

Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади
Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Изгибаем полипропиленовые трубы
Стоит отметить, что полипропиленовые трубы запрещается изгибать без соответствующего оборудования. Однако сейчас это очень необходимо. И для этого уместно называть два способа.
В первом случае полипропиленовая труба прогревается до 150 градусов строительным феном. Далее изгибать трубу придется вручную. Для того чтобы не получить ожог, необходимо использовать перчатки
Важно соблюдать одно условие. Место прогревания трубы должно находиться во внутренней части изгиба
В противном случае тонкая стенка нагретой трубы не выдержит напряжения изгиба и лопнет. В любом случае после проведения работ необходимо тщательно осмотреть трубу. Не должно оставаться вмятин и трещин, которые потом могут дать течь.
Во втором случае можно изогнуть трубу без нагревания. Но здесь есть некоторые ограничения. Угол изгиба не может превышать восьми диаметров трубы.
Тонкости процесса
Гибка профильного изделия своими руками может выполняться с применением одного из следующих способов:
- Проще всего выполнить эту процедуру при помощи трубогиба, но если его у вас нет, то вы можете загнуть трубу другим способом.
- Можно использовать различные подручные средства. Их выбор зависит от величины радиуса изгиба, материала, из которого выполнена труба, толщины стенок и конфигурации сечения.
- Элементы из мягких материалов можно согнуть вручную при условии, что нужно получить небольшой радиус изгиба без соблюдения высокой точности.
Очень важно профильную трубу согнуть правильно. В противном случае вы можете столкнуться с такими нежелательными последствиями этой процедуры:
- неравномерные мелкие складки на внутренней стороне изгиба;
- нарушение соосности отельных частей трубчатого элемента;
- сжимание заготовки и деформация формы сечения;
- расхождение одного из швов у сварного изделия.
Стальные профильные трубы могут иметь квадратное, круглое, прямоугольное, овальное или плоскоовальное сечение. Они изготавливаются из низколегированной и углеродистой стали. Эти изделия могут быть сварными и холоднодеформированными сварными, а также бесшовными горячего и холодного деформирования.
Труба профильная – что это такое?
Профильной считается труба, имеющую отличное от круглого сечение. Оно может быть прямоугольным, овальным, шестиугольным или квадратным. Труба обладает повышенной прочностью, ведь ее грани берут на себя роль ребер жесткости.
Профильные изделия справляются со значительными нагрузками на изгиб, благодаря чему являются хорошим выбором для возведения металлокаркаса построек самого разного назначения.
Сырьем для производства профильных труб чаще всего становится высоко или низколегированная сталь. В зависимости от способа изготовления различают электросварные, холодно и горячекатаные, бесшовные трубы.
Изделия различаются толщиной стенки и высотой профиля. Такие трубы могут использоваться для изготовления различных деталей в форме рам, лестниц и перил. Чаще всего трубу профильную применяют в строительстве для сооружения арочных конструкций и в качестве замены железного бруса при возведении каркасов.
Навыки в деле гибки профильной трубы пригодятся домашним умельцам, желающим самостоятельно обустроить загородный участок:
Галерея изображений
Фото из
Профильная труба в основе самодельных качелей
Оригинальная скамейка с металличесими опорами
Кресло-качалка с загнутыми полозьями
Простая скамейка с гнутыми перилами
Сооружение козырька входной группы
Гнутые фермы для крыши беседки
Набор садовой мебели для дачного участка
Летний навес для установки автомобиля
Это интересно: Методы гибки труб из нержавейки — промышленным способом и вручную
Технические характеристики профильных труб и их особенности для сгибания
Перед проведением изгибания металла рекомендовано ознакомиться с их техническими характеристиками, что положительно отобразится на результате работы. Изделия имеют овальное, квадратное, плоскоовальное или прямоугольное сечение. В соответствии со стандартами ГОСТ профтрубы с круглым сечением относятся к профильным трубам.









 Гибка профтрубы
Гибка профтрубы
Размеры изделий могут быть различными. Отличительными особенностями между ними является толщина стенок и площадь сечения. Определение пластических возможностей проводится с учетом совокупности размеров. Это минимально допустимый радиус размеров.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
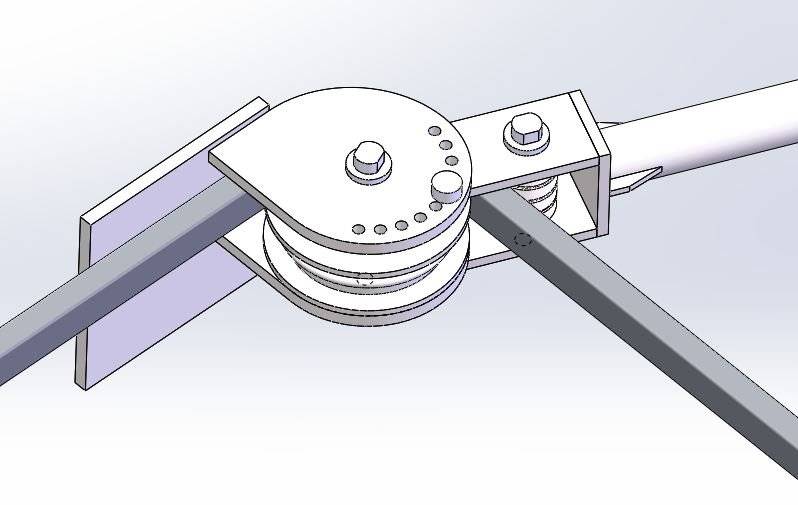
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
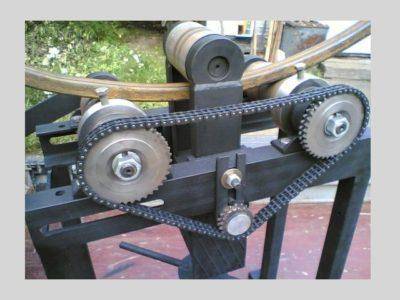
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
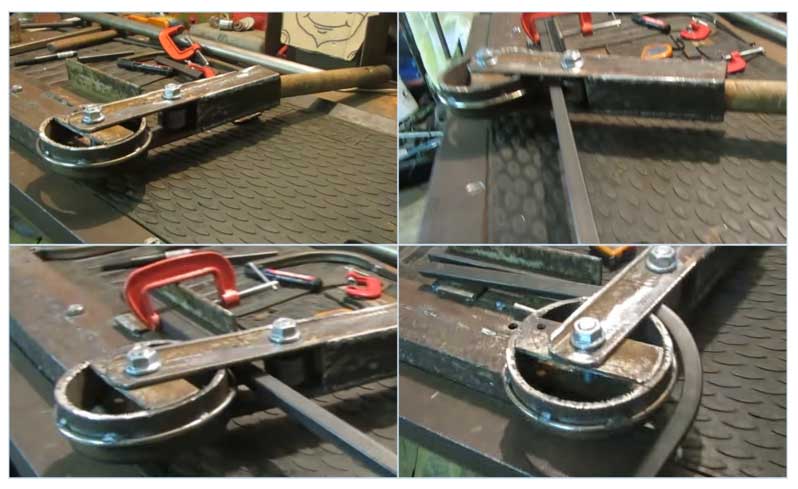
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.










Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
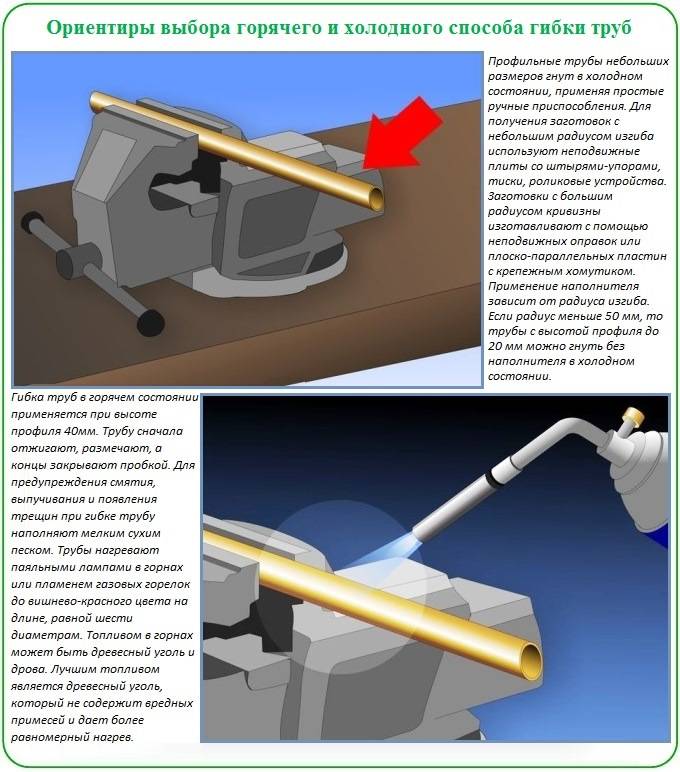
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.
Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.
ВНИМАНИЕ: Во избежание ожогов, при применении нагрева следует использовать индивидуальные средства защиты, такие как перчатки и очки.
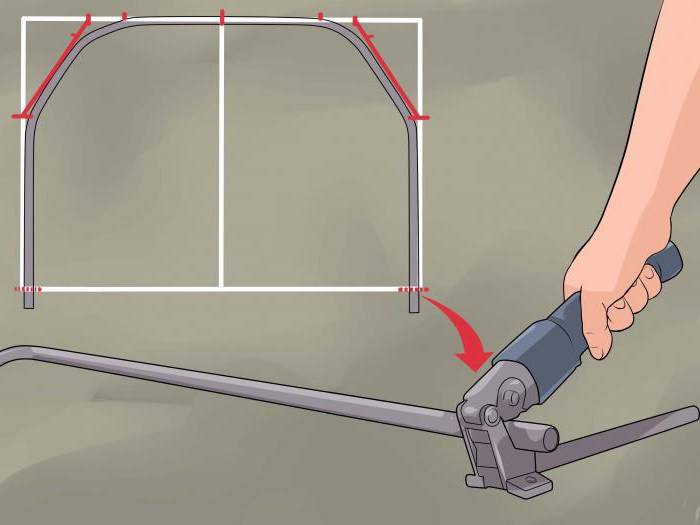
Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.
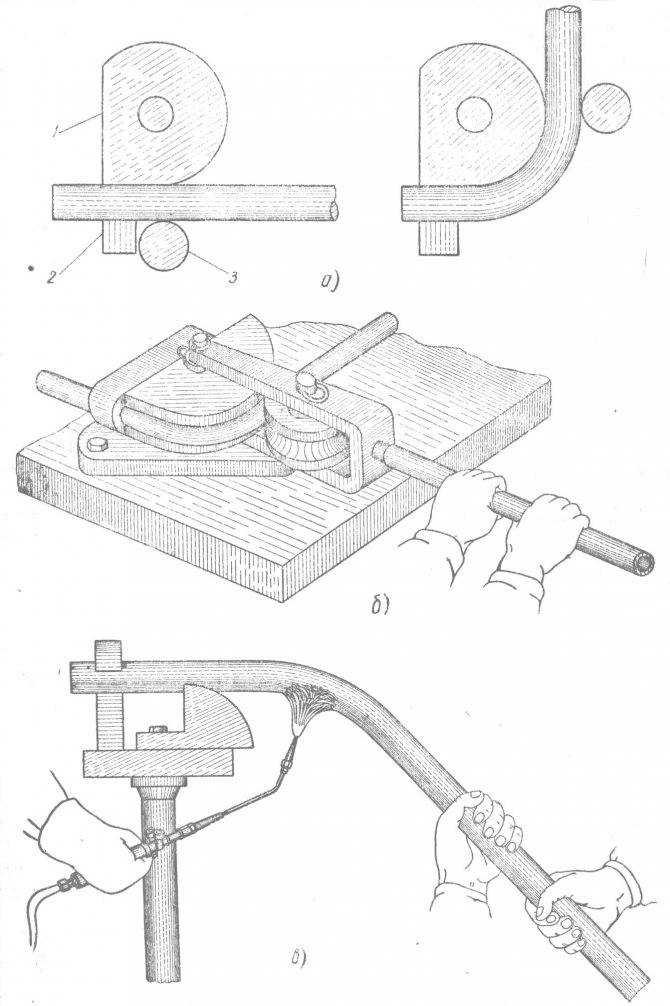
Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.
Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.









Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Как гнуть без станков
В домашних условиях, в которых нет станков, на помощь придет народная смекалка и опыт. Например, гнуть можно без специального инструмента, имея лишь болгарку и сварку.
Последовательность действий такова:
- Сперва рассчитывается желаемый радиус изгиба;
- По всей длине изгиба делают разрезы поперечно изгибу. Делать такие разрезы необходимо с постоянным шагом;
- Дальше трубу можно гнуть в прямом смысле руками;
- Последним шагом при помощи сварки заваривают все распилы, причем вне зависимости от того, была ли распилена стенка или просто надпилена.
- Места сварных швов выравниваются и шлифуются.
Кроме такого грубого способа есть и еще один. Он основывается на внутреннем противодействии.
При этом используются различные средства, например специальные пружины. Изготавливаются они в домашних условиях собственноручно. На профиль, который будет размерами меньше того, что планируется согнуть, наматывается проволока из стали с сечением от 1 до 4 миллиметров.
Сгибание трубы с помощью трубогиба
Такая самодельная пружина получится квадратного сечения, как собственно и само профильное изделие.
Совет! Толщину проволоки следует выбирать, исходя из толщины самого изделия, которое планируется согнуть.
Что касается конкретных размеров пружины, то ее сечение должно быть меньше, чем внутреннее сечение профиля, который берется на изгиб. Это значит, что сторона каждого витка должна быть меньше каждой из внутренних сторон трубы.
Необходимость выполнения этого условия обусловлена тем, что полученная пружина будет помещаться внутрь.
После этого изделие устанавливается на место изгиба и разогревается обычной паяльной лампой. Дальше трубу можно гнуть на шаблоне. При этом, естественно, что изгиб шаблона должен быть таким же, как и требуемый изгиб.
Изготовление гибочного станка своими руками
Человеку с навыками слесарной работы, вполне под силу самостоятельно собрать свой трубогиб. Необходимо заготовить:
- Три ролика или вала, выполняющих в устройстве функцию сгибания.
- Металлический швеллер или уголок для создания опорной рамы.
- Цепь.
- Приводной механизм.
 Последовательность сборки самодельного гибочного станка:
Последовательность сборки самодельного гибочного станка:
- Сборка опорной рамы. Для этого отдельные элементы металлопроката соединяются в единую конструкцию продольной конфигурации. Сборку производят методом сварки или болтовыми соединениями. Главная задача опоры станка заключается в его устойчивости и прочности. Чтобы обеспечить это условие, конструкцию прочно фиксируют к полу.
- Установку двух валов с осью вращения производят на необходимом расстоянии, немного выше уровня стола, третий вал закрепляют посредине немного выше. Валы закрепляют к опоре болтами с гайками.
- Валы или ролики, расположенные в горизонтальной плоскости, устанавливаются на расстоянии, определяющим радиус изгиба. Для регулирования углов деформаций устанавливают ограничительные ролики и стопор.
- Для передачи вращательного момента станок оборудуется цепной передачей. Здесь возможно два варианта установки цепи: с помощью шестерен или монтаж непосредственно на валы.
Для создания крутящих усилий к станку прикрепляется ручка, выполняющая функцию ручного привода.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
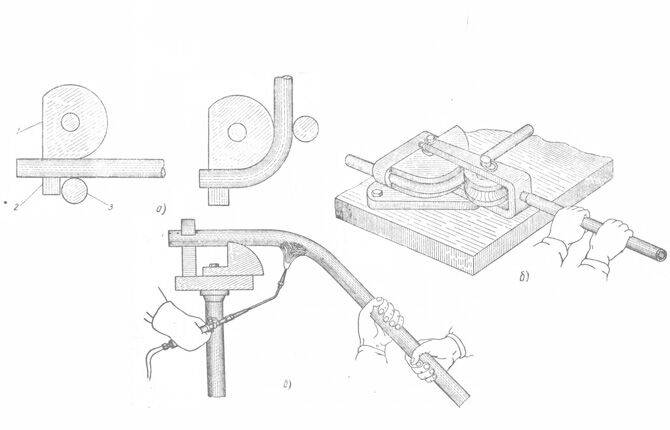
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.







Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Сетка кладочная для чего используется
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
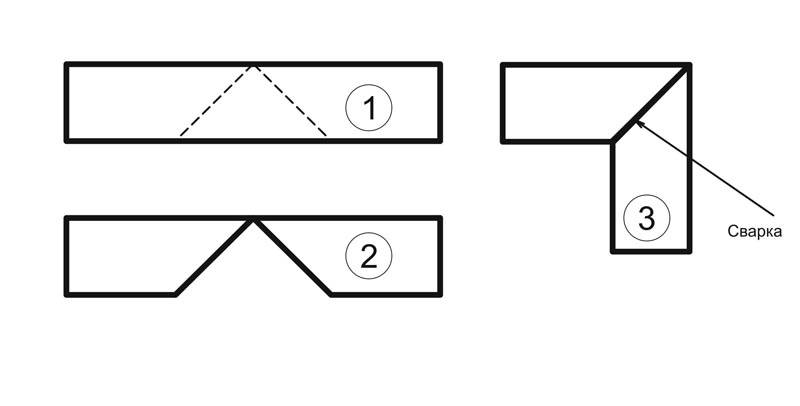
Схема техпроцесса изгиба под прямым углом с подрезкой:1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.

Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
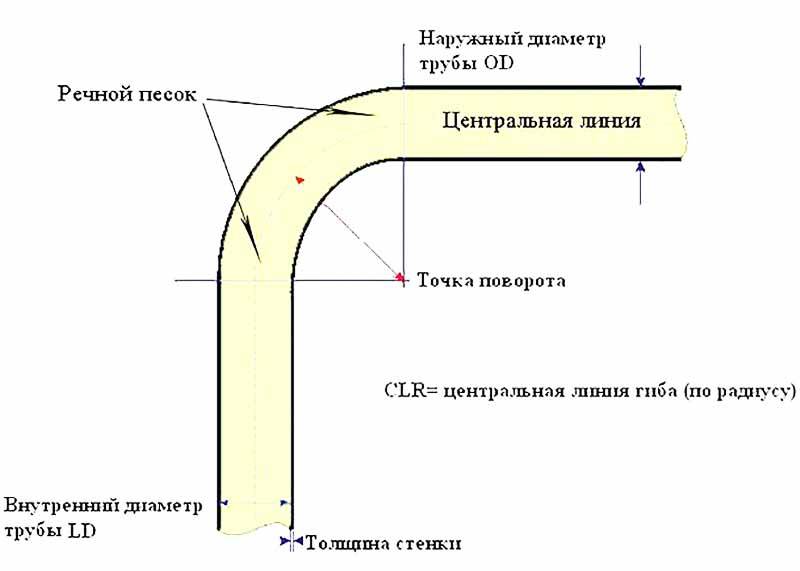
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
Приспособления для сгибания
Как согнуть профильную трубу при помощи трубогиба, вы можете узнать из предложенного видео:
В этом случае очень важно использовать ролики и башмаки для труб профильного, а не круглого сечения. В противном случае вы рискуете деформировать изделие или получите много трещин
Если у вас нет трубогиба, то согнуть профильную трубу можно при помощи гибочного станка, изготовленного своими руками. Конструкция приспособления зависит от размеров сечения трубы:
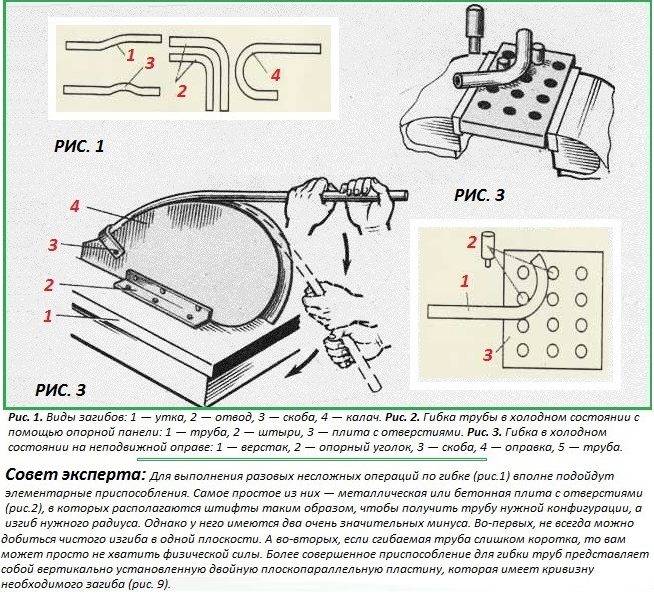
- Если диаметр изделия не более 20 мм, то можно изготовить устройство из металлических штырей, которые закреплены на бетонной или стальной плите. Если трубчатый элемент уложить между штырями, то его можно легко согнуть до нужных размеров. Чтобы можно было регулировать величину изгиба, в плите делается много отверстий, в которые можно переставлять штыри. Таким образом, вы сможете в домашних условиях получить нужную конфигурацию и радиус изгиба заготовки. Однако у этого приспособления есть два недостатка:
- порой очень сложно добиться идеального изгиба в одной плоскости;
- это устройство не подходит для сгибания коротких труб своими руками, поскольку вам просто не хватит физических сил.
- Чтобы аккуратно изогнуть элемент в домашних условиях, лучше изготовить своими руками станок в виде вертикально установленной плоскопараллельной пластины, состоящей из двух частей. Эта пластина должна иметь такую же кривизну, как желаемый радиус изгиба.
- Для сгибания своими руками труб диаметром больше 20 мм изготавливается более сложный станок. Для этого вам понадобится пара роликов с пазом, размер которого совпадает с габаритами сечения прокатной заготовки. Ролики фиксируются на прочном основании. Диаметр ролика должен совпадать с желаемым радиусом изгиба. Для гнутья в домашних условиях труба устанавливается между роликами. Один её конец фиксируется. Второй конец прикрепляется к лебёдке. Затем изделие при помощи лебёдки протаскивают через ролики до тех пор, пока не получат нужный радиус изгиба.
Также чтобы правильно согнуть профильную трубу, вы можете изготовить трубогиб своими руками. Процесс изготовления трубогиба в домашних условиях можно разделить на несколько этапов:
- Изготавливаем валы, на которых потом фиксируем подшипники и шестерни. При этом последний элемент крепится через шпонку. Подшипники рекомендуется покупать в комплекте с опорными элементами.
- Основание для станка можно сварить из подходящих стальных деталей. Затем к основанию необходимо прикрутить прижимной вал.
- После этого приваривают пружинные гайки, а также площадку под них.
- В нижней части прикручиваются опорные валы.
- Устанавливается натяжная цепь.
- Завершающим этапом станет изготовление и крепление рукоятки к валу. Для этих целей лучше использовать вращающуюся ручку, поскольку она облегчит процесс сгибания.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
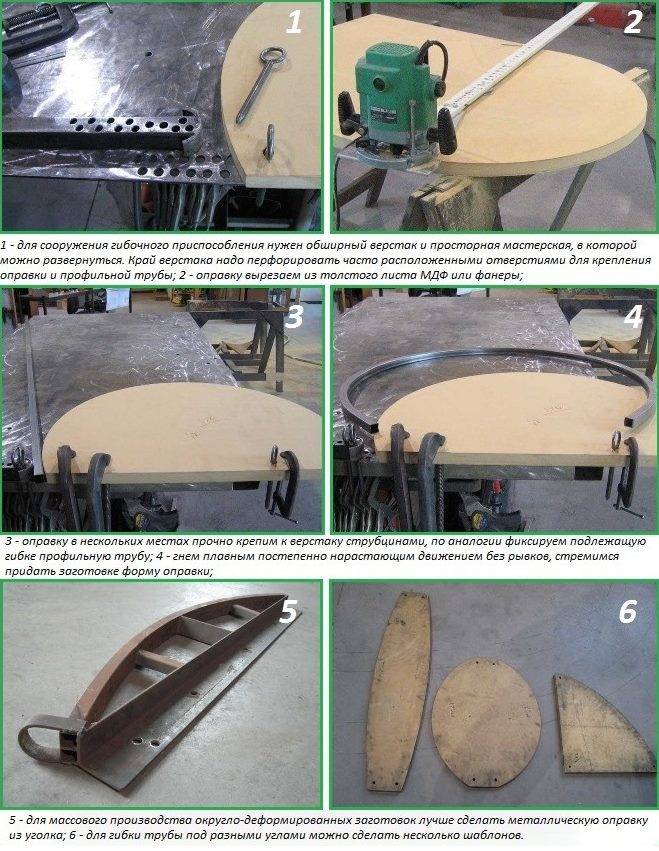
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.








Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
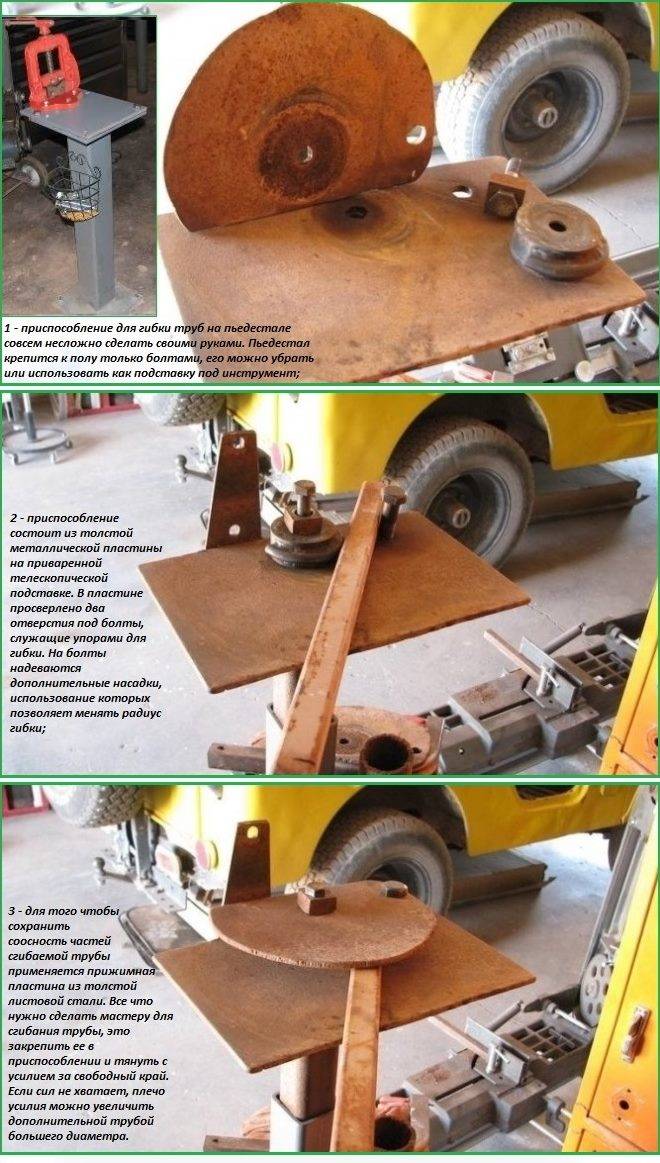
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
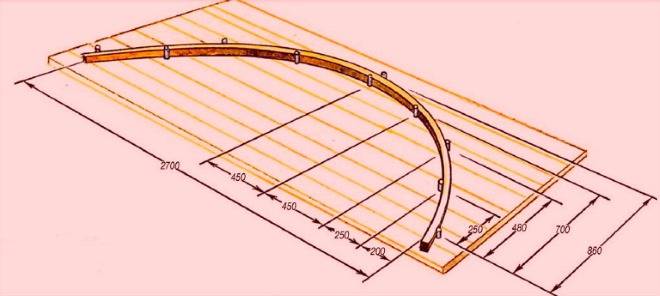
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
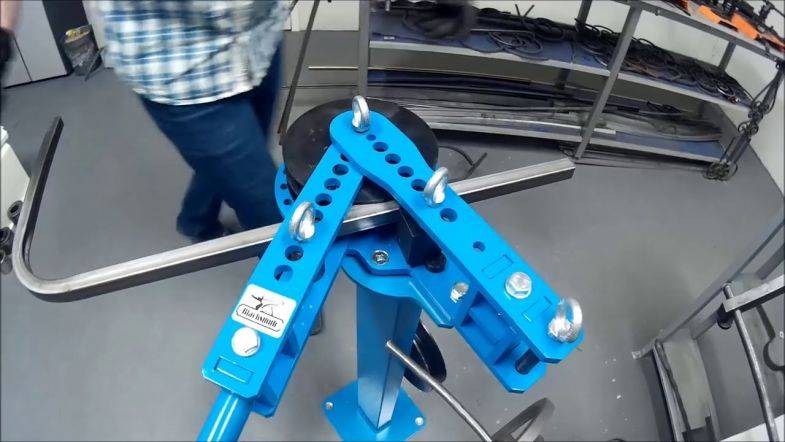
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Заключение
В данной статье систематизированы и рассмотрены наиболее распространённые конструкции трубогибов, преимущественно – с ручным приводом. Все они могут быть изготовлены с применением недефицитных материалов, узлов и инструментов, имеющихся в распоряжении домашних мастеров. Не претендуя на полное освещение вопроса, ждём от пользователей новых эффективных конструкций данных приспособлений.
Источники
- https://gidropnevm.ru/gidravlicheskij-instrument/ostalnoj-instrument/vse-varianty-trubogibov-sdelannyh-svoimi-rukami
- https://svoimirykami.info/kak-sdelat-trubogib-svoimi-rukami/
- https://TrubaNet.ru/instrumenty-dlya-trub/kak-izgotovit-trubogib-svoimi-rukami.html
- https://tehnikaportal.ru/kak-sdelat-trubogib-svoimi-rukami/
- http://met-all.org/oborudovanie/prochee/trubogib-svoimi-rukami.html
- https://trubarik.ru/montazh/trubogib-svoimi-rukami-samodelnyj
- https://svoimirykamiinfo.ru/trubogib-svoimi-rukami/
- https://trubypro.ru/kak-razrezat/trubogib-dlya-krugloy-truby.html
- https://metalloy.ru/stanki/trubogib-dlya-krugloj-truby





