

Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
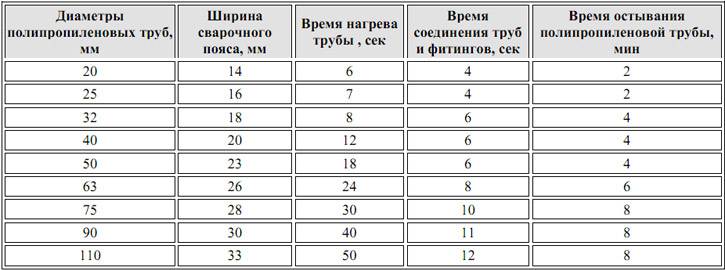
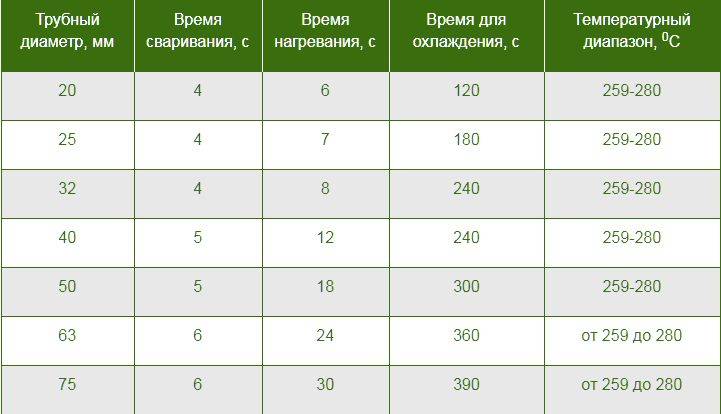
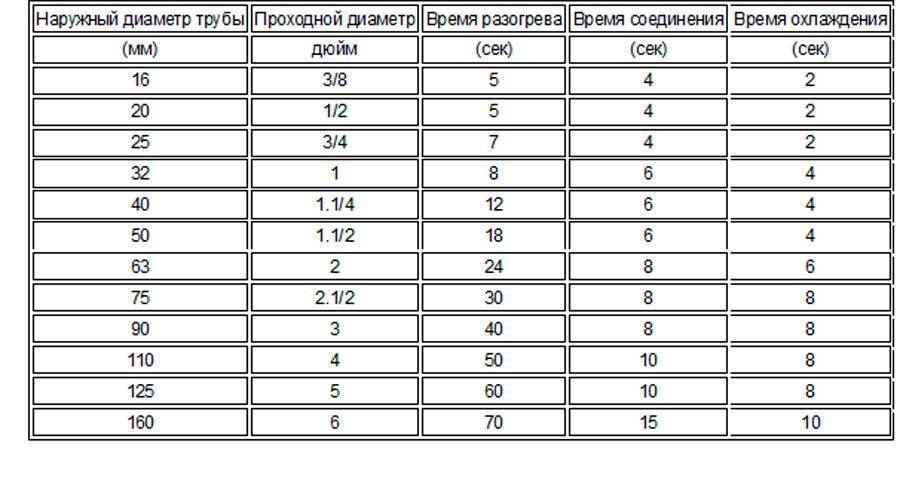
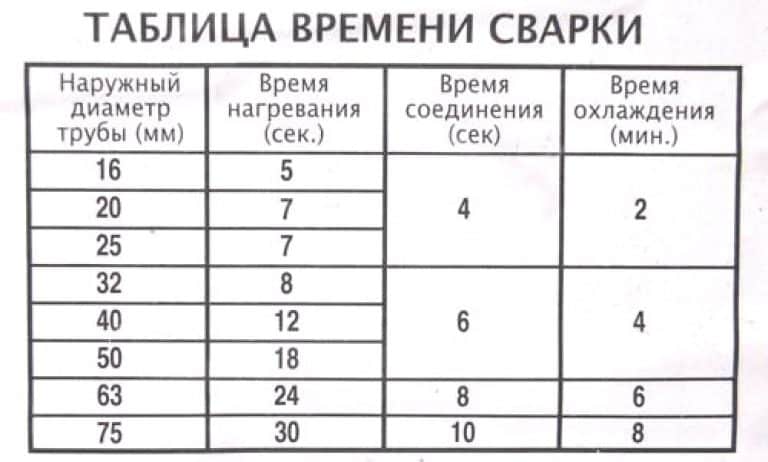
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
| 4 | 6 | 120 | 259-280 | |
| 25 | 4 | 7 | 180 | 259-280 |
| 4 | 8 | 240 | 259-280 | |
| 40 | 5 | 12 | 240 | 259-280 |
| 5 | 18 | 300 | 259-280 | |
| 63 | 6 | 24 | 360 | от 259 до 280 |
| 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Как избежать ошибок при пайке полипропиленовых труб своими руками
Специализированные устройства обычно обеспечивают хороший результат, но как быть в случае, когда приходится паять тем, что есть под руками? Вот несколько советов от опытных специалистов:
Важно верно выбрать подходящую оснастку. Например, им может стать обычный ручной терморезак, оснащённый датчиком температуры
Подойдут и модели с электромеханическим приводом. Для простых случаев можно использовать даже обычный утюг с терморегулятором.
Держать трубы нужно зажимами. Их следует иметь в достаточной номенклатуре, поскольку диаметры труб, нуждающихся в пайке, ежедневно могут изменяться. Прижимная лапка должна выполнять две технологические функции. Во-первых, это достижение температурного эффекта при плавлении полипропилена, а во-вторых, четкое расположение кромок труб для получения необходимого габарита соединения.
Операция спайки ПП-труб очень деликатна. В расплавленном состоянии пластик очень чувствительный, поэтому посторонние частицы могут легко проникнуть в его структуру и нежелательным образом повлиять на прочностные свойства трубопровода. Поэтому заготовки и режущий станок должны быть тщательно очищены, вымыты и высушены.
Как паять полипропилен в труднодоступных местах или на улице? Часто для этих целей предусматривают специальных крючки, неплохо иметь и светодиодный фонарь. Крючок позволит подвесить устройство, если до него трудно добраться, а фонарик обеспечит хорошую видимость зоны пайки.
Нажим на части трубопровода, которые находятся в зоне стыка, не должен быть чрезмерным. Мягкий размягчённый пластик должен смешиваться, образуя единую конструкционную массу в точке соединения.
Особенности сортимента полипропиленовых труб
Полипропилен – это разновидность пластмассы, получаемая путем крекинга нефтепродуктов и газов нефти. Ее основа – газ пропилен. Под высоким давлением с присутствием катализатора проводится реакция полимеризация, в результате которой и получается полипропилен. Из него впоследствии производят трубы. Для водопроводов выпускается две разновидности таких изделий: одно и многослойные.







Первый вариант предназначен в основном для различных типов трубопроводов, по которым транспортируется холодная вода. Многослойные или армированные детали используются для обустройства магистралей с горячей водой, применяются они и для монтажа отопительных систем. Их главное отличие – наличие нескольких слоев полипропилена, между которыми проложен усиливающий материал.
Это может быть алюминиевая фольга, полиэтилен или стекловолокно. Детали различаются толщиной армирующего слоя и основы.
В изготовлении полипропиленовых труб используется такая маркировка материала, применяемого при изготовлении:
- РР-Н. Изделия для холодной воды, могут использоваться для вентиляционных систем.
- РР-В. Материал для выпуска продукции с высокой ударной стойкостью. Предназначены для обустройства холодного водоснабжения и подогрева полов.
- PP-R. Изготовленные из него трубы могут использоваться для обустройства водопровода любого типа.
- PPs. Применяется в производстве трудновоспламеняемых изделий, предназначеных для трубопроводов, по которым транспортируются опасные вещества.
Классификация материалов, использованных в изготовлении трубопроводной продукции из термопластов для сооружения коммуникаций, приведена в ГОСТ за номером 52134-2003.
Однослойные полипропиленовые трубы применяются в основном для транспортировки холодной воды
Маркировка готовых изделий иная. Для полипропиленовых труб используется следующее номенклатурные обозначения:
- PN10. Продукция, выпускаемая для транспортировки холодной воды с рабочей tº не более +20º С.
- PN16. Универсальные изделия, которые можно использовать для сооружения водопроводов с холодной и горячей водой. Однако температура жидкости не должна превышать +60º С. Выпускается редко, к тому же ограниченными партиями.
- PN20. Трубы, обеспечивающие нормальную транспортировку жидкости tº +80ºС. По аналогии с предыдущим видом относится к числу универсальных.
- PN25. Устойчивые к высокому давлению детали, могут использоваться как для водопроводов, так и для отопления. Трубы армированы алюминиевой фольгой, могут использоваться в транспортировке воды температурой до +95ºС.
Согласно маркировке труб определяется давление, которому трубы ПП могут сопротивляться при перемещении по ним воды. Например, трубы PN 10 нормально работают при 1 мПа, PN 20 при 2 мПа, PN 25 при 2,5 мПа.
Полипропилен чувствителен к ультрафиолету, поэтому выпускаются трубы разного цвета. Наибольшую устойчивость к уф-излучению имеют черные детали. Производство полипропиленовых труб стандартизировано, поэтому выпускаются они в определенных размерах.
Многослойные армированные трубы могут выдерживать более высокие температуры и давление. Армирующий слой может быть из алюминия, как на рисунке, или стекловолокна
Первое, на что нужно обращать внимание, это внутренний и наружный диаметры. Обозначены они могут быть как в дюймах, так и в привычных миллиметрах
Значения диаметров определяют подбор размеров арматуры, которая будет использоваться для соединений деталей трубопровода.
Внешний диаметр изделий варьируется в пределах от 16 до 500 мм. Длина труб может быть от 2 до 5 м, что вполне достаточно для обустройства внутридомового водопровода. Тем более, что изделия легко поддаются обработке.
Диаметры труб ПП необходимо учитывать при подборе соединительных деталей для сборки трубопровода. Собирается он посредством наразъемных соединений с применением фитингов и тройников (+)
Необходимые инструменты
Перед началом работ важно подготовить все необходимы инструменты. Вот, что вам понадобится:
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб
Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще
Сварочный аппарат – представляет собой нагревательный элемент с насадками для разных диаметров труб. Некоторые модели имеют термостат для поддержания заданной температуры, работать с таки устройствами гораздо проще.
Если вы не планируете в дальнейшем использовать это устройство, то существует много сервисов, где сварочный аппарат можно арендовать на время ремонта. Поэтому покупать его не придется.
Ножницы. Можно резать трубу ножовкой, пилой или даже болгаркой, но качество полученной поверхности будет неудовлетворительным. Гораздо удобнее и практичнее приобрести специальные ножницы для этих целей.
Перчатки для защиты рук – выбирайте толстые, плохо проводящие тепло. Это защитит вас от ожога.
Шейвер. Приспособление убирает внешний алюминиевый слой при работе с армированными трубами. Инструмент может и не пригодиться, зависит от вида материала
Торцеватель. Устройство предназначено для удаления части внутреннего армирования. Это необходимо, чтобы избежать попадания воды между слоями трубы.
Средство для обезжиривания. Необходимо для очистки трубы от загрязнений и жира. Можно применять этиловый или изопропиловый спирт. Использовать ацетон не рекомендуется, он может размягчать поливинилхлорид.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.





Технология пайки
Часть 1. Подготовка изделий
Как видите, список оснащения достаточно скромный, потому приобрести все необходимое для выполнения работы своими руками не составит труда.
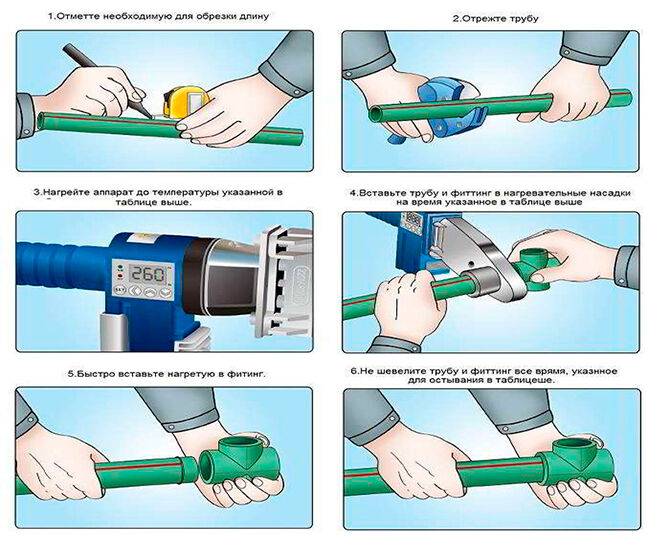
Теперь давайте уделим внимание процедуре подготовки труб к сварке:
Резка трубы специальным приспособлением
- Для начала подбираем трубу и фитинг соответствующего диаметра. Здесь можно «закрыть» глаза на незначительные погрешности в отклонении диаметров этих деталей: все равно нам еще предстоит провести сварку с расплавлением пластика.
- Трубу обрезаем с использованием пилы для полимерных материалов или специального трубореза. Настоятельно рекомендую второй вариант: линия отреза получается на порядок ровнее и чище, и не придётся тратить время на удаление заусенцев.
Зачистка свариваемого конца
- Если выполняется пайка армированных труб, то слой из алюминиевой фольги нужно обязательно удалить на всю долину свариваемого участка. Делать это можно и ножом, но опять же – куда проще использовать специальное приспособление.
- Наконец, внутреннюю поверхность фитинга и наружную поверхность участка трубы, предназначенного для пайки, обезжириваем любым растворителем (лишь бы он не разъедал пластик). После этого крайне нежелательно браться руками за очищенные участки.
Для обезжиривания отлично подойдет самая простая спиртовая салфетка
Часть 2. Нагрев
Итак, паяльник у нас есть, трубы готовы, и впереди ждет инструкция, следуя которой мы и будем работать:
- На паяльник устанавливаем пару насадок, диаметр которых соответствует диаметру трубы и фитинга. Для трубы используется насадка в виде удлиненного пустотелого цилиндра (гильза), для фитинга – стержневая (дрон).
Паяльник с установленными насадками
- Затем выставляем нужную температуру. Если модель используется только для полипропилена, то регулятора нагрева может не быть вообще – такие паяльники работают только в одном режиме. На универсальных устройствах, которые паяют и полипропилен, и полиэтилен, выставляется температура в 2600С (+/- 5 градусов).
- Теперь присоединяем свариваемые детали – фитинг надеваем на дрон, а трубу вставляем в гильзу. Для выполнения этой операции необходимо приложить усилие, поскольку обычно насадки делаются в виде обратного конуса с углом наклона стенки в 4 -6 градусов. За счет этого обеспечивается плотный прижим трубы к нагревающейся поверхности.
Слева — установленный фитинг, справа — труба в гильзе
Стоит заранее отметить размер будущего сварочного шва
Теперь начинаем нагрев деталей
Здесь очень важно правильно подобрать время нагрева: если оно будет недостаточным, то пластик не размягчится, и прочность соединения будет снижена. При перегреве возможна деформация трубной стенки, вплоть до образования сквозных отверстий, что тоже недопустимо – придётся обрезать трубу и менять фитинг.
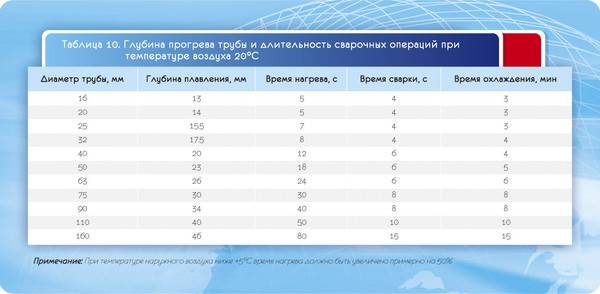
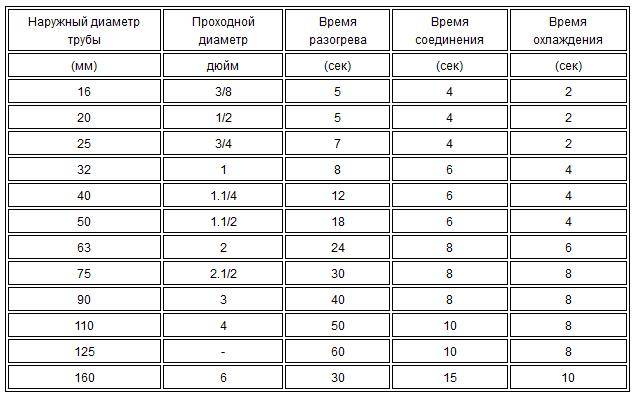
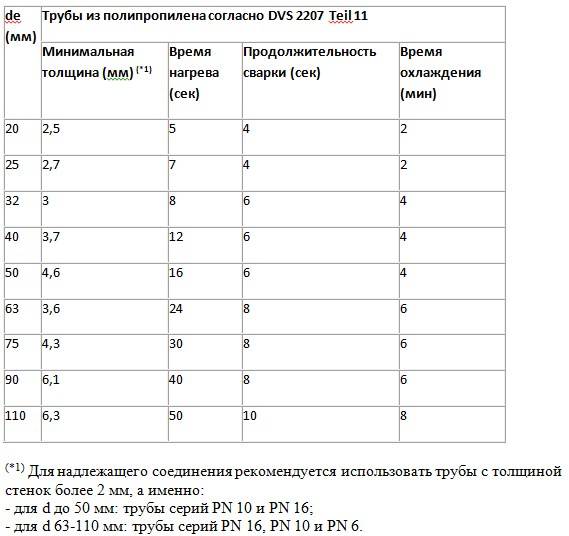
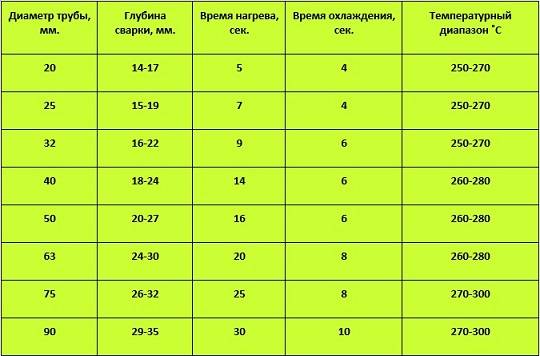
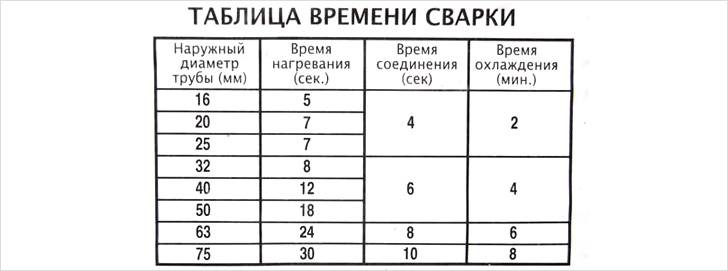
Таблица пайки полипропиленовых труб, которая подходит для абсолютного большинства паяльников
Удерживаем детали в течение выбранного времени
- Параметры нагрева, удержания и охлаждения подбираем по таблице, приведенной ниже. Со своей стороны отмечу, что тонкостенную трубу PN10 нужно греть в два раза меньше (фитинг греем строго по таблице).
- Также на 50% следует увеличить время нагрева, если монтаж ведется на улице или в неотапливаемом помещении пи температуре окружающего воздуха ниже +50С.
Часть 3. Формирование неразъемного соединения
По истечении выбранного времени детали снимаем с насадок (делать это нужно одновременно) и максимально быстро вставляем трубу в фитинг:
Стыковка деталей
- Если мы работаем с уже закрепленным трубопроводом, то стоит заранее предусмотреть, куда будет «смотреть» отвод или крестовина – все дело в том, что для обеспечения максимально надёжного соединения детали нужно стыковать без вращения. Так что допускаются только минимальные корректировки положения.
- После завершения соединения удерживаем детали без нагрузки до тех пор, пока пластик не остынет.
Сварное соединение с муфтой в разрезе. Четко видна монолитная структура стенки
- Время остывания у разных труб различается – его также можно узнать по таблице, приведенной в этом разделе.
https://youtube.com/watch?v=Jytd2grNuN0




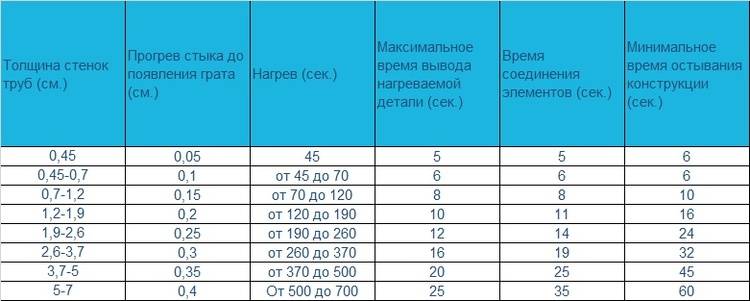
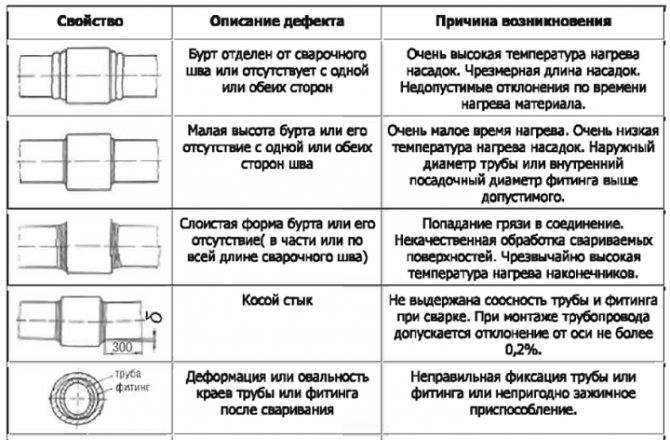
Ошибки при осуществлении сварки
Не проставляют отметку о глубине вхождения трубы. Когда заготовку вводят на недостающую глубину (зазор превышает больше, чем 1 мм), данный участок в трубопроводе становится самым слабым местом. Это объясняется тем, что создастся участок с большой величиной диаметра внутри при малой толщине стенок, а это сделает этот отрезок системы ненадежным.
Еще одной распространенной ошибкой является сильное передавливание элементов, что может привести к выдавливанию в трубное пространство расплавленного пластика, перекрывающего сечение трубы частями либо полностью. То же самое может произойти при перегреве элементов, когда было превышено время нахождения на агрегате.
Овладеть тонкостями данной процедуры может каждый заинтересованный. После чего можно будет смело построить водопровод самостоятельно.
Что необходимо для пайки
Прежде чем начинать работать, нужно подготовить материалы и инструменты. Трубы из пропилена для монтажа холодного снабжения водой подойдут стандартные толстостенные, которые держат температурный режим до 20ᵒС. Если снабжение будет горячим либо планируется устраивать сеть отопления, то надо взять трубы, армированные стекловолокном или фольгой из алюминия.
Для пайки труб применяется специальный паяльник
Фитинги крепления из полипропилена разной формы и назначения – с их помощью скрепляются отрезки трубопровода под разными углами, создавая разводку и магистральный поворот, совмещение изделий различных диаметров, присоединение оборудования учёта, заглушка выбранных участков. Паяльник для сварки пропиленовых элементов трубопровода с насадками нужен, чтобы сваривать различные диаметры.
Необходимо найти набор для пайки трубопровода из полипропилена, в который, кроме паяльника, могут входить:
- Рулетка;
- Ножницы или прочие комплектующие;
- Насадки;
- Уровень.
Если предстоит одноразовая работа по спайке полипропилена, то рациональнее взять в аренду аппарат с насадками, чем приобретать дорогостоящее оборудование. Спецножницы необходимы для обрезки. Ножницы не оставят на торцевой стороне заусенцев. Шейвер – это устройство для снятия слоя алюминия с армированных изделий. Без его снятия спаять не получится.
Типы полипропилена и его свойства
Промышленный полипропилен отечественного производства выпускается в соответствии с техническими требованиями ГОСТ 26996-86. Он классифицируется на материал низкого и высокого давления и обладает следующими физико-механическими свойствами:
- Плотность, г/см 3 – 880…910;
- Влагопоглощение, %, не более – 0,03;
- Предел прочности при растяжении, МПа – 130…250;
- Ударная вязкость, Нм, не менее – 0,4;
- Твёрдость по Роквеллу, HRB, не менее — 65;
- Предел термической стойкости, 0 С – 70…115.
Одновременно с высокой ударной вязкостью и надежностью сварки плавлением, полипропилен обладает хорошей стойкостью к истиранию, а также является хорошим теплоизоляционным и электрическим изолятором.
Химическая стойкость данного пластика превосходна: материал устойчив к водным растворам кислот (за исключением концентрированной азотной кислоты), щелочей и солей, а также к большинству органических растворителей. Относясь к группе термопластов, он может использоваться при температурах до 55….60 ° С в условиях постоянного давления и при температурах до 80…110 ° С в условиях гравитационного потока
Для промышленных применений важно также то, что полипропилен является самым легким из всех марок термопластмасс

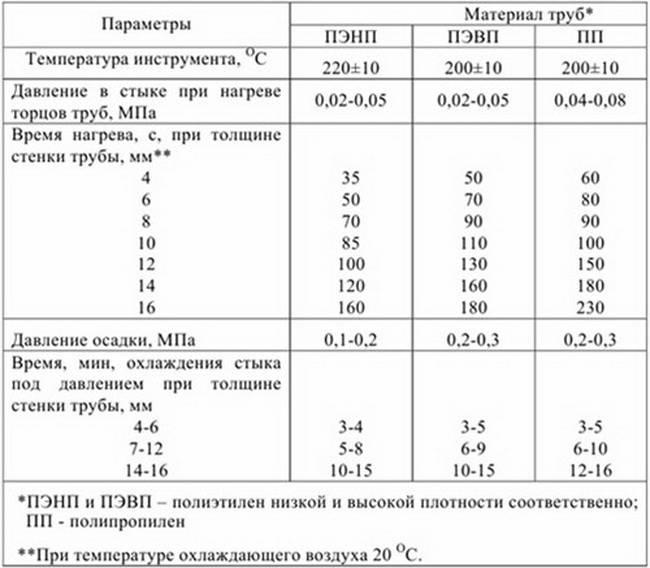
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
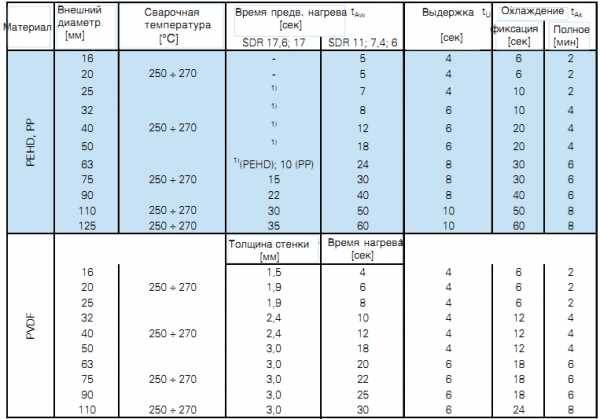
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Как долго нужно греть паяльником полипропиленовую трубу? Какое время сварки ПП труб?
Для начало надо бы вникнуть в сам процесс пайки полипропиленновых труб, и в частности в параметры температуры при которых плавится полипропилен. Плавится полипропиленовые трубы, равно как и соединительные элементы из ПП (далее ПолиПропилен) начинают при температуре не менее +260 градусов по Цельсию.



Перед начало работ требуется оснастить паяльник для полипропилена (сварочный аппарат) насадками для соответствующего диаметра соединяемых элементов. Эти насадки представляют из себя «дорн» (втулку для нагрева внутренней поверхности) и «гильзу» (для нагрева наружной поверхности)
Затянув дорн и гильзу на нагреваемой шине утюга, включаем его на температру не менее 260 градусов (некоторые аппараты имеют градацию устанавливаемой температуры 200 — 240 — 280 градусов, минуя отметку 260. В этом случае ставим на отметку между 240 и 280. Дело в том, что термореле отключит нагрев при температуре шины 260 градусов, в то время как инерционный нагрев «догонит» температуру паяльной пары, спустя несколько минут уже до 270-280 градусов.
Большинство современный паяльников имеют звуковой/световой сигнал готовности к работе. Это означает что паяльная пара (дорн/гильзы) достигла заданны заданной температуры готовой к работе.
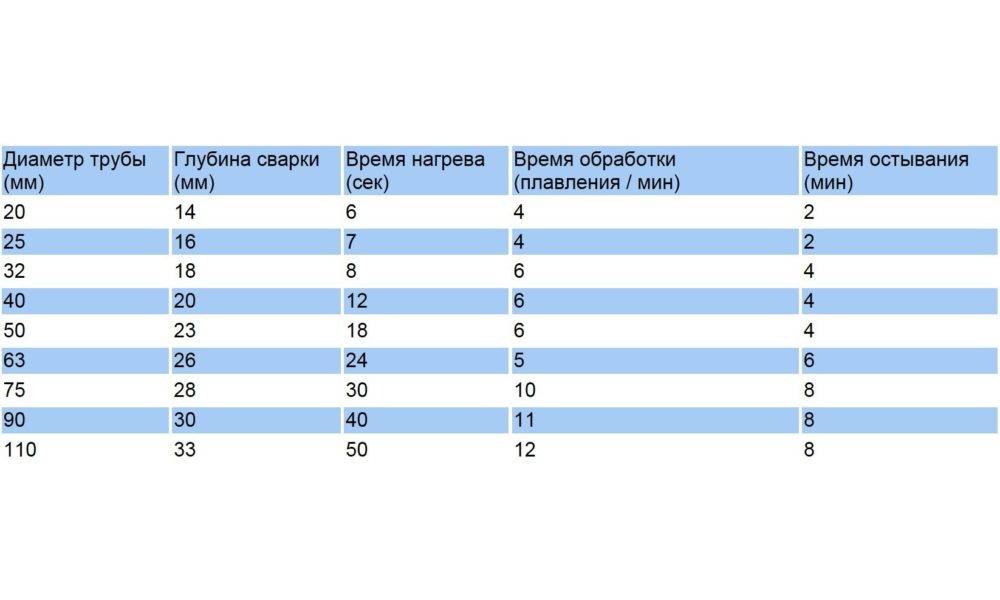
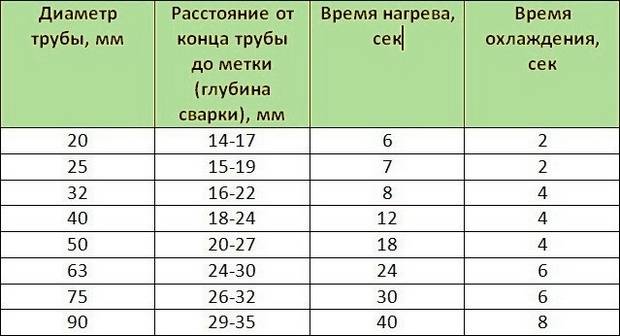
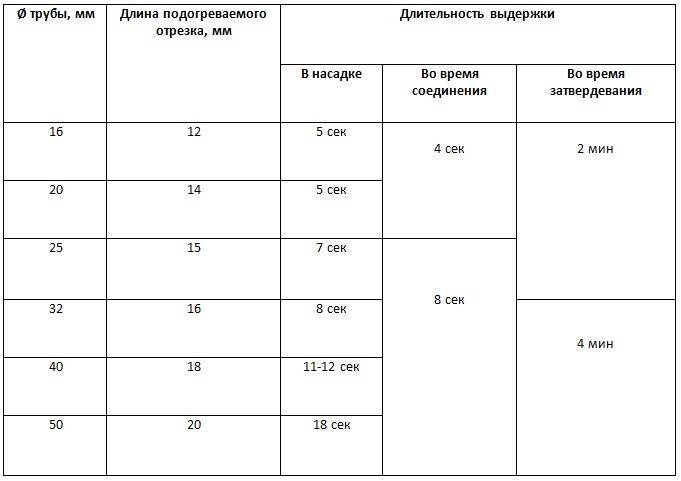
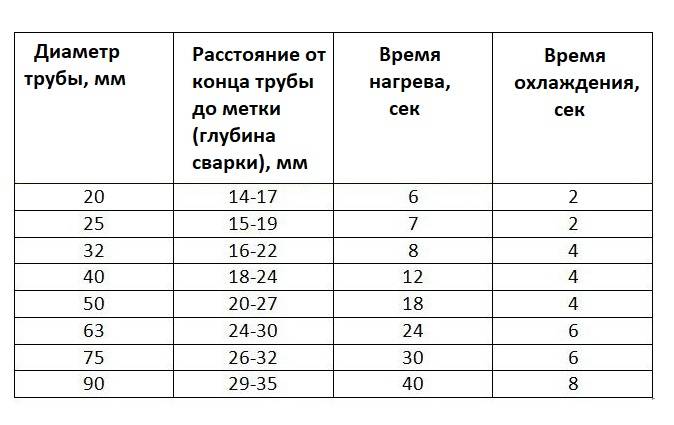
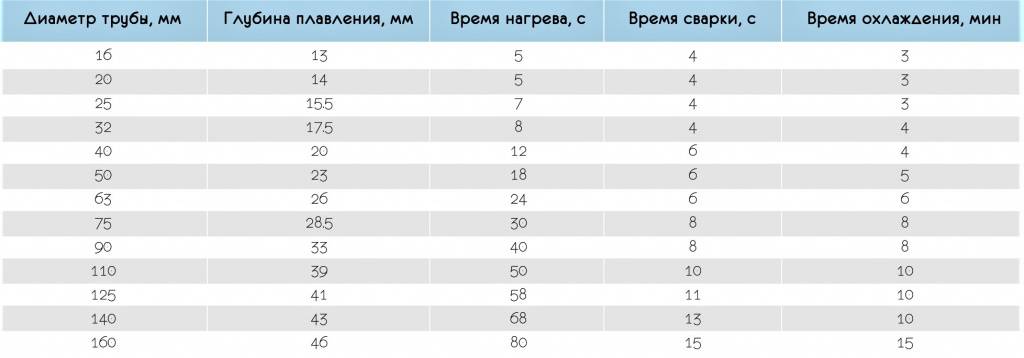
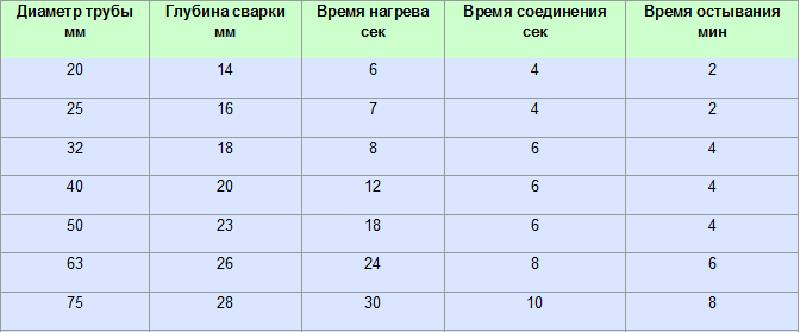
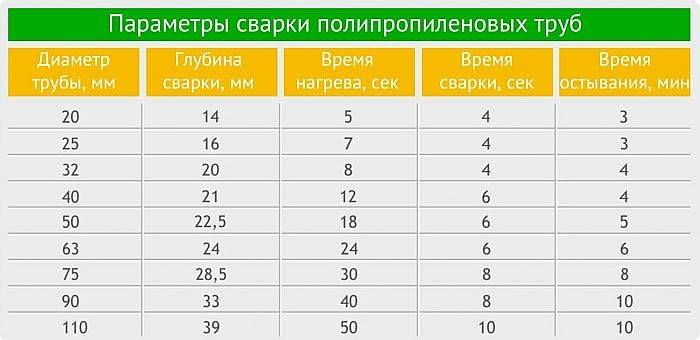
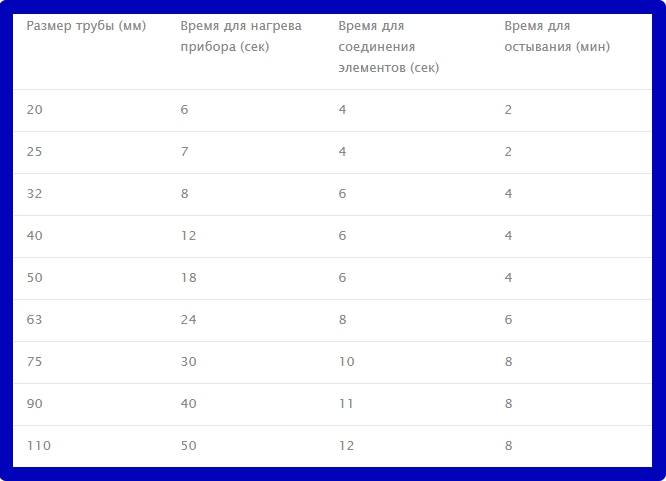
Теперь определяемся со временем нагрева в зависимости от диаметра трубы. Есть вот такая таблица, выведенная опытным путем, и не противоречащая рекомендациям производителей полипроплиновых труб и комплектующим, в которой приведено ориентировочное время нагрева труб разного диаметра при «эталонной» температуре окружающей среды (комнатной температуре) — 20-24 градуса по Цельсию.
Полипропиленовую трубу, после полной насадки на сварочную головку (дорн или гильзу не важно), греем в зависимости от размера, следующее время —
- полипропиленовую труба на 16 миллиметров следует греть 5 секунд;
- полипропиленовую труба на 20 миллиметров следует греть 6 секунд;
- полипропиленовую труба на 25 миллиметров следует греть 7 секунд;
- полипропиленовую труба на 32 миллиметров следует греть 8 секунд;
- полипропиленовую труба на 40 миллиметров следует греть 12 секунд;
- полипропиленовую труба на 50 миллиметров следует греть 20 секунд;
- полипропиленовую труба на 63 миллиметров следует греть 30 секунд;
- полипропиленовую труба на 75 миллиметров следует греть 30 секунд;
Но это еще не все. При сварке полипропиленовых труб, есть такое понятие как «время сварки» Время сварки это тот период в течении которого нужно обязательно удерживать в неподвижном положении соединяемые элементы, и при этом не менять их положение относительно друг друга.
Время гарантированной сварки ПП-элементов опять же напрямую зависит от их диаметра, и ориентированно на следующее величины в секундах —
- для полипропиленовой трубы на 16 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 20 миллиметров врем сварки составляет 6 секунд;
- для полипропиленовой трубы на 25 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 32 миллиметров врем сварки составляет 10 секунд;
- для полипропиленовой трубы на 40 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 50 миллиметров врем сварки составляет 20 секунд;
- для полипропиленовой трубы на 63 миллиметров врем сварки составляет 30 секунд;
- для полипропиленовой трубы на 75 миллиметров врем сварки составляет 30 секунд;
Теперь, для того что бы соединение не имело возможности деформироваться, или изменить ориентирование, и его ресурс был долгим, следует воздержаться от механического воздействия на спаиваемый узел (изгиба, вытягивания) Время выдержки после пайки называется «временем охлаждения» и должно быть не меньше —
- для труб диаметром от 16 до 25 мм. не менее 2 минут;
- для труб диаметром от 32 до 50 мм. не менее 4 минут;
- для труб диаметром 63 и 75 мм. не менее 6 минут.
Разумеется, после приобретения опыта сварных работ на полипропилене, вы научитесь опытным путем определять степень нагрева соединяемых элементов из полипропилена, и рука будет понимать как она чувствует степень нагрева трубы даже через рукоятку утюга. И что такое «буртик/валик» слоя пропилена, получающийся при правильной пайке на стыке соединяемых элементов, вот он —
Однако для домашнего мастера делающего первые шаги в этом деле, вышеприведенные данные будут очень полезны.
Формула расчета диаметров труб
Изделия классифицируются по проходимости. Диаметр внутри определяет то, сколько воды труба может пропустить за определенный период. Диаметр наружный для высчитывания проходимости не имеет значения, но им и толщиной стен определяется надежность и способность сдерживать давление жидкости. Для грубого расчёта требуемого диаметра внутри разработана несложная формула: Qобщ = ПИ х V.
В некоторых случаях сначала лучше выполнить пайку труб, а потом уже принести их туда, где они будут установлены
В ней:
- Qобщ – сумма пикового расходования воды;
- Число ПИ – 3,14;
- V – скорость передвижения жидкости по трубопроводу.
Значение V берётся для большого, толстого элемента в полтора-два метра в секунду, для тонкого — 0,7-1,2. Разница в том, что меньший параметр соответствует большему соотношению поверхности/просвета. В тонкой трубе большая часть транспортируемой жидкости будет притормаживаться о стенки. Трубы из пластика диаметром 10-25 мм выбираются по малому значению скорости, диаметром 32 мм и больше – по большему значению V.
Относительно водопроводной системы это значит минимум потери на трение жидкости о стены трубопровода. Точный расчёт соотношения диаметра и проходимости имеют значение тогда, когда создается проект всей системы снабжения водой многоэтажки. Если применить диаметр меньше требуемого, то вечером, в час-пик, верхние этажи будут сидеть без воды. Понятное дело, всегда хочется подстраховаться и взять трубу пошире, больше расчётного диаметра. Однако не надо забывать про экономию: чем больше диаметр, тем больше и цена. Стоимость готового проекта всегда рассчитывается индивидуально.
Спайка труб из пластика — процесс не особо сложный, но, если нет навыков работы с паяльником, лучше обратиться к мастерам.
Как сваривать трубы вручную?
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90о, с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
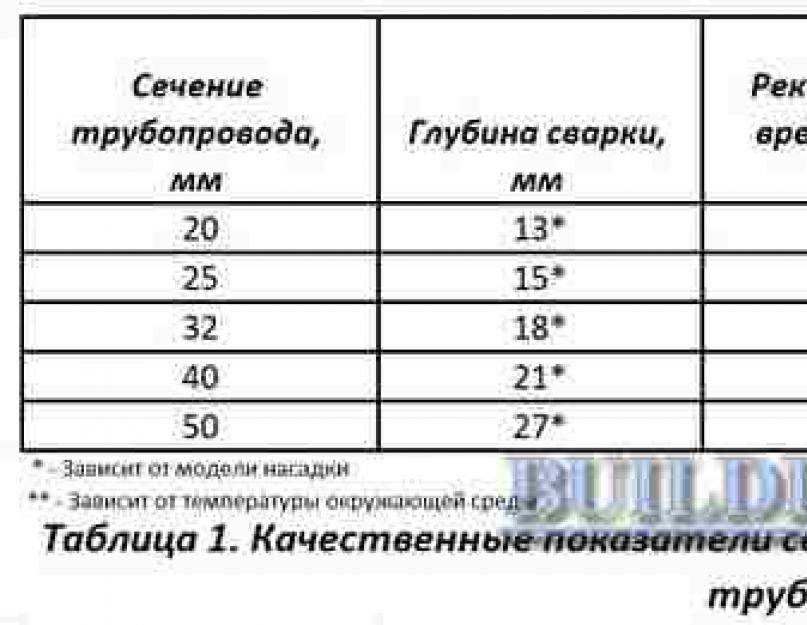
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.
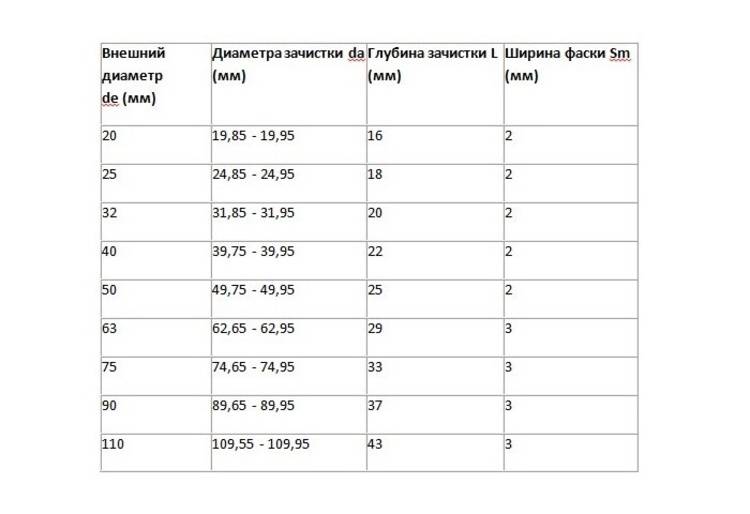
Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.





Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей. По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
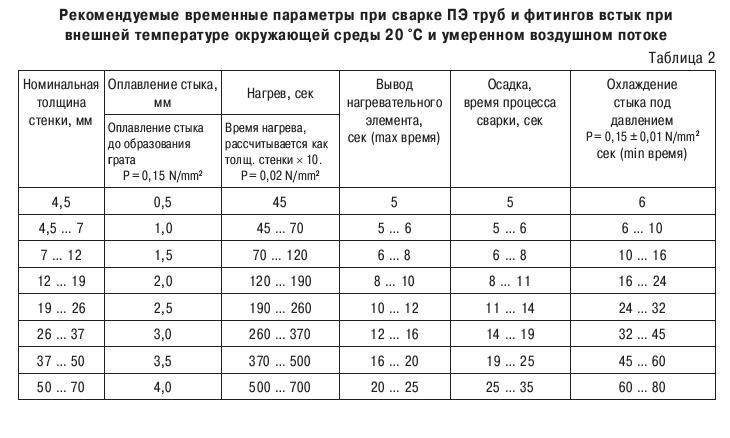
Для различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
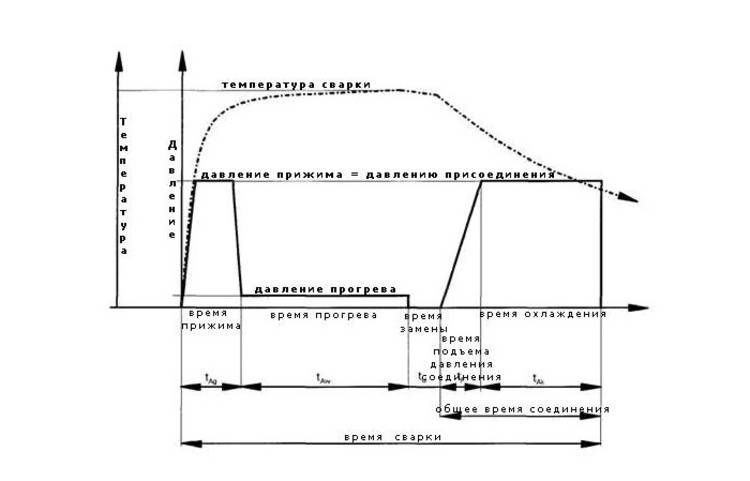
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.
Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.





