 5/8 — 3/4 — 7/8 — 1 1/8 — 1 3/8 — 1 5/8 — 2 1/8 — 2 5/8 — 3 1/8 — 3 5/8 — 4 1/8 дюйма.
Выбор медной трубы для холодильных систем можно свести к следующим действиям:
- выбираем, мягкая это будет труба или твердая;
- после гидравлического расчета и расчета на прочность, известны диаметр трубы и толщина стенки;
- определяют с учетом коэффициента запаса толщину стенки для трубы;
- далее из номенклатуры стандартной трубы выбрать подходящую;
- заказывается труба.
В большинстве случаев медная труба, выполненная по EN 12735-1 и ASTM B280 — соответствует всем стандартным решениям в области холодоснабжения и систем кондиционирования и чаще всего превышает требуемые прочностные характеристики. Но, холодильные системы нередко подвержены пульсациям, вибрациям, и гидравлическим ударам, поэтому запас прочности не будет лишним. Кроме того работа с мягкой трубой произведенной по этим стандартам – как правило получает только положительные отзывы. Использовать трубу с толщиной стенки меньше чем у вышеприведенных стандартов можно, иногда, даже нужно, но при этом нужно помнить, что с понижением толщины стенки трубопровода снижается и надежность системы, особо критично это для систем со значительной заправкой хладагентом. И, как правило, аварийные остановы из-за некачественной трубы обходятся в разы дороже, чем экономия на толщине стенки.
При покупке медной трубы, желательно, обратить внимание на наличие маркировки по всей длине, наличие заглушек с обоих концов, отсутствие внешних повреждений, внутренняя поверхность должна быть чистой, гладкой и сухой. Труба должна быть выполнена из меди с содержанием меди и серебра не менее 99,9%, содержание фосфора не более 0,4%
Толщину стенки можно проверить, воспользовавшись таблицей теоретического веса медной трубы. Теоретический вес миллиметровой медной трубы
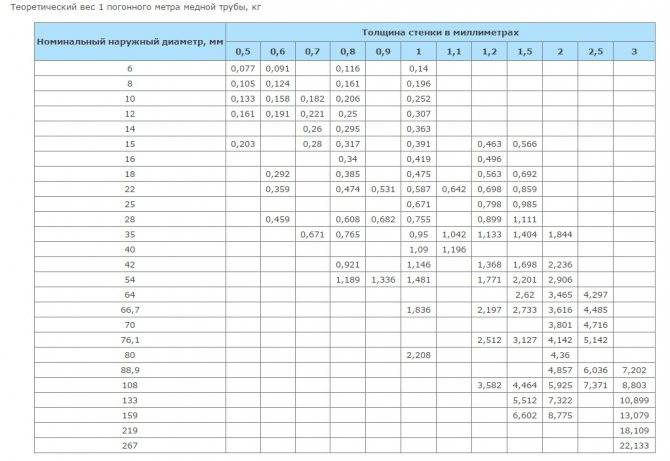
Теоретический вес дюймовой медной трубы

Особенности и свойства
В наших краях медные трубы – это довольно-таки редкий, даже можно сказать – экзотический выбор. Медью пользуются только в ситуации, когда другие варианты не подходят, ну или если владелец на этом настоял. В Европе же, наоборот, медные трубопроводы применялись практически повсеместно, и применяются до сих пор.
На самом деле медь имеет как множество абсолютно реальных плюсов, так и несколько довольно существенных минусов. Сказать что этот материал идеальный кандидат на сборку и монтаж системы водоснабжения нельзя. Но и нельзя отрицать всего его многочисленные положительные свойства.







Не зря же в Европе некоторые медные трубы для водопровода, смонтированные еще в начале прошлого века, до сих пор сохранились. И даже более того, используются по назначению, без каких-либо замечаний от хозяев.
Производство
Для сооружения трубопроводов водоснабжения и отопления применяют бесшовные изделия из меди. Они изготавливаются по трём технологиям:
- холодная прокатка — деформация заготовки металла происходит при прохождении между вращающимися валками. Сквозное отверстие создаётся способом прошивки. Затем гильза калибруется до нужных размеров;
- холодное волочение — основан на протягивании заготовки через волочильный инструмент (волоку) со специальным каналом, сужающимся по длине. В процессе волочения металл обжимается до необходимых геометрических параметров и вытягивается по длине;
- горячее прессование — получение трубы методом экструзии (выдавливания)через выходное отверстие матрицы.
При промышленном производстве может применяться одна из этих технологий или их комбинация. Состав оборудования и технологические операции могут иметь некоторые различия, но основной процесс изготовления всегда состоит из следующих этапов:
- подготовки заготовки;
- холодной прокатки или волочения, либо горячего прессования;
- термообработки;
- смазки труб и инструмента;
- обработки готовых и промежуточных изделий;
- резки на мерные части или намотки в бухты;
- контроля качества готовой продукции.
Монтаж медных труб отопления
Во время проведения работ придется резать и сгибать изделия, собирать узлы и соединения, паять или сваривать, обжимать фитинги. В дополнение к основным операциям нужно уметь калибровать и обрабатывать концы, удалять грат и заусенцы, наносить флюс, а затем очищать поверхность от его остатков и прочее. При монтаже не обойтись без следующих инструментов:
- трубореза;
- ручного калибратора;
- газовой горелки;
- набора гаечных ключей;
- напильников;
- флюса;
- припоя;
- уплотнительной ленты.
Сначала производится отбраковка труб с повреждениями, изломами, пережатиями. Их применение приведет к нарушению работы отопительной системы и снижению ее надежности. Заготовки нарезаются на труборезе или ножовкой с новым полотном. Крепление к стенам осуществляется с помощью кронштейнов, пластиковых и металлических хомутов с прокладками из резины.
Особенности выполнения операций
При подготовке необходимо следить за перпендикулярностью линии среза к оси трубы. Отклонение не должно превышать:
| Наружный диаметр, мм | Величина скоса, мм |
| 6-18 | 2 |
| 22-42 | 3 |
| 54-76 | 4 |
| 88-108 | 5 |
Используя дисковый труборез, нельзя прилагать большие усилия, лучше повысить скорость вращения. При разрезании отожженных изделий их концы могут деформироваться, что приведет к неравномерности монтажного зазора и невозможности пайки. Поэтому необходимо концы откалибровать, начиная изнутри, потом – снаружи. Во время спаивания припой может затечь в трубу, образуя там наросты (грат). Если их не убрать, увеличится гидравлическое сопротивление всей системы.
Высокая пластичность медных изделий позволяет соединять их раструбами без фитингов. Однако применение этого способа допускается для заготовок одинакового диаметра в отопительных системах с температурой теплоносителя не более 110 ⁰C. Для создания раструбов необходимо специальное оборудование.
Допустимый радиус изгиба заготовок с сечением до 15 мм не должен быть меньше 3,5 диаметра, а у более толстых – 4. При ручном сгибании радиус ограничивается 8 величинами, иначе возможно сплющивание стенок. Жесткие трубы рекомендуется предварительно нагревать.

Разъемные соединения
Для создания разборных стыков используются обжимные фитинги. Эти соединения не отличаются высокой надежностью и требуют периодического подтягивания. У труб с пластиковым покрытием концы очищаются от изоляционного слоя, а с торцов удаляются заусеницы.
Сначала надеваются накидные гайки, потом обжимные кольца. Затем производится затяжка. По мере закручивания гаек кольца начнут прижиматься к трубе, герметизируя стык. Главное – не переусердствовать, чтобы не нарушить форму концов, из-за чего возможно появление утечек. Герметизация переходных фитингов при соединении с устройствами из других металлов осуществляется лентой ФУМ. Поток воды при этом должен быть направлен к меди.

Паяные соединения
Способ основан на использовании капиллярного эффекта, под действием которого припой способен заполнять зазоры. Соединение производится фитингами с внутренним диаметром больше наружного размера трубы на 0,1-0,15 мм. Пайка бывает высоко- или низкотемпературной. Первая, как и сварка, применяется для стыковки толстостенных труб диаметром более 110 мм.
Низкотемпературная пайка осуществляется по следующему алгоритму:
- Концы труб очищаются от полимерного покрытия (если оно есть) и заусениц.
- Производится обработка места пайки и внутренних стенок фитинга мелкой наждачной бумагой.
- После очистки от пыли на поверхность наносится флюс.
- Концы труб вставляются в фитинг.
- Соединение нагревается горелкой или паяльной лампой.
После достижения необходимой температуры припой, положенный на поверхность, за счет капиллярного эффекта начнет плавиться и затекать в зазор между трубой и фитингом. Во время пайки и остывания конструкция жестко фиксируется. Чтобы прочность меди не снизилась, нельзя использовать принудительное охлаждение.

Медные трубы для отопления
Мнения потребителей разделились на два лагеря. К первому примкнули те, кто не приемлет медные трубопроводы в доме. По их мнению, медная разводка хороша только в промышленных условиях, которая работает уже долгие годы. Во втором лагере находятся те, кто отдает предпочтение медным водоводам.
Особенно любят медь сантехники. Они предпочитают ее взамен гибкой подводки, которая имеет ограниченный срок службы, не превышающий семи лет. Устанавливая на долгий срок душевую кабину, ее лучше подключить к водопроводу медными подводами, чтобы исключить демонтаж при разрушении металло-резиновых подводов.









Классификация
Для прокладки системы отопления используются трубы разных диаметров и типоразмеров. Для классификации продукции пользуются некоторыми параметрами:
- Диаметр проката. Шаг изменения размера равен 2 мм. Например, 16, 18, 20 и так далее.
- Толщина стенки изделия: тонкостенные — 0,2−0,7 мм, толстостенные — 0,8−10 мм.
- Способ производства: холоднокатаные, тянутые, тянутые сварные.
- Состояние материала: отожженные, не отожженные.
- Марка материала: М1, М2, М3.
- Отгрузка потребителю: длинномер — 2−5 м, бухта — 5−10 м.
 Диаметры медных труб для систем отопления подбираются исходя из правила: следующее разветвление имеет диаметр трубы меньше на один шаг. Так, например, выход магистрали от нагревательного котла имеет диаметр 24 мм. При разделении потока на два помещения, на входе она будет иметь диаметр 22 мм, а отвод к радиатору отопления будет равен 20 мм .
Диаметры медных труб для систем отопления подбираются исходя из правила: следующее разветвление имеет диаметр трубы меньше на один шаг. Так, например, выход магистрали от нагревательного котла имеет диаметр 24 мм. При разделении потока на два помещения, на входе она будет иметь диаметр 22 мм, а отвод к радиатору отопления будет равен 20 мм .
Для сборки системы отопления используют трубы с толщиной стенки не более 1,5 мм. Они обладают достаточной прочностью и пластичностью. Пластичность и прочность зависят от состояния материала. Если медная подводка не отожженная, то она способна выдерживать давление в 450 МПа, но ее относительное удлинение не превышает 6%. В отожженном состоянии относительное удлинение достигает 60%, а прочность снижается. Внутреннее давление не должно превышать 22 МПа.
Маркировка
Для обозначения диаметра труб используется наружный размер и толщина стенки. Значения указываются через дробь либо через «х». Например, 24×1 (24/1) мм. Проектирование разводки отопления ведется по условному проходу, то есть по внутреннему диаметру трубы. В данном случае он будет составлять 22 мм (24−1−1−22).
Изготовление медной трубной продукции регламентирует ГОСТ 617–90 . согласно ему холоднокатаным трубам присваивается индекс «Д», а тянутым из сварной заготовки — «С».
https://youtube.com/watch?v=U2XvjUSkwJs





