

Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов. В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Как правильно паять медные трубы
Специалисты подчеркивают, что технология пайки медных труб легка в реализации, однако все же стоит правильно подготовиться, а также заблаговременно изучить нужные инструменты, разновидности медных изделий, способы паяния деталей и особенности проведения сварки.
В основном все инструменты, каждый мастер сможет найти у себя дома, в крайнем случае, приобрести в ближайшем магазине сантехнического оборудования:
медные трубы – в продаже есть разных диаметров и с разными толщинами стенок; фитинги – соединительные элементы; припой – выбирается в зависимости от выбранного способа сварки, бывает из олова для мягкого припоя или более твердые сплавы (BCuP и BAg) для твердых припоев; флюс – улучшает капиллярные свойства металлов; горелка – при выборе горелки основным, на что обращают внимание, является не цена, а наличие пьезоподжига, которое облегчит использование инструмента; щетка со стальной щетиной и шкурка – удаляет зазубрины на поверхностях; жаропрочные прокладки
Виды труб и особенности использования
Сварка медной трубы во многом зависит от способа производства изделия:
- Отожжённые – после того как аппарат сформировал полую форму будущего изделия, ее помещают в специальную камеру и подвергают дополнительному прокаливанию под температурой свыше 700 градусов. Благодаря этому изделие начинает обладать дополнительной функцией гибкости, что позволяет использовать такие трубы практически без дополнительных соединительных приспособлений. Однако этот вид конструкций становится менее прочным от дополнительной обработки. Отожжённые трубы продаются в бухтах от 25 до 50 метров.
- Неотоженные – не подвергаются дополнительному нагреванию, поэтому совершенно не гнуться, зато конструкции из этих арматур обладают хорошей прочностью. Продажа производится отрезками по 3 метра.
Также для сварки систем отопления могут использоваться оребренные трубы, которые делятся:
- Монометаллические – особенность их производства в том, что они в процессе литья обрели ребра. Такой вид надежен и долговечен, в особенности для теплообмена и герметичности.
- Биметаллические – сплав таких труб получается отдельной выплавкой медной трубы и ребер, далее соединение проводится путем дополнительного накатывания алюминиевой или медной пластины с выдавливанием или накручиванием ребер.
Типы и способы соединения
Сварка медных труб проводится двумя способами:
- Под опрессовку – в соединительных элементах сразу встроена резиновая прокладка, а для использования фитингов потребуются специальные клещи. Способ реализуется редко, так как считается менее надежными.
- Капиллярный — реализуется для сварки с использованием мягкого или твердого припоя. Сварочное соединение при таком способе прочное и долговечное.
Капиллярная пайка производится двумя методами:
- Низкотемпературный – происходит с использованием припоя, плавление которого происходит при температуре ниже 450 градусов, чаще к таким припоям относят олово или свинец. Основной недостаток – способ менее прочный, чем высокотемпературный, а главное преимущество – мягкий способ пайки безопасен как для мастера, так и для трубы.
- Высокотемпературный – здесь используются тугоплавкие металлы (серебро, медь или другие), температура плавления которых превышает 450 градусов, однако не превышает температуру плавления меди. Плюсом сварки высокотемпературного типа будет устойчивость к любым воздействиям, а минусом проявление хрупкости металла труб из-за их отжига. Чтобы избежать потери прочности, нельзя остужать сваренную конструкцию искусственными методами.
Конструкция горелки
Принцип работы газовой горелки использующейся для спаивания металлов достаточно прост. Для этого необходим источник топлива, в данном случае используется баллон с сжиженной пропан-бутановой смесью. От него через редуктор топливо поступает к штуцеру встроенному основание паяльного инструмента.
Для домашних целей существуют модели с одноразовыми баллонами. Это отличный вариант инструмента для выполнения небольших работ.
Даже в быту можно столкнуться с необходимостью соединения алюминиевых деталей. Сварка не позволяет решить эту задачу. А вот пайка алюминия газовой горелкой вполне возможна.
Отлично подойдет для спаивания алюминия присадочная проволока из легкоплавких припоев. В таком случае материал не придется нагревать до значительных температур и конечное изделие не будет испорчено.
Затем газ поступает по вертикальному каналу к жиклеру. В него встроена игла, позволяющая регулировать интенсивность пламени. Поступающий газ проходит на высокой скорости. За счет ее повышения осуществляется обогащение воздухом, необходимого для процесса горения, с помощью воздушного золотника.










Спецгильза золотника позволяет регулировать количество воздуха, поступающего к газу. Регулируя объемы воздуха и скорость подачи газа можно получить пламя необходимого качества и размера.

Горелка газовая для пайки в сборе.
Устройство пропановой горелки представляет собой:
- иглу для контроля подачи топлива;
- ручку для изменения положения иглы;
- корпус жиклера;
- эжектор;
- золотник;
- рассекатель;
- радиатор.
Лучшими материалами, из которых должны быть сделаны все перечисленные конструктивные элементы, являются латунь и бронза. Они характеризуются высокой теплопроводностью и прочностью.
Эти сплавы устойчивы к внешним воздействиям и коррозии, что обеспечивает долгий срок службы паяльного инструмента.
Существуют также и бензиновые горелки, ни тоже используются для пайки. Главным их отличием является формирование бензовоздушной смеси.
Данный инструмент часто используется благодаря своим преимуществам:
- маленькими габаритами и портативностью;
- небольшим весом;
- простотой использования;
- возможностью выполнять качественную пайку.
Конструкция таких устройств выглядит следующим образом:
- емкость для бензина;
- компрессор для подачи воздуха;
- шланги устойчивые к действию бензина;
- горелка.
Применение газовых горелок
Спаивание медных труб – это популярный метод соединения таких изделий для организации подачи воды в дом или квартиру. Данная технология стыковки труб берет свое начало еще со времен Древнего Египта. Несмотря на это, данный метод начал стремительно развиваться именно в последнее время.
Система водоснабжения со спайкой в местах соединений способна выдерживать высокие тепловые и гидравлические нагрузки.
Медные трубы отличаются высокой стоимостью. Это, пожалуй, их единственный большой недостаток. Зато достоинства с лихвой оправдывают их цену.
Широкое распространение они получили благодаря следующим свойствам:
- высокая коррозионная стойкость к внешним воздействиям;
- длительный срок службы, превышающий десятки лет;
- устойчивость к перепадам температур;
- высокая пластичность, что позволяет изготавливать трубы сложных форм;
- способность выдерживать значительные давления.
При установке любого трубопровода самым важным является надежное и герметичное соединение всех его деталей. В работе с медными трубами выделяют две основные методики работы: запрессовка и спаивание. Второй вариант является более надежным. Он гарантирует высокое качество соединений и их долговечность.
Газовая горелка для пайки.
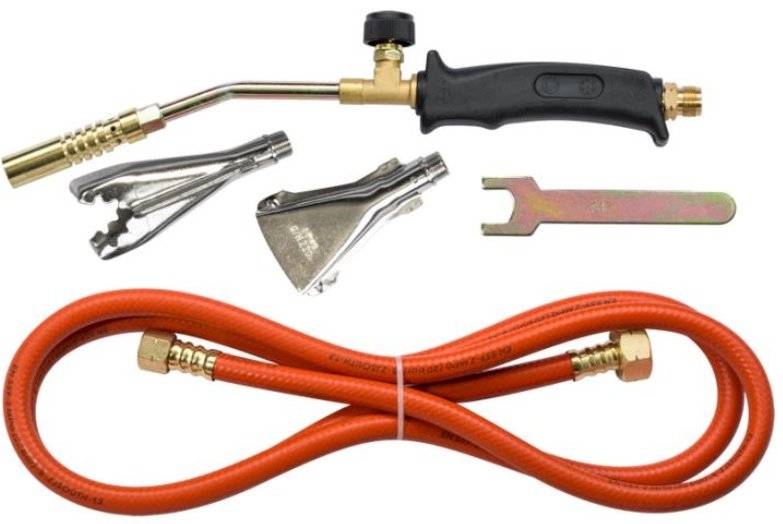
Для состыковки труб данным методом необходим специализированный инструмент для пайки. В этих целях преимущественно используется газовая горелка для пайки меди.
Она отличается простотой использования, экономичностью и безопасностью. Кроме того понадобится еще: труборез, фаскосниматель, расширитель, молоток и рулетка.
Горелки могут отличаться друг от друга по используемому топливу, мощности и эффективности. На крупных предприятиях и строительных объектах используются устройства со стационарным газовым баллоном.
Для маленьких объемов работы или для домашних целей целесообразно использовать ручные аппараты с одноразовым баллоном.
При выборе инструмента важно обращать внимание на его мощность. Ее величина определяется температурой плавления припоя, который планируется использовать
Еще одним широко используемым материалом является алюминий. Он применяется и в промышленности, и в домашних условиях. Для надежного и качественного соединения отдельных алюминиевых деталей используют спаивание.







Сваривать этот материал не представляется возможным. Это обусловлено изменением его структуры при нагреве.
Горелка для пайки алюминия отлично справляется с поставленной задачей. В отличие от других методов, спаивание алюминия не так удобно. Однако оно оказывается наиболее предпочтительным во многих случаях. Осуществлять спайку можно с использованием газовоздушной ГВП.
Основные трудности, возникающие при работе с алюминием, связаны с окислом на его поверхности. Он появляется сразу же, даже если металл предварительно обработать.
Спаивание горелкой является более удобным по сравнению с использованием электрического паяльника. Это обусловлено возможностью контроля температуры пламени, что позволяет работать как с крупными, так и с мелкими деталями.
Для получения качественной спайки используют флюс. При работе в домашних условиях предварительный прогрев металла, а также расплавление дополнительных расходных материалов осуществляется проще.
Типы присоединений к газовым баллончикам
Соединение резьбой — это наиболее надёжный вариант с максимальной герметичностью. Внутренняя резьба, нарезанная в корпусе горелки, накручивается на внешнюю резьбу, нарезанную на корпусе баллона.
Цанговое соединение — такая конструкция имеет широкий воротник с прорезанным боковым пазом и клапаном, выступающим по центру. Горелку необходимо плотно насадить на картридж так, чтобы совпали посадочные места, прижать и прокрутить.
Этот тип соединения самый популярный, и в отличие баллона-бочки, который не имеет клапана, цанговый баллон можно многократно отсоединять и присоединять. Использовав переходник с резьбой, на цанговый баллон можно насадить горелку с резьбовым соединением.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Технология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом. Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры. После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей. Его температура плавления ниже. Припой расплавляется и затекает во все капилляры, равномерно по всей окружности. При остывании металлы образуют прочное соединение.
Преимущества и недостатки
Все паяльники относятся к универсальным устройствам для эксплуатации в закрытом помещении, на воздухе или в машине, они удобно складируются и занимают малый объем.
Основные преимущества:
- Мобильность и быстрая процесса;
- быстрый разогрев устройства до 30 сек;
- автономность без необходимости электроэнергии;
- малые габариты и вес;
- возможность получения Т до 2000 С;
- регулировка факела и температуры обработки;
- безопасность работ, предохранительный клапан препятствует обратному движению газа;
- высокая функциональность с применением комплекта сопел;
- экономный расход газа 75 г/ч;
- защита рук;
- применение при любой погоде;
- защита от утечек газа;
- автоматический розжиг.
Недостаток один – малые объемы сварочных работ.
Технология пайки медного трубопровода
Медные трубы используются для монтажа разных коммуникаций: водопроводов, отопительных систем и газовых труб. Они отличаются рядом преимуществ, таких как:
- обладают устойчивостью к губительному воздействию коррозии;
- поверхность медных труб довольно гладкая;
- устойчивы к ультрафиолетовому излучению;
- имеют высокий коэффициент теплопроводности;
- способны выдерживать высокую температуру;
- обладают хорошей прочностью;
- эксплуатационный срок медного трубопровода доходит до 50 лет.
Для соединения отдельных элементов медной конструкции используют пайку. Разновидности ее таковы:
- пайка при высокой температуре;
- пайка при низкой температуре.
Высокотемпературный вариант пайки используют, чтобы получить стык с повышенной прочностью. Низкотемпературную пайку применяют во всех остальных случаях.




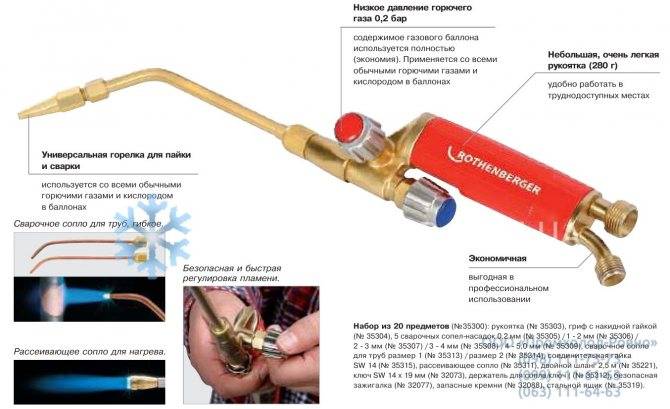





Устройство газовой горелки
Конструкция газовой горелки может существенно отличаться. Все зависит от особенностей конкретной модели. К особенностям создаваемой конструкции можно отнести нижеприведенные моменты:
- Важным моментом назовем то, каким образом крепится баллон. В некоторых случаях он съемный, в других одноразовый или стационарный. От этого во многом зависят особенности применения устройства.
- Во время работы горит именно газ. Подается он под давлением из баллона. Топливо может быть представлено бутановой, газовой и пропановой смесью.
- Газ подается в сопло и поджигается. В результате создается поток огня, который нагревает материал до требуемой температуры. Температура пламени может регулироваться, для чего изменяется количество подаваемого газа.
- Пламя газовой горелки обжигает материал, за счет чего он становится более мягким. Разный газ применяется для нагрева поверхности для разной температуры.
- Некоторые варианты исполнения горелок имеют конструкцию, за счет которой длина пламени регулируется для обеспечения наиболее благоприятных условий работы. Регулировка проводится достаточно просто: при неизменном давлении меняется диаметр отверстия сопла, за счет чего газ выкидывается на различное расстояние и меняется длина пламени.
Устройство газовой горелки
На сегодняшний день довольно большое распространение получила самодельная газовая горелка. Это связано с тем, что конструкция проста, проблем с ее изготовлением, как правило, не возникает.
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Разновидности горелок
Представленное на строительном рынке оборудование делится на несколько типов.
Горелки со стационарными и одноразовыми баллонами
Такие аппараты оснащаются одноразовыми газовыми баллонами с пропаном, ацетиленом и т.д. К преимуществам использования этого типа оборудования относятся мобильность, простота в эксплуатации, безопасность.
Можно использовать такой инструмент как при монтаже водопровода, так и системы отопления.
Ручные горелки
К достоинствам такого оборудования относится в первую очередь компактность. С помощью ручного паяльника удобно собирать трубопровод в маленьком помещении, паять трубы в самых труднодоступных местах.
Ручная горелка работает на одноразовом баллоне с горючим газом. Инструмент оснащается регулятором длины пламени, в комплект обычно входят сопла разных диаметров. Инструмент не требует подключения к электросети. Если соблюдать все правила работы, соединение получается надежным и долговечным. Ручной инструмент легко справится с монтажом систем кондиционирования и прочих бытовых коммуникаций.
Профессиональные горелки
Оборудование, относящееся к категории профессионального способно работать с особо тугоплавким припоем. Оно используется при монтаже конструкций на промышленных объектах, где трубопровод подвергается значительным нагрузкам.
Большой вес и габариты не позволят работать в тесной квартире. Для использования в бытовых и личных целях приобретать такие устройства нецелесообразно – такого качества соединения бытовые коммуникации не требуют, а стоимость аппарата выше, чем у других типов.
По состоянию
Флюсы бывают разными по форме и состоянию. Есть твердые, жидкие и пастообразные. В целом они почти полностью различаются по своим параметрам и свойствам.

Жидкие
Жидкие флюсы уже имеют лучше свойства по сравнению с твердыми. Их намного проще наносить и существенно сокращается время пайки.

Недостаток — это быстрое высыхание на открытом воздухе, в случае пролива такого состава на поверхность – её трудно будет оттереть. К такому типу относится, например, жидкая канифоль. Она обычно продается в баночках с кисточкой.

Если вы используете жидкую канифоль – не подносите её на горячую поверхность кисточкой.

Из-за высокой температуры кисточка может деформироваться и её невозможно вернуть в прежнее состояние.
Твердые
К твердым относится самая обычная канифоль, паяльный жир. Достоинство таких флюсов — это цена. Кстати, таблетки аспирина – это тоже вполне себе твёрдый флюс.











Недостаток – это неудобство нанесения (сначала на паяльник, потом на место пайки и т.д.), некоторые виды пайки недоступны, слабое удаление окислов до и во время пайки, крайне низкий эффект поверхностного натяжения, много следов на месте работ и большое количество испарений при пайке.
Пастообразные
Жидкие и твердые флюсы не рекомендуется использовать в BGA пайке. Они сильно кипят, и для поверхностного монтажа есть пастообразные флюсы.
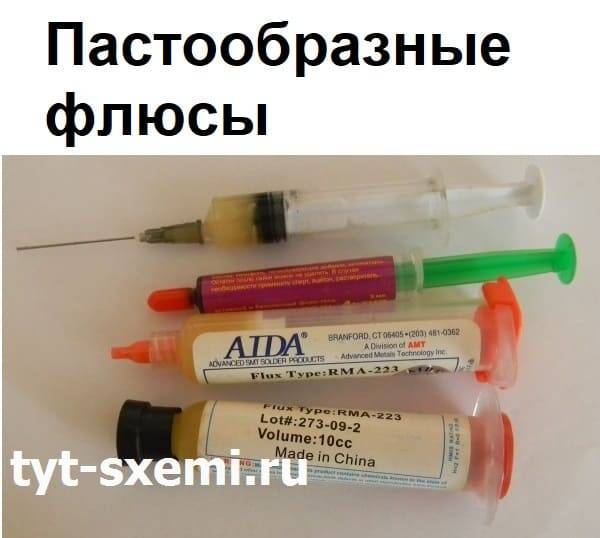
Пастообразные флюсы — это лучшие из представленных типов. Например, их очень удобно наносить. Они не высыхают на воздухе, имеют отличные свойства при пайке (зависит, конечно, от цены) и возможны все виды пайки. К недостаткам можно разве что отнести то, что в продаже есть много подделок знаменитых производителей (однако, некоторые подделки по уровню приближаются к эталону), вредные испарения и конечно же цена.
Слишком дешевые флюсы ужасно паяются. Еще одно неоспоримое преимущество пастообразности — это то, что можно использовать шприцы с тонкими иглами (острый наконечник иглы нужно срезать), тем самым очень точно дозируя порцию флюса, и не размазывая его по всей плате. К тому же, отмываются просто и некоторые из них допустимо не смывать вообще (которые используются в BGA пайке, где в принципе чистка очень затруднительна).

Лучшее нанесение пастообразного флюса – это шприц. Вы можете точно и экономно делать дозировку флюса при помощи шприца. Достаточно простого аптечного шприца, острую часть иглы спиливаем и можно свободно сделать длину дозатора как вам удобно. К тому же, металлическая игла не деформируется от высокой температуры так, как кисточка и можно смело добавлять флюс в процессе паяльных работ.
Удобное нанесение пастообразного флюса – это еще один плюс в копилку преимуществ пастообразных веществ.

Так же есть и так называемые флюсовые пистолеты, но намного большего размера и не очень удобны при микропайке. И если вы не планируете в промышленном масштабе паять платы каждый день, то пистолеты для флюса вам не нужны.
Кстати, флюсы бывают в составе многих припоев и паяльных паст.

С подобным припоем работать проще и быстрее.
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
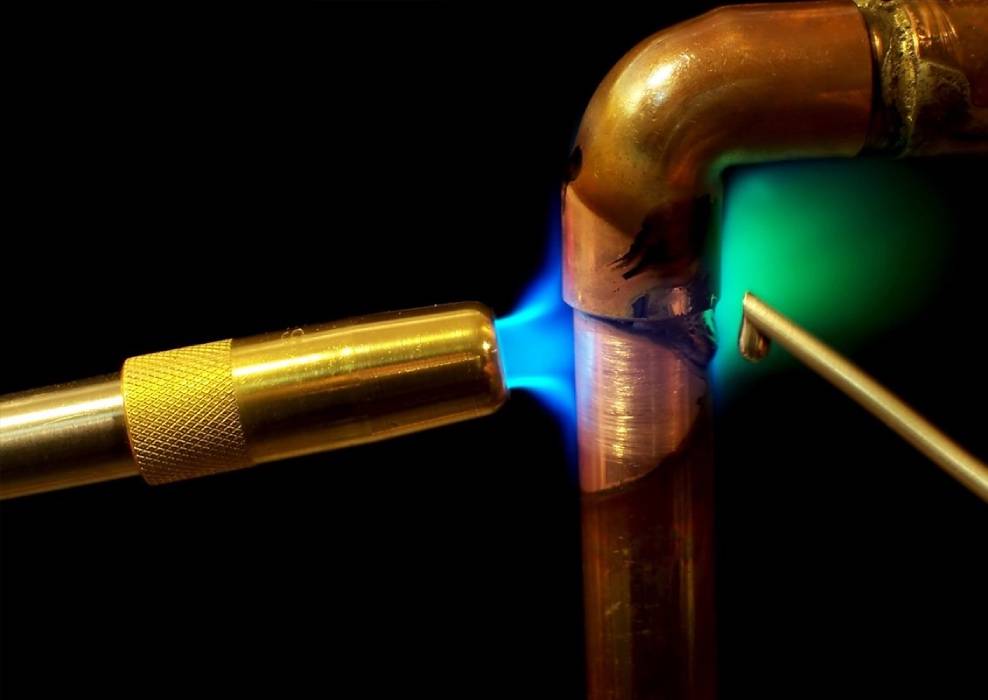
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.










Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.





