

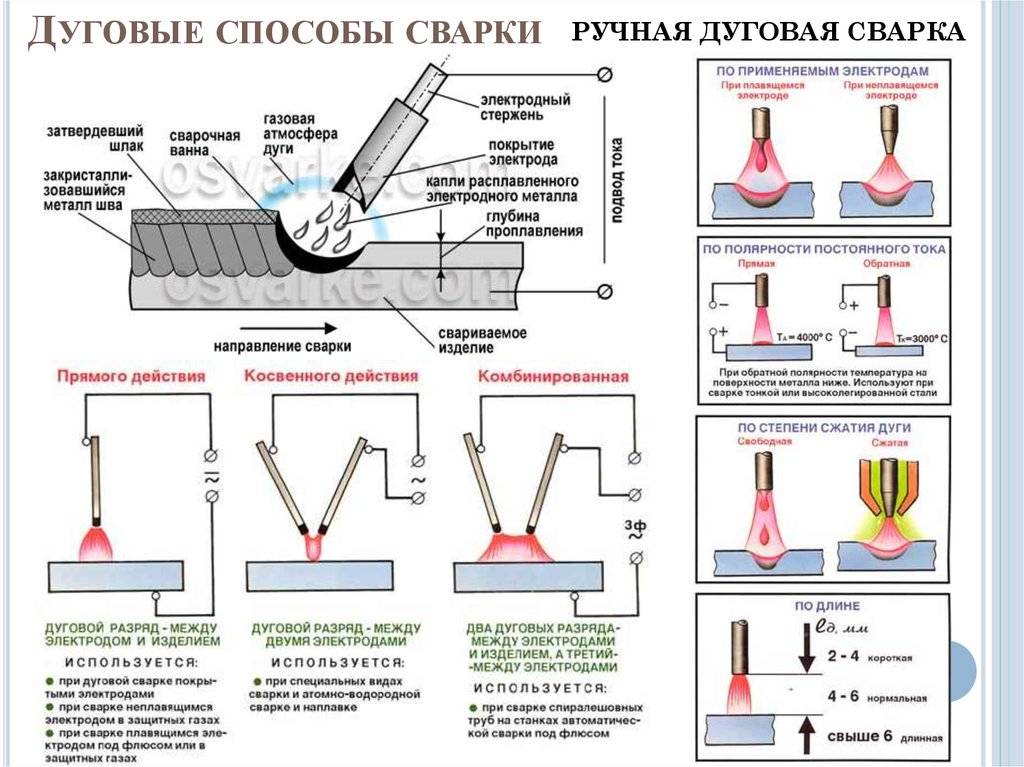
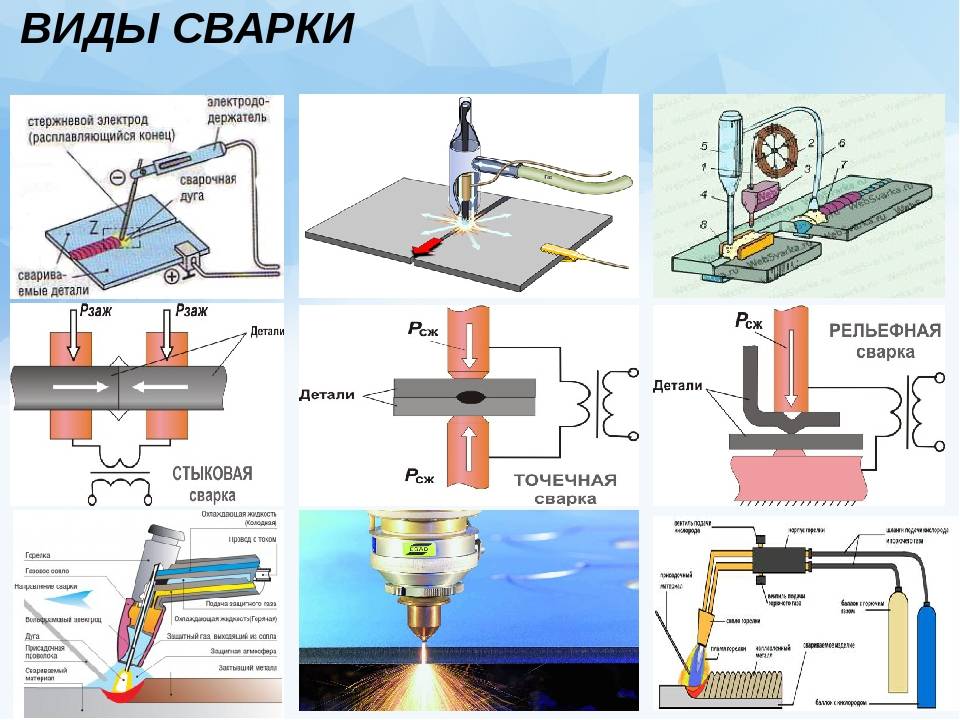
Виды электродуговой сварки
По уровню автоматизации электродуговая сварка подразделяется на четыре вида:
- ручная;
- механизированная – применяются средства автоматизации, но участие сварщика обязательно;
- полуавтоматическая – процесс автоматизирован, но детали двигает рабочий;
- автоматическая – работа автоматизирована, оператор контролирует ход процесса.
Классификация и способы
Электродуговая сварка классифицируется по методу защиты сварочной ванны:
- не защищена – процесс происходит при свободном доступе воздуха;
- в вакууме – воздух откачивается;
- шов делается в защитном газе – инертном или активном;
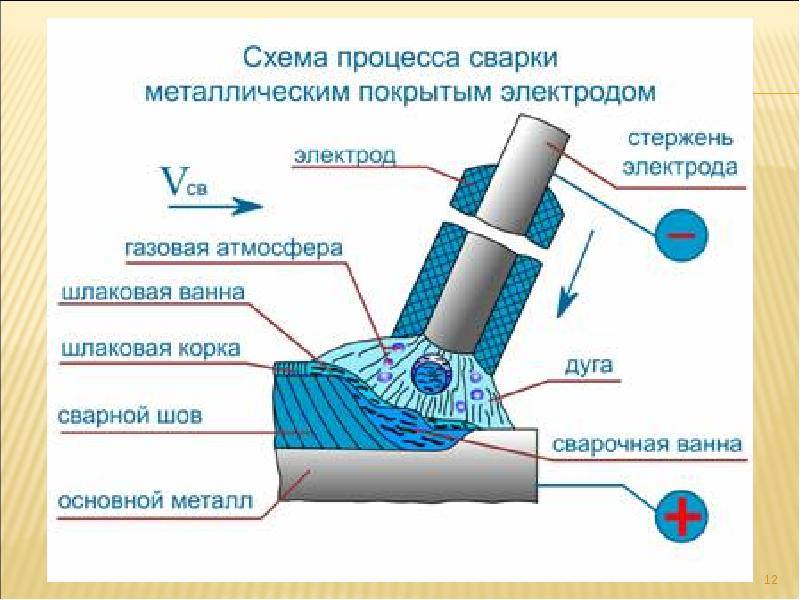
- процесс под флюсом – жидкий металл защищается от воздуха расплавленным шлаком, образующимся при плавлении флюса;
- комбинированные способы защиты.
По виду тока подразделяется на сварку:
- переменным – от трансформатора;
- постоянным – от сети с помощью выпрямителя или генератора;
- импульсно-дуговым – электричество подаётся импульсами, это позволяет контролировать дугу при условии регулирования тока.
Разновидности
Типы процессов различают по типу дуги:
- прямого действия – возникает между электродом и свариваемой деталью;
- косвенного действия – дуга горит между анодом и катодом, а металл не входит в электрическую цепь;
- дуга горит между плавящимися электродами и соединяемыми кромками, электропитание переменным трёхфазным током;
- сжатая дуга – радиус горения ограничивают подающиеся к месту сваривания струи газа.
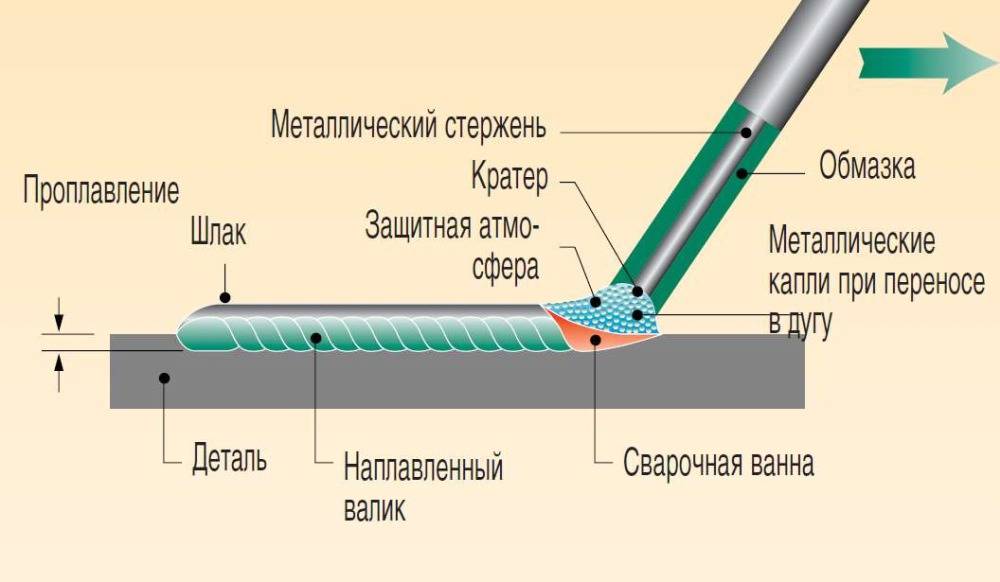
Электроды бывают плавящимися (стальными, чугунными, алюминиевыми, медными) и неплавящимися. Первые выполняют и функцию присадочного материала. Для ручной дуговой – электроды в виде стержней круглого сечения различного диаметра. Состав материала обмазки выбирается в зависимости от металла свариваемых частей и особенностей техпроцесса.
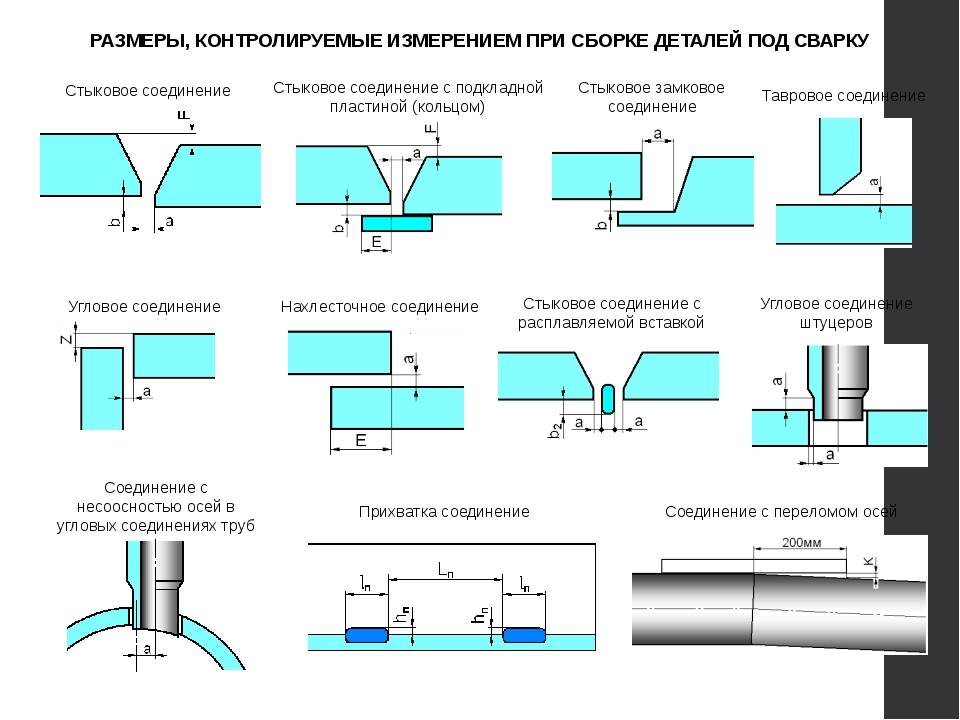
Чем отличается от нахлесточного
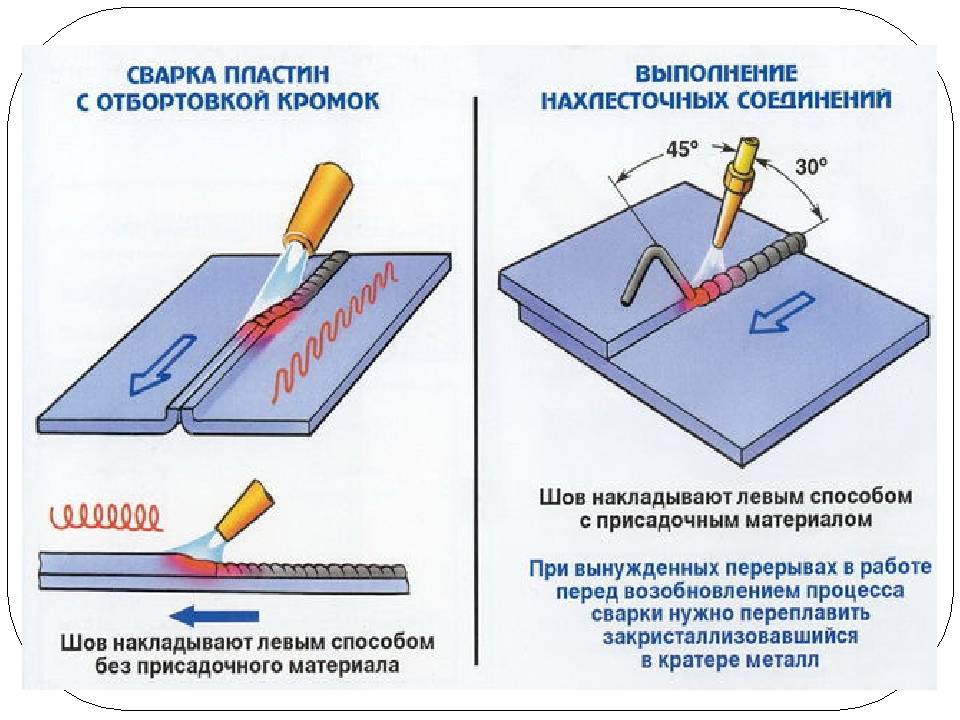
Сварные нахлесточные соединения – это сплавление разных элементов детали, расположенных параллельно, частично перекрывая друг друга. Применяются, когда стыковое невозможно. Не рекомендуется соединение внахлест, если конструкция подвергается вибрации, толщина стали должна быть не более 10-12 мм.
При стыковом важно учитывать точность сборки, тогда как при нахлесточном сборка гораздо проще и не нужно разделывать кромки.
Недостатком нахлесточного соединения станет больший расход основного металла, так как одна деталь накрывает другую, возможно появление коррозии металла от проникновения влаги между деталями, а так же выявить дефекты будет не просто. В стыковом нет перекрытия (нахлеста) деталей, применяется разная техника сварки, когда сварка нахлесточных соединений выполняется угловым швом. В нахлесточных не нужна разделка кромок, так же имеется большое количество разновидностей стыкового соединения согласно ГОСТу.
Преимущества и недостатки
Тавровое соединение самое распространенное, одно из самых прочных. Данное соединение позволяет получать изделия и конструкции сложной формы. Расположение деталей буквой «Т» обеспечивает дополнительную жесткость конструкции. Качественно выполненная работа гарантирует практичность и надежность.
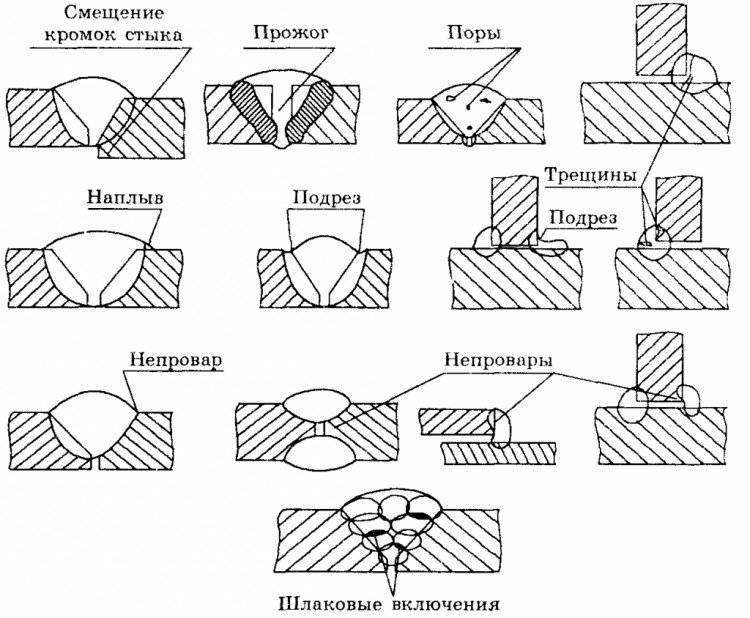
Недостатком такого соединения могут являться дефекты:
кратеры – это углубление в сварном шве возникающее при обрыве дуги;
- поры – это следствие скопления газов в шве, причина такого дефекта кроется в некачественной подготовке метала;
- непровары – это локальное несплавление основного метала с электродным, причина: большая скорость сварки, а так же прожоги, трещины и прочее.
Такие дефекты зависят от качества выполнения работы
Низкая квалификация рабочего непосредственно станет причиной дефектов, но не мало важно и оборудование, расходные материалы (сварочные аппараты, проволока, электроды, защитный газ). Сам процесс является опасным, вы должны соблюдать все правила техники безопасности без исключения
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.


Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Основы безопасности при работе
Ручная дуговая сварка является источником повышенной опасности. Основные факторы, вредящие здоровью сварщика и лиц, работающих рядом с ним, следующие:
- Высокая температура дуги и рабочей зоны, могущая вызвать ожоги.
- Разбрызгивание раскаленного металла и разлет частиц шлака при зачистке.
- Мощное ультрафиолетовое излучение, приводящее к заболеваниям кожи и глаз вплоть до слепоты.
- Высокое напряжение питающей сети.
- Вредные сварочные газы и пары металла, вдыхание которых приводит к отравлению и заболеваниям органов дыхания.
- Пожароопасность.
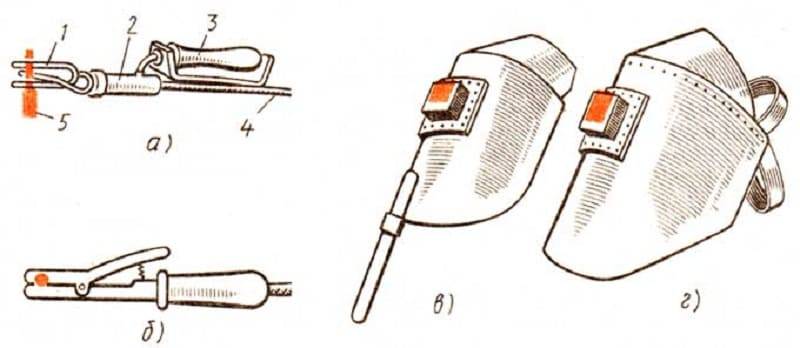
Электрододержатели и защитные приспособления
Исходя из этого, следует соблюдать следующие требования по безопасности
- Использовать индивидуальные средства защиты: маску со светофильтром, респиратор, краги сварщика и невоспламеняющуюся спецодежду и обувь.
- Обеспечить качественную вытяжную вентиляцию.
- Перед началом работы осмотреть оборудование на предмет отсутствия механических повреждений и нарушения изоляции.
- Надежно закрепить свариваемые заготовки инвентарными крепежными приспособлениями или специальной оснасткой.
- Не загромождать рабочую зону, следить за положением кабелей и шлангов.
- После окончания сварных работ выключить оборудование.
Выполнение этих требований позволит сохранить здоровье и сберечь материальные ценности.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

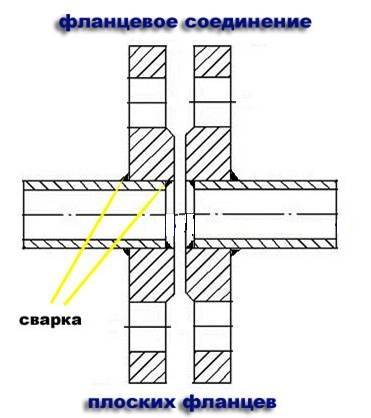
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
Краткая характеристика
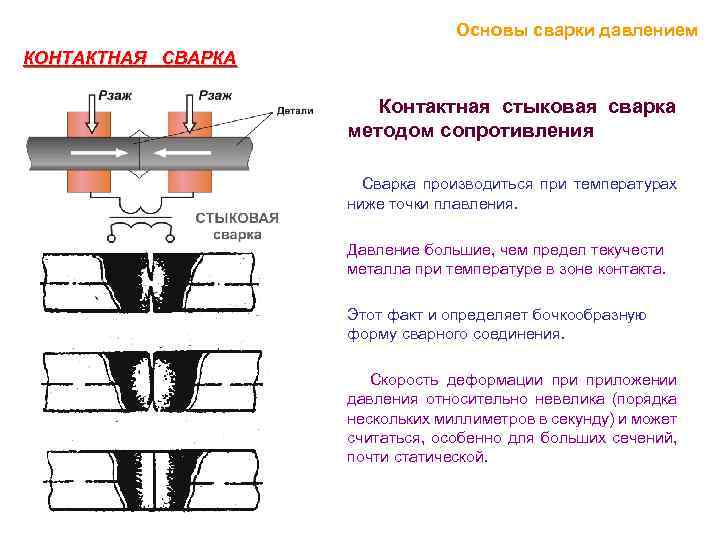
Контактная стыковая сварка – метод сваривания металлических компонентов, основная сущность которого состоит в равномерном прогревании всей области стыка изделий. После нагревания они как модно сильнее стыкуются друг с другом, и в результате получается прочный неразъемный шов.
Сварка встык характеризуется высокой производительностью, это связано с быстрым образованием сварного соединения. При проведении процесса металл расплавляется намного быстрее и равномернее, поэтому соединение появляется достаточно быстро. При желании сварку можно сделать автоматизированной и встроить в конвейер. Поэтому этот вид сваривания часто применяют на серийном производстве, где требуется стыковое сваривание труб и других похожих изделий.
Несмотря на то, что сварные соединения образуются быстро, они получаются прочными и качественными. Они смогут прослужить долгий период в нормальном состоянии. По этой причине сварка встык металла часто применяется при изготовлении автомобилей, самолетов, нефтепроводов.










Назначение и область применения
Устанавливать фланцевые соединения можно на трубопроводы диаметром больше 32 мм. Таким способом монтируются разветвленные системы на промышленных и химических предприятиях, в газовой и нефтедобывающей отрасли, распределительные сети ЖКХ. Для прокладки внутридомовых трубопроводов соединение этого вида применяют редко.
Фланцевые стыки нужны для того, чтобы:
- соединять трубы между собой или с оборудованием из разнородных материалов;
- устанавливать запорную и регулирующую арматуру;
- проводить очистку трубопроводов;
- врезать измерительные приборы;
- отсекать участок трубы для ремонта.
В азотной среде
Нужна для соединения медных заготовок или деталей из нержавейки. Такая специфика наблюдается потому, что этот газ не вступает в реакцию с данными сплавами. Ещё для сварки необходимы графитовые или угольные контакты. Вольфрамовые вызывают их перерасход, что делает манипуляцию очень неудобной.
Что касается настройки оборудования, то оно варьируется в зависимости от сложности. Чаще они выглядят так: напряжение тока 150-500 А, дуга 22-30 В, расход газа до 10 л в минуту. Внешний вид агрегатов не имеет отличительных черт, за исключением специального прихвата для угольного электрода.
Сварка в азотной среде
GardenWeb
Категория: Сварочные работы
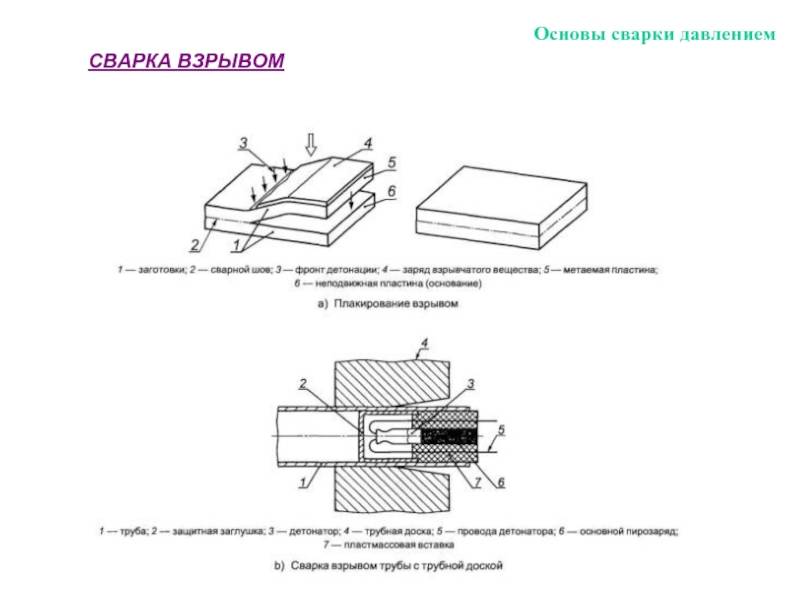
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (рис. 1, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце, как показано на рис. 1, б.
Рис. 1. Виды приварки фланцев к трубам: а — при давлении в трубопроводе до 10 кгс/см2, б — при давлении в трубопроводе 16 и 25 кгс/см
Высота шва принимается от 5 до 10 мм, в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
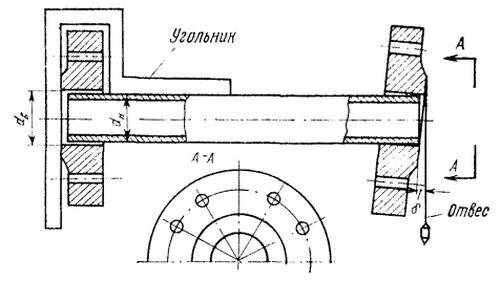
Приваривать фланцы к патрубкам рекомендуется в приспособлении (рис. 2), предложенном инж. С. Н. Лисициным и А. Д. Бон-даренко. Приспособление состоит из нижнего неподвижного фланца 1 и верхнего 2, поворачивающегося на шарикоподшипнике.
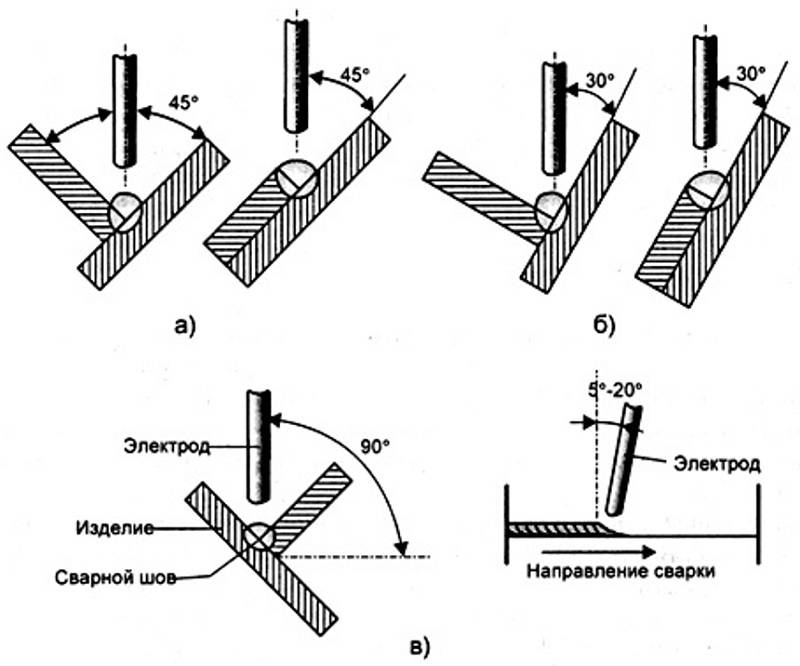
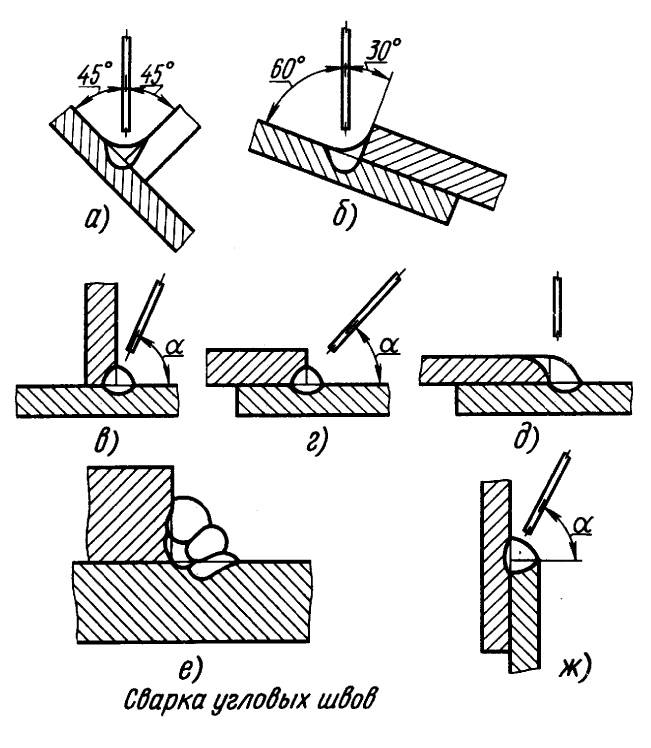
Патрубок с прихваченным фланцем устанавливают на приспособлении, и сварщик начинает сварку. При образовании кратера он плотно опирает электрод чехольчиком обмазки в стык свариваемых деталей, держа электрод с наклоном 40—45° к горизонтальной плоскости и плавно поворачивая верхний фланец левой рукой по мере плавления электрода. Электрод остается неподвижным, а шов обрадуется при поворачивании свариваемых деталей. Сварка производится непрерывно, без обрыва дуги. Таким же способом сваривают внутренний шов.
Рис. 2. Приспособление для приварки фланцев: а — приварка наружного шва, б — приварка внутреннего шва; 1 — патрубок С нижним неподвижным фланцем, 2 — верхний вращающийся на шарикоподшипнике фланец
Сварочные работы — Приварка фланцев
gardenweb.ru
Безопасность сварщика
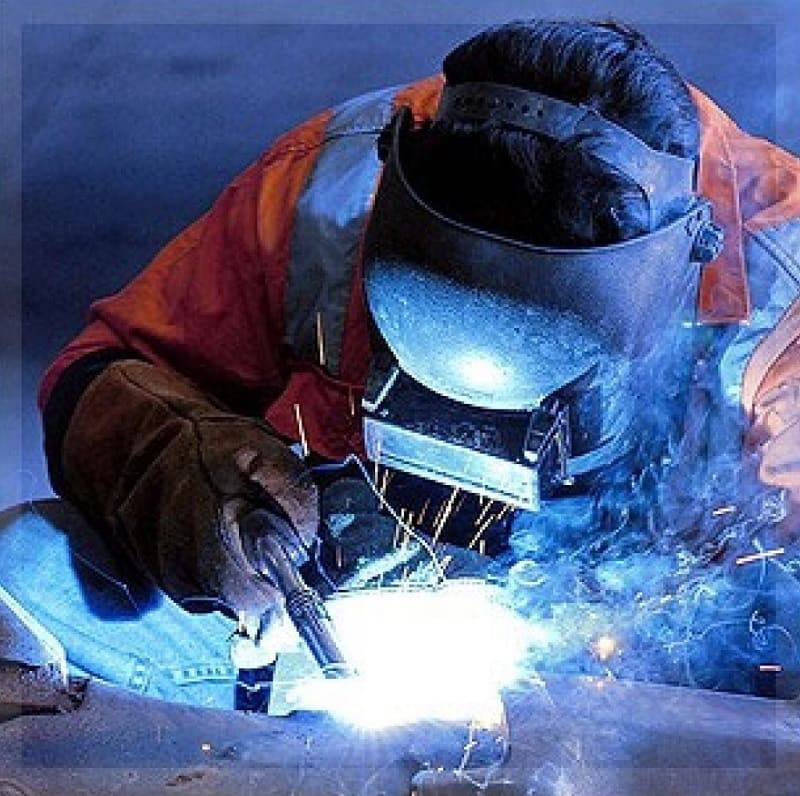
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать – важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.







Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Сварка фланцев
#2 Maler
Уважаемый Evgen ,я конечно делетант в сварке,но мягко выражаясь в котельной меня надрюкали )))(после пары случаев когда шов между фланцем и трубой сифонил, был случай когда просто лопнул шов)) ),завтра вечером выложу фото того как теперь свариваю их.
подобрав ток,стараюсь держать угол 45 градусов,если же труба тонкостенная,то основной метал шва забираю с фланца,электрод веду на себя. в общем завтра скину фото,прокритекуете)
#9 Maler
я тут на работе решил изготовить приспособу,для быстрой и удобной сварки фланцев,подскажите стоит или нет?
суть такова:берем болванку(из которой высверливают фланцы),делаем на ней отверстия под болты ,так что бы можно было крепить фланцы от самого маленького диаметра до довольно большого. на нижнюю часть привариваем небольшую катушку.далее вот думаю как лучше сделать. может эту катушку вварить во внутреннее отверстие подшипника, а внешнюю часть закрепить на какой нибудь платформе верстака. чтоб наша фланцевая болванка свободно вращалась по оси. очень облегчает сварку без отрыва электрода)))хотя может мужики и правы говоря что «лень- двигатель прогресса» ))
источник
Как приварить фланец к трубе ровно
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы. Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.

Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска
При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны
Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
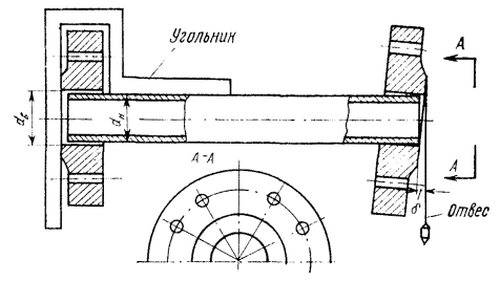
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Допустимое отклонение диска — 2% от наружного диаметра
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.







Изолирующие фланцевые соединения на газопроводе
Центральный склад-магазин и монтажный участок
пос. Кряж, ул. Спутника/ул. Курганская (846) 340-03-41, 330-37-01, 246-53-78
ООО”Стройкомплект” является сертифицированным производителем ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение). Сертификат соответствия № С-RU.АE56.В.00987 TP 0681219 выдан органом по сертификации. Срок действия с 06.06.2011 по 05.06.2016. .
Возможен спецзаказ на изготовление комплектующих и ИФС(изолирующее фланцевое соединение, изолирующее соединение газопроводов) с Ду до 300.
ИФС(изолирующее фланцевое соединение), изолирующее соединение газопроводов) представляет собой прочноплотное соединение двух участков трубопровода, которое посредством электроизолирующей прокладки и втулок препятствует прохождению электрического тока вдоль трубопровода. ИФС(изолирующее фланцевое соединение, изолирующее соединение газопроводов) состоит из трех фланцев. В качестве уплотнителя-изолятора между ними применена прокладка паронитовая ПОН-Б. Соединение фланцев обеспечивается шпильками, которые изолируются от фланца фторопластовыми втулками. Для подключения электроизмерительных приборов в конструкции ИФС(изолирующее фланцевое соединение, изолирующее соединение газопроводов) предусмотрены три винта.
Teхнические характеристики:
Условное давление среды (Ру) 10, 16, 25 кгс/см2 Температура среды: от -30 до 250 °С Сопротивление при напряжении 1кВ, не менее 5 МОм
Соответствует ГОСТ 12816-80 Сертификат № РОСС RU.АЮ96.В03259 от 12.04.05 Лицензия № АЮ96.В00415 от 07.05.01
Рис.1 Изолирующее фланцевое соединение
Teхническое описание:
ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) представляет собой прочноплотное соединение двух участков трубопровода, которое посредством электроизолирующей прокладки и втулок препятствует прохождению электрического тока вдоль трубопровода. Конструкция ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) показана на рис1. ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) состоит из трех фланцев (поз. 1 и 3). В качестве уплотнителя между ними применена прокладка паронитовая ПОН-Б (поз.5). Соединение фланцев (поз. 1 и 3) обеспечено шпилькой (поз. 4), которая изолируется от фланца (поз. 1) втулкой фторопластовой (поз.2). Для подключения электроизмерительных приборов в конструкции ИФС(изолирующее соединение газопроводов, изолирующее фланцевое соединение) предусмотрены три винта (поз.6).
Приварка фланцев к стальным трубопроводам
Фланцы широко применяются для надежного и герметичного соединения труб, валов, различных вращающихся деталей и компонентов аппаратов и машин. Самым распространенным способом установки фланца на трубу является приварной.
Типы фланцев
В соответствии с требованиями американской системы стандартов ANSI/ASME разделяют такие основные типы фланцев:
- с шейкой для приварки Welding Neck;
- сквозные Slip-on;
- нарезные или резьбовые Threaded flanges;
- приварные внахлест (свободновращающиеся) Lap Joint;
- приварные с впадиной под сварку Socket-welding;
- фланцевые заглушки Blind flanges.
Способы приварки фланцев
Существует всего два способа сварки фланца.
- Приварка встык. При этом способе диск сваривается с трубой по всему периметру после состыковки.
- Приварка надетого на трубу приварного диска. В таком случае сварка производится по наружной и внутренней поверхности кольца.
Оба способа приварки фланца являются довольно сложными. В процессе сварки используются все типы сварочных швов: горизонтальные, вертикальные и потолочные. Сварочные работы с участием фланцевых соединений требуют высокой квалификации сварщика.
Особенности процесса сборки фланцевого соединения
Фланцевое соединение является слабым и уязвимым местом в трубопроводе.
Перекосы плоскостей при установке колец могут привести к образованию дефектов, нарушению герметичности узла и, в конечном счете, создать аварийную ситуацию на магистрали.
Поэтому, при сборке фланцевых соединений важно обеспечить:
- перпендикулярность кольца к основной трубе;
- совпадение осей болтовых отверстий относительно оси симметрии.
Перпендикулярность сборки фланцевых соединений контролируют при помощи специального контрольного угольника и щупа. Отсутствие смещения осей отверстий выявляется уровнем и отвесом. Допустимое отклонение от перпендикулярности кольца по отношению к трубе не должно превышать 0,2 мм на 100 мм диаметра трубы. Смещение оси отверстий фланцев относительно оси симметрии основной трубы должно быть менее 1 мм при диаметре болтовых отверстий 18-25 мм и не более 2 мм при диаметре до 41 мм.



Советы по выбору оборудования
До покупки аппарата нужно определить:
какие работы требуется выполнять – для бытовых нужд достаточно приобрести небольшой инвертор, выдающий на выходе ток 190-200 ампер. Этого хватит для сварки листового металла, уголков, арматуры на даче или в гараже. Такие аппараты не требуют сети 380 вольт, удовлетворительно переносят просадки напряжения, их вес и габариты позволяют работать на высоте;
толщины свариваемых деталей – чтобы соединять толстые заготовки, требуется профессиональное оборудование. На выходе потребуется большой ток – более 200-250 ампер
Особенно это важно для длительных операций: наплавок, создания габаритных конструкций
Но мощные аппараты вынудят оборудовать участок промышленным электрощитом с напряжением 380 В;
требуется ли универсальный аппарат – если впоследствии нужно будет использовать аргонодуговую или полуавтоматическую сварку, то есть смысл обратить внимание на комбинированные инверторы: такие, которые позволяют подключать соответствующие горелки и газовое оборудование. Они стоят дороже, но позволят окупить себя благодаря выполнению множества вида работ
При покупке нужно обратить внимание на дополнительные функции:
- Форсаж дуги – при скачках напряжения электроника самостоятельно увеличивает величину тока, уменьшая вероятность залипания электрода.
- Защита от перегрева – внутри корпуса установлен датчик, отключающий аппарат при приближении температуры к критической. Благодаря этому предотвращается повреждение электронных элементов.
- Горячий старт – облегчает зажигание электрода. В момент прикосновения к детали сварочный ток на короткое время увеличивается выше установленного значения, а затем уменьшается до нормального.
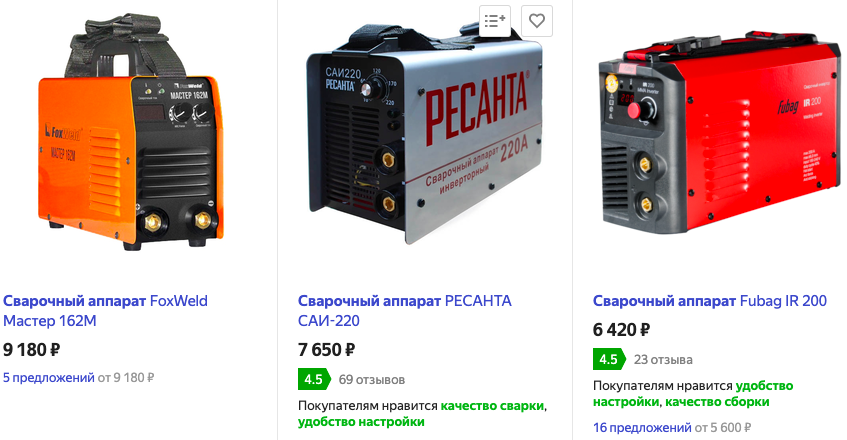 Примерная стоимость аппаратов для дуговой сварки на Яндекс.маркет
Примерная стоимость аппаратов для дуговой сварки на Яндекс.маркет
В комбинированных аппаратах число настроек может быть большим, но они касаются других режимов. В них имеется переключатель:
- MMA – обозначение ручной дуговой сварки (РДС);
- MIG – режим полуавтомата (ПА);
- TIG – аргонодуговая сварка (АДС).
В режиме РДС переключатели, касающиеся иных способов (ПА, АДС), работать не будут.
Получение качественных швов с применением РДС возможно при соблюдении технологий сварки. Нужно правильно подготовить детали: разделать кромки, подобрать тип и диаметр электродов, установить величину тока. Один из признаков хорошего шва – быстро отслаивающаяся шлаковая корка. В некоторых случаях она сама отделяется от поверхности после остывания. Сам шов должен быть чистым: без свищей, пор и подрезов.
Заключение
Производители фланцев приварных изготавливают соединительные детали трубопроводов из сталей с хорошей свариваемостью.
Следует отметить, что в соответствии с нормативными документами (см. список литературы) все кольцевые сварочные соединения труб и фланцев приварных, выполненные дуговыми методами сварки, подлежат полному неразрушающему радиографическому контролю.
Список литературы
- ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения… – ИПК, Минск : Изд-во стандартов, 1997.
- РД 558-97. Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах… – М. : ВНИИГАЗ, 1997. – 192 c.
- СНиП III-42-80*. Магистральные трубопроводы.. – М. : Минстрой России – ГУП ЦПП, 1997. – 75 c.
- ВСН 006-89. Строительство магистральных и промысловых трубопроводов. Сварка.. – М. : ВНИИСТ, 1990.
- ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 1.. – М. : ВНИИСТ, 1989.
- СП 105-34-96. Свод правил по производству сварочных работ и контролю качества сварных соединений.. – М., 1996.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.





