

Технология сварочных работ

Марки профнастила: С, МП, НС, Н. Любая сварка — это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты. Пайка стали с оцинковкой требует не только других температур, но и использования специальной защищенной газовой среды. Поэтому для более эффективной сварки применяют присадочную проволоку с медью. Самыми лучшими в данном случае являются алюминиево-бронзовые и медно-кремниевые проволоки.
Если применять присадочную проволоку, то сварка будет правильной. Такой метод объясняется целым списком достоинств:
- не возникает коррозии шва при выполнении работы;
- разбрызгивание минимальное;
- выгорание покрытия малое;
- малое тепловложение;
- пайка стали требует простую последующую обработку;
- обеспечивается катодная защита материала.
При выполнении сварки цинк попадает в специальную сварочную ванну, а это приводит к образованию трещин, пор в сварном шве. Поэтому перед работой слой цинка следует удалить при помощи газовой горелки, абразивного круга, щеток. Есть и химические способы, то есть использование кислоты, которая потом нейтрализуется при помощи щелочи, место промывается водой, высушивается.
Внимание следует обратить и на выбор электродов, которые будут использоваться для выполнения сварки. Цифровая часть маркировки соответствует высоте волны
Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр

Цифровая часть маркировки соответствует высоте волны. Если сталь низколегированная, то надо брать электроды с покрытием такого типа, как УОНИ-13/45, ДСК-50, УОНИ-13/55 и пр.
Чтобы при сварке не появлялись поры, которые ослабляют соединение, ток надо увеличивать на 10-50 А в сравнении с обычной сваркой, зазор между кромками также увеличивается в два раза. Скорость сварки ниже на 10-20%, поэтому следует проявлять внимательность. Техника сварки применяется возвратно-поступательная, она позволяет предотвратить выгорание слоя цинка на окружающем пространстве листа. С толстых листов слой цинка необходимо снимать полностью, чтобы шов получился бездефектным.
Можно ли сваривать оцинкованные трубы? Методы сварки
При тепловом соединении металлическая поверхность на месте шва подвергается воздействию температуры около 1200 градусов, в то время как цинк кипит при 906 градусах по Цельсию. Следовательно, при сварочном процессе цинковое покрытие выгорает. С этим аспектом связаны следующие негативные явления:
- Цинк в газообразном состоянии очень вреден для здоровья. Без высокопроизводительной вентиляции высока вероятность отравления сварщика и временного удушья.
- В сварочном шве цинковое покрытие нарушается и теряется защита от коррозии.
- Интенсивное испарение цинка при сварке способствует появлению пор и межкристаллизационных трещин. Полученное в итоге соединение будет ненадежным ввиду низкой прочности.
Учитывая выше сказанное, сварщику нужно обязательно соблюдать повышенные меры безопасности. В процессе варки на лицо надевается специальный респиратор и защитная маска из диэлектрических материалов. Защиту рук обеспечивают резиновые перчатки, покрытые теплоизолирующей тканью. Предотвратить ненужное вспенивание цинкового слоя, позволяет обработка поверхности стыка соляной кислотой. Для качественного результата работы обязательно следует избежать испарения цинкового слоя. Обеспечить данное условие можно несколькими вариантами сварки.
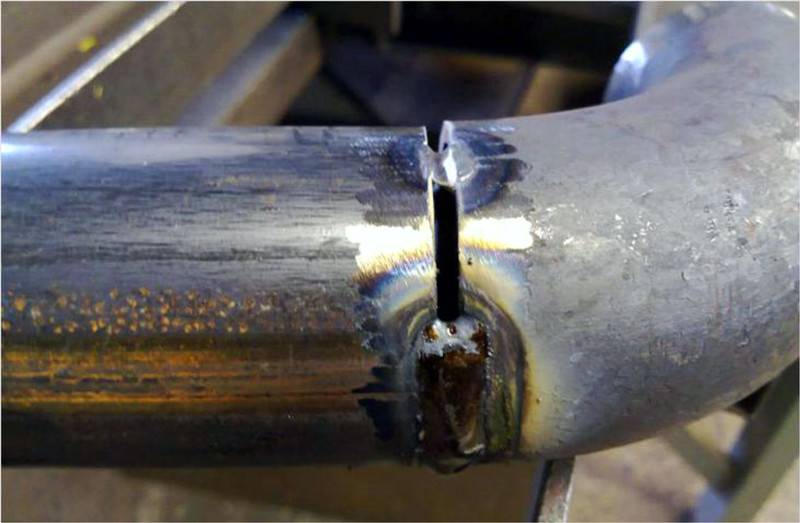
Первый способ – очистить механическим путем с помощью абразивного наждачного круга или щетки по металлу околошовную зону от цинка. В таком случае дальше оцинковку сваривают как обычные черные трубы. Отрицательный момент, что шов без цинка лишен защиты от коррозии, и это негативно сказывается на сроке службы изделия. В результате воздействия влаги труба быстро поржавеет, и пораженный участок потребует замены. Значит, в перспективе возникнут дополнительные денежные расходы и временные затраты на переделку конструкции.

Очистка места сварки перед началом работ предотвратит испарение цинка с поверхности трубы
Достичь качественных сварных соединений, без повреждения антикоррозионного покрытия можно, нанося при пайке специальные флюсы. Эта технология применима в случаях, когда очистка стыков от цинка технологически невозможна. При соединении применяют флюс HLS-B и сплав UTP 1. Способ оптимален при варке коммуникаций в водоснабжении. Флюс не наносит вреда здоровью, потому что в водной среде полностью растворяется без образования вредных соединений.
Разновидности сварных швов и соединений
Сварку стальных труб производят сварочным аппаратом методом плавления. Сварочный аппарат из переменного тока образует постоянный и посредством электрической дуги нагревает локальный участок изделия до нужной температуры. Формирование электрической дуги происходит на металлическом стержне (электроде). Там где работает дуга, образуется специальная атмосфера, которая при плавлении металла не позволяет ему окисляться. Благодаря качественному сварному шву протечки полностью исключены, т. к. соединение получается герметичным.
Есть много способов наложения швов. Какой способ выбрать, это зависит от толщины труб и материала, из которого они изготовлены. Основные типы швов:
- в тавр;
- встык;
- внахлест;
- угловые.
Также важно учитывать расположение труб по отношению друг к другу:
- Нижний шов. Во время сварочных работ электрод располагают над соединяемыми элементами. При таком способе сварщику хорошо видны все свариваемые участки, поэтому данный метод является самым удобным.
- Потолочный шов. Электрод располагают под свариваемым элементом. При этом оператор поднимает руку вверх и держит над головой, поэтому этот способ применяют только во время ремонта или при замене деформированного участка трубы. При обустройстве новой системы его не используют.
- Вертикальный шов. Такой способ соединения применяют, если 2 трубы располагаются горизонтально. Сварщик проводит электродом движения вверх и вниз и снизу вверх (в вертикальном направлении).
- Горизонтальный шов. Часто горизонтальными соединениями делают монтаж отопительных и водопроводных систем. При этом две трубы находятся в вертикальном положении.
Подбор электродов
Когда цинк подвергается плавлению, он имеет свойство издавать пар, поскольку кипение начинается при температуре 906°С. При попадании цинковых паров в сварочную ванну, шов может иметь поры либо микроскопические трещины, и будет некачественным и ненадежным.









С этой целью необходимо очистить всю поверхность материала. Стоит отметить, что не всегда можно удалять слой цинк, поэтому существуют иные способы, благодаря которым можно получить качественный сварной шов. Если мастер использует дуговую ручную сварки, то ему понадобятся электроды для оцинкованных труб.
При варении углеродистой стали, электрод необходимо подбирать меньше диаметра трубы. В некоторых случаях в роли электрода может выступать деталь, имеющая рутиловое покрытие. Чтобы сварить запчасти, изготовленные из низколегированной стали, электрод может быть с основной поверхностью.

Схема сварки труб.
Существует несколько преимущественных свойств электродов:
- его химический состав позволяет детали разгораться за короткое время без каких-либо усилий;
- плавленый материал не разбрызгивается в разные стороны;
- сварные швы в результате получаются высококачественными без возникновения трещин, сколов или вздутий.
Иногда для пониженной удельной массы углеродистого раствора, находящего в поверхности из цинка и для повышения сопротивляемости изделия к возникновению повреждений, рекомендуется в рутил добавлять немного железа в виде порошка.
Чтобы швы и поверхность в свариваемых трубопроводах и оцинкованных трубах не вздувались, специалисты увеличивают подачу тока и снижают скорость варения.
В жаркой окружающей среде, где будут находиться трубы, цинк не будет негативно влиять на заделанные швы. Чтобы скрепить несколько частей трубопровода с цинковым покрытием, не повредив поверхность, используют пайку.
Достоинства этого метода заключаются в следующем:
- изделие имеет хорошую стойкость к возникновению коррозии, шов герметичен;
- монтажные работы по времени занимают минимальное количество времени;
- цена за такую услугу относительно низкая.
Для этого метода специалисту очень важно правильно выбрать электрод и припой с флюсовым покрытием. Стоит также отметить, что обычные трубы для водопроводной коммуникации варятся с помощью простого электрода без дополнительных защитных слоев
Технология сварки с флюсом
Данная технология является одним из наиболее подходящих вариантов. Представленное вещество обеспечивает получение вязкого слоя, который не пропускает воздух. В результате предотвращается окисление цинкового слоя.
Перед непосредственным применением флюса для сварки его необходимо привести в жидкое состояние. Вещество наносится в местах соединяемых элементов. При проведении сварочных работ материал будет расплавляться, тем самым покрывая весь нужный участок тонким слоем, что позволит предотвратить отслоение цинка.
Нередко специалисты сталкиваются с повреждением защитного своя при его нанесении методом горячего цинкования. Это происходит даже при незначительных отклонениях от установленных требований технологического процесса. Стоит отметить, что попадание флюса внутрь трубопровода безопасно, так как он с легкостью растворяется в воде и будет вымыт ещё на стадии опрессовки.
Соединение труб производится следующим образом:
- Стыкуемые торцы нагреваются до температуры 900-950о.
- Между фасками свариваемых элементов помещается пруток, в состав которого входит медь, цинк, олово и кремний.
- На место шва насыпают слой флюса, который должен покрыть поверхность до 20 мм по сторонам шва.
- Присадка нагревается горелкой до расплавления, и на этом процедура заканчивается.
Соблюдение требований технологического процесса сварки, применение качественных материалов и оборудования гарантируют получение надежного соединения оцинкованных труб, готовых к эксплуатации.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: “Какая сварка водопроводных труб лучше – виды и особенности сварки”).










Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Сварка оцинкованных труб постановление
Проектируем совмещенный хозяйственно-питьевой и противопожарный водопровод (ВПВ) в существующем производственном помещении. Прокладка трубопровода предусматривается открытым способом по производственному зданию, т. е. в случае протечек они могут быть оперативно устранены.
Согласно пункту 7.1.2 СП 30.13330.2016 (срок службы не менее 50 лет) и практике проектирования хозяйственно-питьевого водоснабжения, напрашивается применение стальной оцинкованной трубы для общей кольцевой магистрали (пластик не рассматриваем).
При этом согласно пункту 4.6 СП 73.13330.2016, «Применение сварных соединений трубопроводов из оцинкованной стали не допускается». Применение же альтернативных вариантов соединений (муфты грувлок) в нашем случае скажется на сроках и сложности монтажа (монтажная организация не располагает оборудованием и квалификацией).
Возможно ли в данном случае отступление от пункта 4.6 и выполнение прокладки оцинкованной трубы с применением сварных соединений?
1. Пункт 4.6 свода правил СП 73.13330.2016 Внутренние санитарно-технические системы зданий (свод правил включён в Перечень документов в области стандартизации, в результате применения которых на добровольной основе обеспечивается соблюдение требований Федерального закона от 30 декабря 2009 г. № 384-ФЗ ‘Технический регламент о безопасности зданий и сооружений’) не запрещает применение оцинкованных труб во внутренних санитарно-технических системах зданий и сооружений, но не допускает применение сварных соединений трубопроводов из оцинкованной стали, в связи с тем, что при сварке оцинкованных трубопроводов в местах соединений происходит выжигание слоя цинка на поверхности труб и эти места становятся очагом внутренней коррозии трубопроводов и, как следствие, сроки службы трубопроводов на сварных соединениях значительно сокращаются.
2. Способы соединения оцинкованных труб, узлов, деталей установлены вторым абзацем пункта 5.1.2 свода правил СП 73.13330.2016 Внутренние санитарно-технические системы зданий, который гласит: «Оцинкованные трубы, узлы и детали следует соединять на резьбе с применением оцинкованных соединительных частей или неоцинкованных из ковкого чугуна, на накидных гайках, на фланцах (к арматуре и оборудованию), на пресс-фитингах или на фитингах, специально предназначенных для использования в трубопроводных системах с пазовыми соединениями».
3. В случае отступления от требований СП 73.13330.2016 (в том числе и пунктов 4.6 и 5.1.2), в соответствии с частью 6 статьи 15 Технического регламента о безопасности зданий и сооружений, экспертным органом могут быть затребованы дополнительные обоснования соответствия проектной документации требованиям технического регламента, выполненные следующими способами (подробнее см. информацию по адресу: https://www.normacs.info/answers/3290):
- результаты исследований;
- расчеты и (или) испытания, выполненные по сертифицированным или апробированным иным способом методикам;
- моделирование сценариев возникновения опасных природных процессов и явлений и (или) техногенных воздействий, в том числе при неблагоприятном сочетании опасных природных процессов и явлений и (или) техногенных воздействий;
- оценка риска возникновения опасных природных процессов и явлений и (или) техногенных воздействий.
Источник
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. «+»клемму подводят к горелке, а»-«к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, «+»клемма подключается к оцинкованной поверхности.

Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что «+»подключается к электроду, а»-» к оцинкованной поверхности.

Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: — детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; — флюс подвергается нагреву до прозрачного состояния; — присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; — припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.











Отравление цинком при сварке: симптомы, первая помощь, лечение
Во многих случаях отравление цинком возникает у работников сфер промышленности. При сварке оцинкованных труб можно получить поражение парами цинка. Помимо этого интоксикацию может вызвать неправильное хранение продуктов в оцинкованной посуде. Особенно опасно хранить в данной посуде кислые продукты, потому что в кислой среде растворение цинка лучше, что повышает возможность отравления.

Цинк один из минералов
Еще одним фактором может быть принятие лекарственных препаратов, в составе которых есть этот микроэлемент. Установлено, что принятие более 150 мг таких лекарств в день приводит к поражению этим веществом. Сам по себе цинк не сильно опасен, токсичны именно пары, которые могут привести к появлению цинковой лихорадки. Иногда она может называться металлической. Из-за этого отравление обычно происходит в результате вдыхания большого количества паров цинка. Интоксикация через ротовую полость встречается реже.
Симптомы острого и хронического отравления
Симптомы отравления обычно выражены ярко и диагностируются достаточно быстро. При остром поражении вдыхается большое количество высококонцентрированных паров цинка. Симптомы следующие:
- жажда;
- озноб и повышенная температура;
- металлический привкус в полости рта;
- боль в мышцах и слабость;
- тошнота.
Если пары цинка поступили через рот, могут проявляться дополнительные симптомы:
- ожог слизистой оболочки полости рта;
- мышечные судороги;
- понижение артериального давления;
- кровавая рвота.
В случае острого отравления показано незамедлительное лечение. Время здесь играет главную роль. Также возникает опасность появления раковых образований. Чаще всего в результате данного заболевания страдает печень и система кровообращения. В крайних случаях у больных может развиться отек легких либо их воспаление. Когда отравление произошло в результате попадания цинка в чистом виде, симптомы могут быть следующие:
- ожог органов желудочно-кишечного тракта;
- болевые ощущения в животе;
- потеря аппетита;
- рвота.

Нельзя хранить продукты в оцинкованной посуде
Если не лечить развившееся заболевание, может возникнуть риск появления почечной недостаточности, или возникновение язвенных болезней. Основные симптомы хронического отравления несколько отличаются. Если же заболевание приобретает хроническое течение, то почти у всех больных диагностируется расстройство тех или иных органов желудочно-кишечного тракта, происходят нарушения функций дыхания.
Также симптомы могут включать в себя проявление язв на коже и различного рода дерматитов, которые обычно не доставляют сильного беспокойства. Отравление данным веществом для детей переносится значительно тяжелее, нежели для взрослых, и соответственно лечение для них необходимо другое.
Лечение отравлений

Если появились признаки отравления, то необходимо вызвать скорую помощь
Если появились признаки такого рода поражения, то первым делом следует вызвать скорую помощь. До ее приезда пострадавшему следует оказать первую медицинскую помощь:
- вывести пострадавшего из помещения;
- уложить человека на горизонтальную поверхность;
- следить за температурой тела;
- обильно напоить крепким чаем.
Квалифицированную медицинскую помощь обычно начинают с введения внутривенно раствора глюкозы. Также могут назначить слабительные растворы, активированный уголь, препараты, которые помогут побороть признаки отравления. Также может использоваться антидотное лечение. В случае острого или хронического течения рекомендуется применять комплексное лечение, состоящее:
- искусственной вентиляции легких;
- принятия мочегонных средств для более быстрого выведения цинка из организма; ингаляции кислородом;
- принятия витаминов для поддержки иммунной системы.
Независимо от тяжести отравления, лечение должно сопровождаться обильным горячим питьем и содержанием больного в тепле и покое. Обязательно требуется делать промывание желудка. Помещение, в котором находится пострадавший, должно хорошо проветриваться. Также при сильных поражениях кожи некоторое время возможна нетрудоспособность, или временный перевод на другую работу.
Оцинковка металла как способ защиты от коррозии
Защитное покрытие стальных изделий применялось издавна, поскольку цветные металлы, устойчивые к коррозии слишком дороги для изготовления из них цельных изделий. Да и прочностные свойства таких предметов весьма невысоки. Применялось лужение по поверхности оловом или омеднение для создания защитной пленки.









Оцинкование стало популярным по причине повышенной адгезии цинка к железу. Температура плавления этого металла составляет 900 – 920о. В жидком состоянии он, нанесенный на поверхность стального изделия, образовывает прочную защитную пленку толщиной в несколько микрон, успешно противостоящую коррозии.
На сегодняшний день применяются три основных способа нанесения защитного покрытия:
- Гальванический. При этом ионы цинка осаждаются на поверхности стального изделия, подключенного к противоположному электроду в гальванической ванне. Они прочно закрепляются на поверхности изделия, создавая практически неразрушимую защитную пленку. Толщина защитного слоя регулируется временем обработки, что позволяет рационально использовать дорогостоящий цветной металл, в частности, цинк.

- Способ напыления. Суть его заключается в нанесение на поверхность распыленного металла с использованием специального пистолета, в котором происходит расплавление напыляемого вещества. Затем эта субстанция струйно подается на обрабатываемую поверхность, покрывая ее защитным слоем.

В результате на защищаемой поверхности образуется прочный защитный слой из химически пассивного материала. Способ удобен возможностью применения в полевых условиях на месте выполнения монтажных работ.
- Горячее оцинкование. Применяется на специально созданных технологических линиях. При этом труба полностью окунается в ванну с расплавленным металлом. В конце процесса производится центрифугирования для удаления излишков защитного слоя с поверхности изделий.

При использовании любого из перечисленных способов нанесения защитного покрытия, поверхность обрабатываемых изделий тщательно обезжиривается.
Толщина слоя составляет от 2-х до 150 микрон.
Особенности соединения

При обустройстве инженерных коммуникаций довольно часто используются оцинкованные трубы. Однако скрепление таких труб при помощи резьбового соединения довольно проблематично из-за особенностей материала. Именно поэтому такое соединение на оцинкованных трубах большая редкость, ведь стоимость работ по нарезке резьбы значительно возрастает.
Обычно для соединения изделий из этого материала используется традиционная сварка. Однако в процессе выполнения этой процедуры на участке сваривания цинковое покрытие может повредиться, что впоследствии приведёт к коррозии.
Именно поэтому для сваривания оцинкованных труб лучше использовать специальные электроды, которые могут выдерживать повышенные токи. Благодаря этому сварщик может использовать более высокие температуры, чем обычно. Применение специально сконструированных электродов позволяет добиться следующих преимуществ:
БК 1хБет выпустила приложение, теперь уже официально скачать 1xBet на Андроид можно перейдя по активной ссылке бесплатно и без каких либо регистраций.
- повысить безопасность выполнения процесса;
- довести материал до нужных условий за более короткий промежуток времени;
- не дать цинку испаряться.
Чтобы защитить небольшие оголённые участки труб, можно перенести туда защитный цинковый слой катодным путём (электромеханическим способом). Однако использовать такой метод на участках крупных размеров довольно проблематично, поэтому не будет полной гарантии защиты от коррозии.
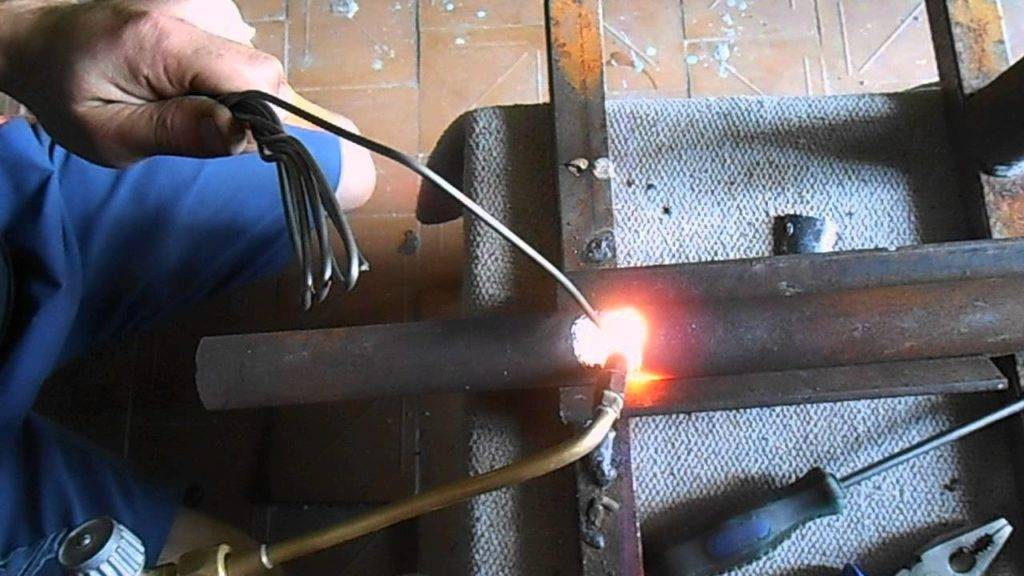
Технология сварки газовой горелкой
Далеко не каждый начинающий сварщик знает, как варить оцинкованные трубы в домашних условиях. Для этого нужно учитывать несколько особенностей:
- Выбирать горелку зависимо от того, какого диаметра трубы необходимо соединять. Оборудование с цифрами 1, 2, подходит для работ с трубами диаметром до 250 мм, толщиною стенок до 6мм. Номера 3, 4 для остальных размеров.
- Поддерживать постоянное пламя при сваривании.
- Увеличить подачу кислорода.
Нельзя забывать, что пары цинка ядовиты. Работать нужно используя сварочную маску, респиратор.

Горелка для сварки оцинкованной трубы
Подготовка
Перед включением сварочного оборудования, необходимо подготовиться:
- Обрезать трубы по требуемым размера. Зачистить торцы от металлических заусенцев.
- Снять фаску если толщина стенок превышает 3 мм. Угол раскрытия должен составлять 80 градусов.
- Счистить грязь с соединяемых мест, обезжирить их.
- Уложить две трубы напротив друг друга с промежутком для шва 3 мм. Закрепить их в тисках или других удерживающих приспособлениях.
- Нанести флюс на соединяемые поверхности. Оптимальная толщина слоя — 2–3 мм.
После выполнения подготовки, можно приступать к свариванию.
Как правильно сваривать оцинковку?
Процесс работы сварочным аппаратом:
- Включить горелку. Начать разогревать оцинкованные поверхности на расстоянии 30 см.
- Флюс должен разогреться до такой степени, чтобы превратиться из желтого в прозрачный.
- Присадочную проволоку ввести в зону нагрева так, чтобы при расплавлении она заполняла пустоты, образуя шов.
- Горелку приблизить к присадочной проволоке, чтобы она начала плавиться. Для этого достаточно нагреть ее до 950 градусов.
Важно контролировать горелку, чтобы не нагреть участки без флюса. Это приведет к порче цинкового покрытия
Чтобы было удобно регулировать подачу кислорода в рабочую зону, сварщики рекомендуют использовать трехпозиционный редуктор.
Завершение сваривания
После выполнения работ нужно смыть флюс. Для этого применяется мыльный раствор. Далее требуется зачистить готовый шов. Для этого применяют металлическую щетку. Движение не должны быть слишком интенсивными. Это может привести к повреждению цинкового слоя. Последний этап — покрытие зачищенного шва антикоррозийной краской, которая имеет в составе большое количество цинка.










Сварка оцинковки имеет множество нюансов, которые неизвестны новичкам. Перед началом работ нужно выбрать оборудование, электроды. Нельзя игнорировать использование средств личной защиты. Они уберегут организм от пагубного воздействия паров цинка. Начинающим сварщикам нужно потренироваться на черновых трубках.
Можно ли сваривать оцинкованные трубы?
Как и другие виды труб, оцинкованные трубы можно обрабатывать сварочной аппаратурой. Варка этих элементов – основной процесс создания различных коммуникаций.
При этом наличие цинка усложняет процесс, так как под воздействием температуры в зоне термического влияния и под самим электродом он деформируется. Это приводит к нежелательным последствиям.
- в месте деформации цинкового покрытия конструкция хуже переносит окисление и подвержена коррозии,
- испаряясь во время сварки, цинк провоцирует образование дефектов в виде разломов и пор,
- шов становится склонным к разъединению,
- в помещении с плохой вентиляцией пары цинка вредят здоровью сварщика – газообразный цинк ядовитый для человека.
Оцинкованная сталь требует применения специальных электродов. Стержни для таких работ нужны термоустойчивые и способные выдержать высокое напряжение и силу тока.





