

Виды фитингов для металлопластика
Для создания водопровода или отопительной разводки требуются различные фитинги. Хорошо то, что сейчас в магазине можно приобрести соединительные элементы любой конфигурации и ничего не нужно придумывать самому. Обычно фурнитуру покупают вместе с трубами, чтобы совпал диаметр. Рассмотрим, какие фитинги могут пригодиться.
Классификация арматуры по назначению
От назначения детали зависит ее форма (прямая, угловая, крестообразная). Основные виды рассмотрим на примере продукции VALTEC, которую часто предпочитают другим маркам по причине удачного соотношения цена/качество:
Кроме перечисленных элементов используют заглушки, штуцеры, переходники на трубы другого диаметра, водные розетки.
Чтобы узнать, какие именно фитинги потребуются для сборки коммуникаций, необходимо составить общую схему и посчитать количество соединений, углов, пересечений и т.д.
Классификация по способу соединения
Часто можно встретить классификацию, при которой фурнитуру для металлопластиковых труб делят на три группы: резьбовую, компрессионную, пресс-фитинги. Это неверное деление, так как резьбовой вид предполагает наличие фабричной или самостоятельно сделанной внутренней или наружной резьбы на трубе и на фитинге.
Металлопластиковые трубы, в отличие от металлических, не нарезают на концах перед обжимом, поэтому правильно рассматривать две категории фитингов:
- компрессионные (цанговые, обжимные);
- пресс-фитинги.
Разновидность детали выбирают в зависимости от схемы монтажа и потребности в монолитной или сборной разводке.
Вариант #1 – компрессионные фитинги
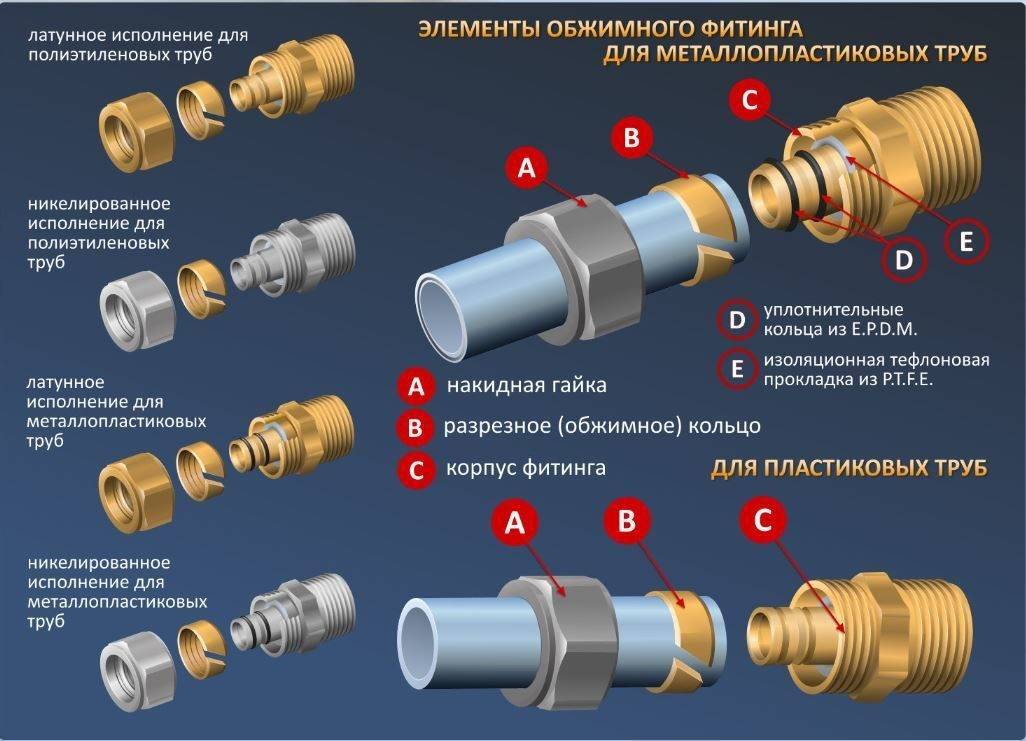
Обжимное соединение используется довольно часто, особенно на открытых участках трубопровода. Процесс проведения обжима следующий. При закручивании накидной гайки (надетой на трубу с наружной стороны) разрезное кольцо (цанга) давит на внешнюю поверхность трубы, вследствие чего внутренняя поверхность трубы плотно прижимается к штуцеру. В результате образуется условно-разъемное соединение, прочное, но требующее время от времени подтяжки.
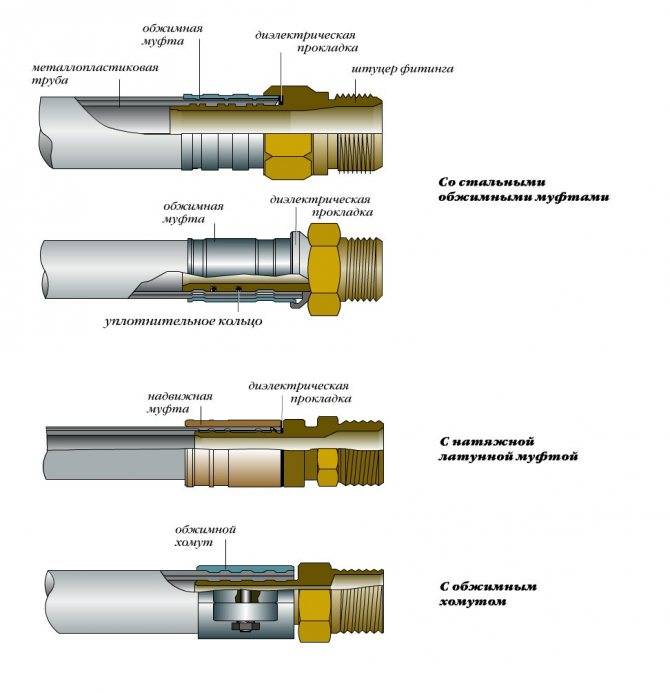
Стоит знать, что существуют две разновидности обжимных фитингов:
- С интегрированным штуцером. Штуцер и корпус представляют собой неделимую деталь. При обжиме штуцер вставляют внутрь трубы, корпус остается снаружи. Корпус обычно производят из латуни, иногда никелируют.
- С резьбовым адаптером. Отличается вставным типом штуцера. Имеет конкретное назначение – выступают в роли оконечных соединителей при монтаже радиаторов, коллекторов, арматуры для труб.
Размеры адаптеров зависят от диаметра и толщины станки трубы. Также адаптеры различаются размерами и формой обжимной гайки, формой уплотнения (плоского или конусного).
Для обжима не нужен специальный инструмент. Обычно используют рожковые или разводные ключи.
Вариант #2 – пресс-фитинги
Соединительные элементы второго типа отличаются от компрессионных аналогов по конструкции и результату обжима.
Идеальным материалом корпуса признана латунь, однако некоторые производители используют и бронзу. Оба материала хорошо служат без дополнительного покрытия, но луженые и никелированные детали также очень популярны. Наряду с латунью применяют полимеры PPSU и PVDF – более дешевые, прочные и не подверженные коррозии.
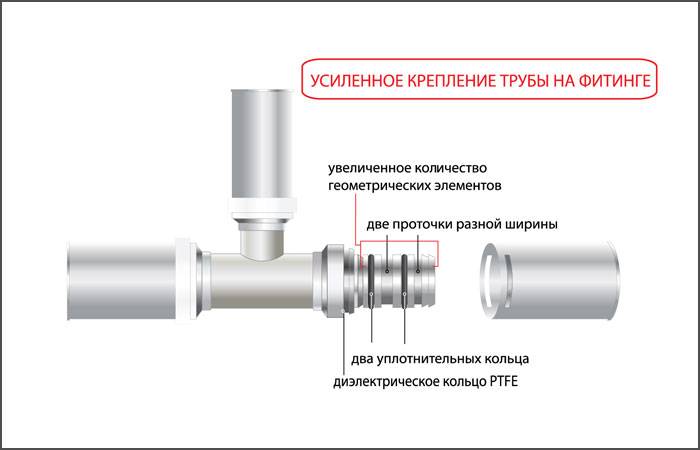
Лучший материал для пресс-гильзы – нержавейка AISI 304. Она прочнее и стабильнее алюминия, который используют гораздо реже. Некоторые гильзы имеют ревизионные смотровые отверстия, необходимые для контроля опрессовки.
Уплотнительные кольца (прокладки) изготавливают из EPDM или NBR. Варианты с двумя уплотнениями встречаются чаще, чем с одним.
Пластиковые упорные кольца находятся между гильзой и корпусом. Они предохраняют металлические части от электротехнических повреждений. Некоторые производители окрашивают пластик в разные цвета, чтобы было легче определить диаметр. Иногда на кольца снабжены небольшим выступом для точной установки обжимного инструмента.
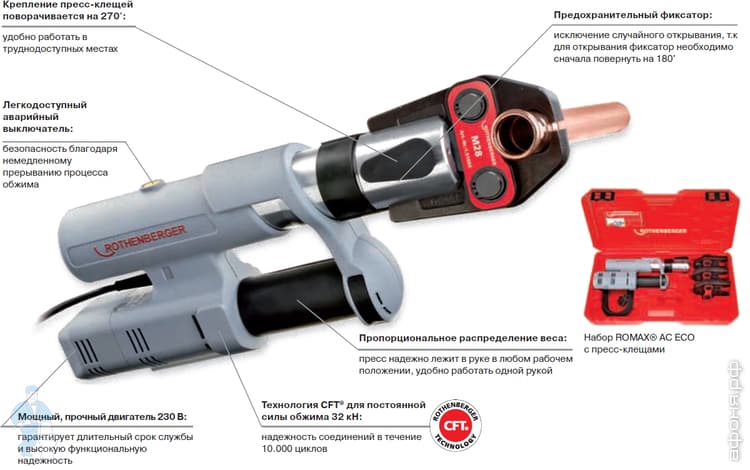
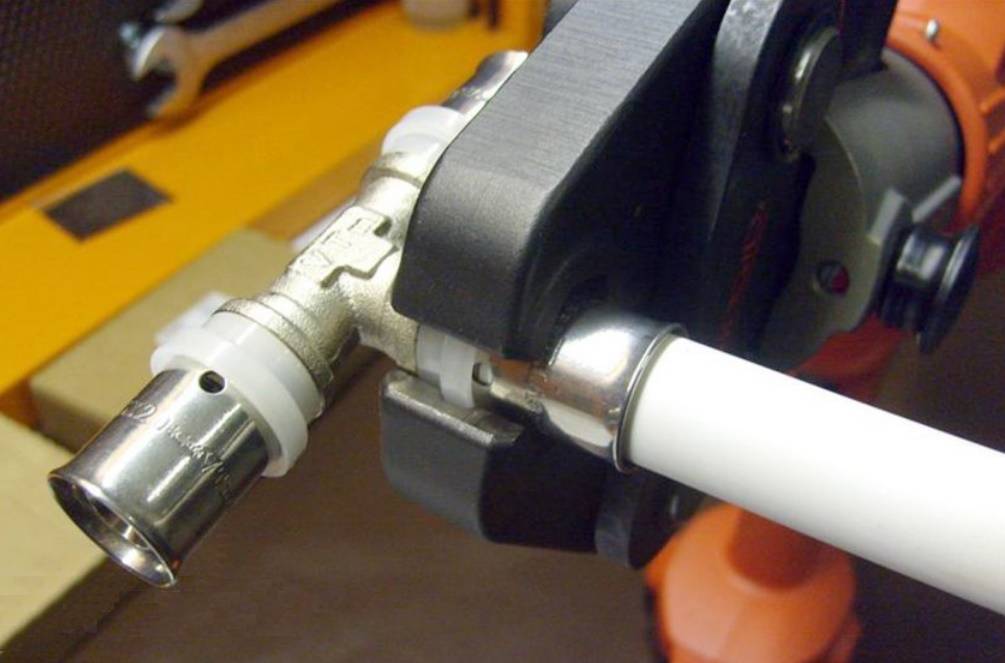
Установка пресс-фитингов выполняется при помощи специального инструмента – пресс-клещей. Любители обычно используют ручную модификацию, профессионалам удобнее работать с гидравлическими и электромеханическими приборами, упрощающими процесс обжима.
Уплотнительные кольца на фитингах разных производителей расположены в разных местах. В процессе обжима инструмент максимально плотно прижимает гильзу, и расположение колец при этом играет важнейшую роль. По этой причине настоятельно рекомендуется использовать пресс-фитинги и опрессовочный инструмент одного производителя, иначе технология соединения будет нарушена.
Исключение составляет продукция компаний, которые предусмотрительно производят универсальные системы.
Порядок выполнения опрессовки
Компрессия, которая создана в напорной линии, подаётся в линию возврата или слива. Поскольку в линии нагнетания оно будет очень высоким по сравнению с линией возврата и слива, линия давления проверяется первой. Для этого изолируют возвратную и сливную магистрали.







Как только линия давления проверена, компрессию труб тестируемой линии постепенно увеличивают, до тех пор, пока не будет достигнуто требуемое значение. Затем опрессовка удерживается в линии в течение требуемого промежутка времени, в течение которого производится проверка на утечки.
Если длительность опрессовки превышает продолжительность рабочей смены, организуется многосменное обслуживание всех компонентов проверяемого контура.
Для гидравлического испытания труб под давлением существует два метода проверки утечек в соединениях — визуальная проверка фланцев и фитингов, а также фиксация результатов при помощи манометра. Компрессия труб возврата и слива проверяется с помощью манометров на коллекторе и на крайнем участке линии нагнетания. Это связано с тем, что линии давления, возврата и слива соединены в единую систему. Таким образом, показания на манометре будут такими же, как и показания опрессовки в обратном трубопроводе.
Если опрессовка труб прошла успешно, то производят сброс компрессии труб в напорной линии при помощи обратных/сливных клапанов в линию дренажа.
Подготовка к процедуре
По правилам опрессовки трубопроводов в первую очередь выполняется визуальный осмотр контролируемого участка трубопровода для того, чтобы убедиться в отсутствии каких-то очевидных дефектов, таких как потеря важных деталей, коррозия и другие. Если такие нарушения обнаружены, следует устранить их перед тем, как приступить к опрессовке. Если во время проверки в системе находится рабочая среда, которая не может использоваться для тестирования трубопровода, участок нужно от нее полностью освободить.
После этого трубы тщательно промываются, чтобы избавиться от ржавчины, окалин, а также органических и неорганических отложений. В некоторых случаях промывка выполняется с помощью специального компрессора, а по итогу выполняется проверка путем осмотра внутренней поверхности трубопровода, часть которого (размером около 0.5 м) предварительно вырезается для изучения.
Если нагнетательное оборудование не оснащено обратным клапаном, блокирующим движение рабочей среды в сторону источника, и манометром, то они устанавливаются отдельно после того, как будут закончены все испытания.
Далее проверяемый участок полностью перекрывается и тщательно герметизируется
Важно полностью отсечь проверяемую ветку от центрального водопровода перед проведением опрессовки посредством перекрытия запорной арматуры с обеих сторон. Если же тестируется канализационный трубопровод, на него устанавливаются деревянные, пластиковые или деревянные заглушки
Опрессовщики, насосы для опрессовки труб
В зависимости от того, насколько мощный насос будет использоваться при выполнении опрессовки, меняется точность результатов и продолжительность работ. Маломощное оборудование будет долго нагнетать нужное давление, так как силы простого опрессовщика не хватает для быстрого заполнения массивного трубопровода нужным объемом жидкости или воздуха, а при наличии в системе негерметичных стыков итоговые результаты будут искажены.
В связи с этим, выбирая насос для проведения опрессовки, следует отталкиваться от объема проверяемой системы. Если нужно проверить домашнюю систему, достаточно использовать нагнетатель, которым будет прокачиваться до двух-трех литров ежеминутно, в то время как проверка теплотрассы предусматривает необходимость использования циркуляционных насосов, с помощью которых обеспечивается движение жидкости внутри трубопровода.
Оптимальный выбор прессов
Приступая к выбору инструмента, предназначенного для работы с трубной продукцией из металлопластика, нужно располагать информацией относительно его максимального диаметра. Основные технические данные, касающиеся модели оборудования, содержатся в паспорте на него. К клещам прилагается комплект вкладышей – при их применении можно обжимать трубы меньшего сечения (прочитайте: «Как сделать обжим металлопластиковых труб – технологии и способы»).
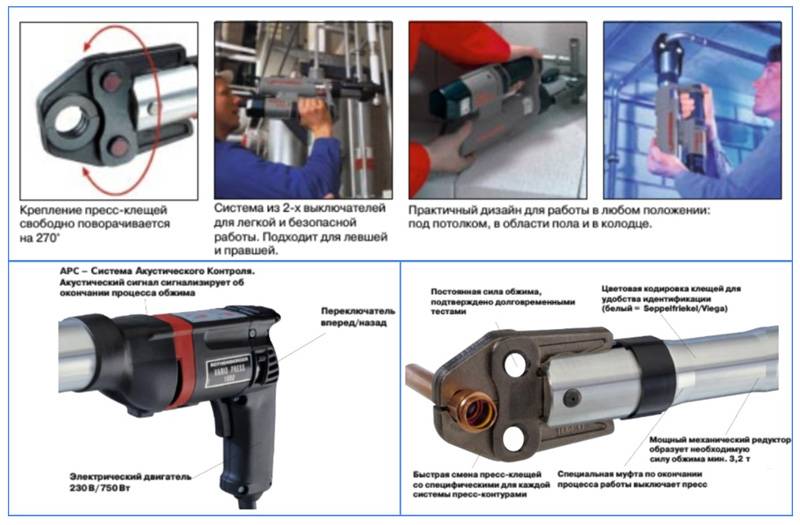
Приобретая инструмент, следует обратить внимание на тип встроенной системы оптимизации и контроля:
- OPS – представляет собой ряд ступенчатых фиксаторов, позволяющих оптимизировать и увеличивать прилагаемые усилия.
- APS – в данном случае нагрузки на гильзу распределяются равномерно. Эта модернизированная конструкция значительно облегчает проведение работ, так как величина приложенных усилий зависит от параметров фитинга.
- APC – процедура обжима при ее наличии будет продолжаться до полной опрессовки гильзы. Система самостоятельно осуществляет контроль над герметичностью соединений.

Обычно ручные прессы рассчитаны на обжим труб, имеющих сечение не более 26 миллиметров. В свою очередь усиленные ручные приспособления механического и гидравлического типа допускается задействовать для изделий диаметром до 32 миллиметров.
Что из себя представляет
Пресс-фитинг – специальное приспособление, служащее неразъемным соединителем металлопластиковых труб, либо конструкций системы с элементами из металла. С помощью таких конструкций возможен быстрый и прочный монтаж системы с применением металлопластиковых труб, состоящих из сшитого полиэтилена, с трубопроводами, смесителями и отопительными приборами.
Подобные пресс-соединения производятся из нержавеющей стали, или же латуни – материала, который возможно деформировать при обжатии, но который, при этом, достаточно прочен по своей структуре для применения в подобных конструкциях.
В зависимости от вида соединений металлопластиковых конструкций, выделяют два основных вида пресс-фитингов:
- Обжимные. Используются для укрепления разъемного вида соединений коммуникаций из металлопластика. В этом случае у пресс-фитинга имеется накидная гайка, которая служит прессом. Такой вид деталей ещё называется компрессионным.
- Надвижные. Используются для укрепления неразъемных соединений. У таких деталей нет резьбы, а вместо гайки прессом служит гильза. В результате установки на гильзу оказывается деформационное воздействие. В последующем она больше не обретает свою изначальную форму.
Обжимной фитинг
Спросом на рынке пользуются также пресс-фитинги из алюминия, но они непригодны для соединения металлопластиковых изделий ввиду того, что алюминиевые детали слишком мягки для того, чтобы обжимать трубу с достаточной силой.







Как ухаживать за пресс-клещами?
Чтоб инструмент надежно служил в течение длительного времени, за ним нужно ухаживать. После эксплуатации необходимо очистить металлическую головку специальным средством, а потом обработать винт, обжимающие детали насадки смазкой.
Хранить прибор рекомендуется в сухом месте, предварительно упаковав в чехол или специальную коробку, обычно продающиеся вместе с инструментом.
Регулярный, полноценный, качественный уход и правильное хранение продлят надолго «жизнь» инструменту и обеспечат его безупречную работоспособность
Электрические и гидравлические агрегаты несколько сложнее в уходе и требуют профессионального обслуживания. Как поддерживать их в порядке, можно узнать из паспорта, прилагающегося к оборудованию.
Кроме пресс-клещей в сборке трубопровода из металлопластика обязательно потребуется труборез, особенности выбора и применения которого приведены здесь. Рекомендуем ознакомиться с весьма полезной информацией.
Задачи опрессовки отопления в доме
Независимо от схемного решения при устройстве отопительных систем (централизованных или децентрализованных), требованиями СНиП предусматривается техническая подготовка таких систем к вводу в действие.
Сюда входит целый перечень работ, выполняемых на этапе перед сдачей обогревающего оборудования в эксплуатацию, а также работы, которые необходимо выполнять уже на стадии обслуживания.
Галерея изображений
Фото из
Опрессовку системы отопления выполняют для того, чтобы убедиться в надежности соединений и работоспособности коммуникаций
В период проведения монтажных работ опрессовку автономной сети проводят дважды. Предварительно, чтобы выявить дефекты монтажа, окончательно, чтобы убедиться в нормальном функционировании
После выполнения промывки системы, особенно в случаях, требующих отсоединения приборов и замены арматуры, также производится опрессовка
Параметры давления в системе водяного отопления во время проведения испытаний должны превышать рабочие данные на 0,1 мПа. Значение давления в самой низкой точке тестируемого контура во всех случаях должно быть не менее 0,3 мПа
Перед производством опрессовки трубопровода необходимо отключить котел и расширительный бачок
Если опрессовка проводится гидравлическим методом из системы должен быть выпущен весь воздух
Отопительный контур считают успешно прошедшим опрессовку, если показания манометра за 5 минут наблюдения не упадут более чем на 0,02 мПа
По завершению опрессовки системы проверяют на реальный тепловой эффект, отопительные приборы регулируют согласно потребностям владельцев дома
Задачи проведения опрессовки отопления
Этапы опрессовки при сооружении сети
Опрессовка после выполнения промывки
Значения давления при испытаниях
Правила подготовки к опрессовке
Испытания коллекторной системы
Признаки удачно сделанной опрессовки
Работы после успешной опрессовки
Одним из главных требований ввода в эксплуатацию и обслуживания контура водяного отопления, используемого в частном или муниципальном доме, является опрессовка. Согласно правилам и требованиям по узлам санитарно-технических систем, испытанию на прочность подлежат все элементы схем отопительных систем.
Кроме предстартовых испытаний гидравлическую или пневматическую проверку традиционно выполняют:
- перед каждым новым отопительным сезоном с целью выявления мест разгерметизации и ослабленных участков;
- после проведения ремонтных операций и замены оборудования, арматуры, прокладок и пр. элементов.
Кроме основной задачи, заключающейся в определении участков и точек, способных пропускать теплоноситель, опрессовка помогает освободить контур от нерастворимых частиц, забивающих трубопровод.
По завершении монтажа систему отопления дважды проверяют путем проведения опрессовки. Первый раз выполняется для выявления разгерметизации соединений и прочих дефектов. Второй раз опрессовывают для того, чтобы убедиться в полноценной работоспособности контура







Опрессовку вполне по силам выполнить владельцу жилья собственными руками. Каких-то сложных действий процесс испытаний давлением воды или воздуха не предусматривает, также как и нет надобности в приобретении дорогостоящих технологичных инструментов и оборудования.
Для проверки герметичности системы гидростатическим методом потребуется:
- заполнить контур теплоносителем (водой) с температурой 5-50 градусов;
- подключить к системе водяной насос (электрический или ручной);
- установить в схему отопления измерительные приборы (манометры) с граничным верхним давлением вдвое выше рабочего давления.
Применяется также опрессовка контура отопления без воды – пневматическая проверка системы давлением воздуха (манометрический метод). Этот вариант имеет свои особенности и часто используется для испытаний отдельных компонентов схемы отопления, таких как радиаторы, отопительные панели, теплообменники и т.п.
Насос для выполнения гидравлических испытаний – ручная конструкция. Такой инструмент можно считать наиболее оптимальным для использования в домашнем хозяйстве, когда приходит время опрессовки отопительной системы
Советы по выполнению опрессовки металлопластиковых труб
Металлопластиковые трубы всё чаще подаются удачной альтернативой традиционным стальным трубам. Высокий уровень популярности они получили в сантехнической сфере. Так, на базе пластиковых труб, усиленных армированным слоем, создаются водопроводные сети под давлением.
Для таких условий эксплуатации опрессовка металлопластиковых труб видится неотъёмлемой частью монтажа. Но, как выясняется с учётом новых технологий, опрессовка опрессовке рознь.
- Опрессовка: понятие в широком смысле
- Способы опрессовки металопластика
- Вариант #1: гидравлический
- Вариант #2: пневматический
- Опрессовка как способ соединения
- Как опрессовать металлопластиковую трубу
- Преимущества и недостатки обжима
- Выводы и полезное видео по теме
Меры безопасности при опрессовке трубопроводов
Основные требования безопасности заключаются в ограничении величины испытательного давления. Если оно будет завышено, некоторые элементы могут быть разрушены. Чтобы застраховаться от подобно неприятности, лучше воспользоваться опрессовщиком со специальным ограничителем.
- протяженность (внутренний объем) системы;
- возраст системы и состояние входящих в ее состав элементов (количество ржавчины и грязе-солевого налета);
- тип используемого оборудования.
Цены у различных исполнителей даже в пределах одного города могут отличаться в 2 – 3 раза. Дешевле всего берут за свои услуги частные бригады и мастера.
В среднем за промывку и опрессовку отопительной системы здания площадью 400 кв. м (двухэтажное) исполнители берут от 7 до 15 тыс. руб. Как показала практика, при умении торговаться можно договориться о выполнении этого объема работ за 4 – 5 тыс. руб. Работа будет выполнена за 1 – 2 дня.
Та же работа в здании на 5 тыс. кв. м (5 этажей) будет стоить от 30 до 80 тыс. руб.
Некоторые исполнители указывают цены в пересчете на единицу объема (150 – 250 руб./куб. м) или времени (500 – 1000 руб./час).
Если вы хотите установить умывальник самостоятельно, обязательно позаботьтесь о подключении гидрозатвора. Гидрозатвор для канализации: разновидности, назначение и особенности монтажа.
О разновидностях антисептиков для выгребных ям вы узнаете в этом обзоре.
Разновидности
Сегодня, на рынке представлено большое разнообразие пресс-фитинговых соединений для металлопластиковых, из сшитого полиэтилена, стальных и медных труб.
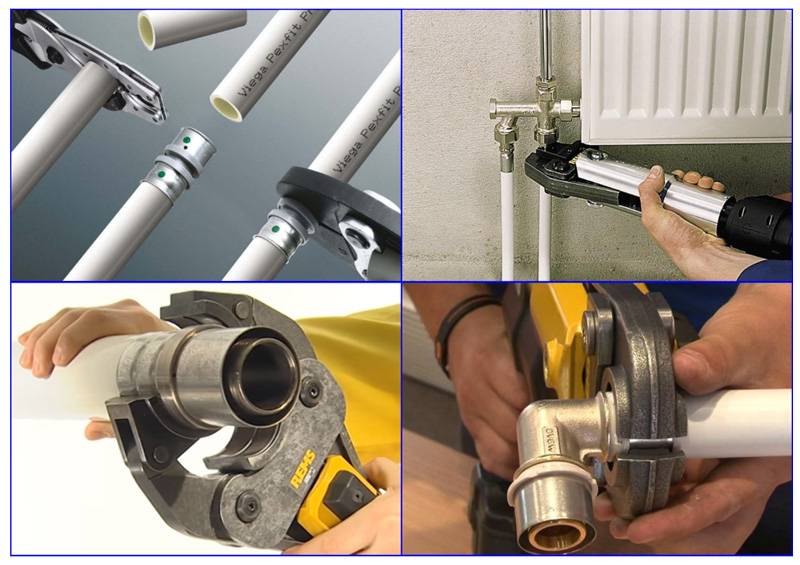
Неразъемные. Установка такого вида фитингов предполагает использование гидравлической пресс-машины с микропроцессорным управлением. Ручной аналог этого устройства — пресс-клещи.
Соединение металлопластиковых труб при помощи неразъемных пресс-фитингов
В свою очередь неразъемные пресс-фитинги подразделяются на следующие виды:
- тройники;
- уголки;
- соединительные муфты.
Используя любую из этих деталей, можно соединить два участка, например, металлопластиковых труб. На выходе вы получите прочное соединение.
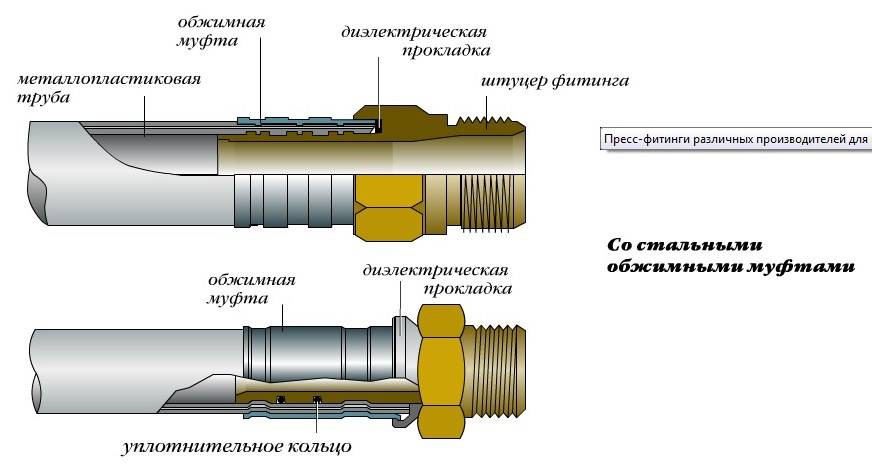
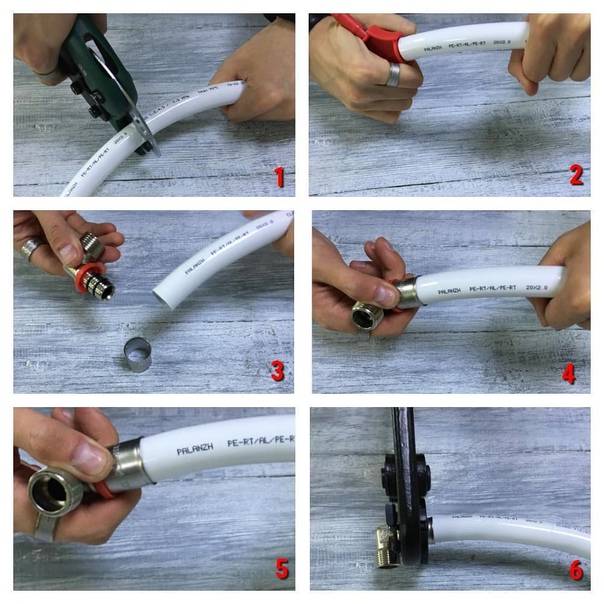
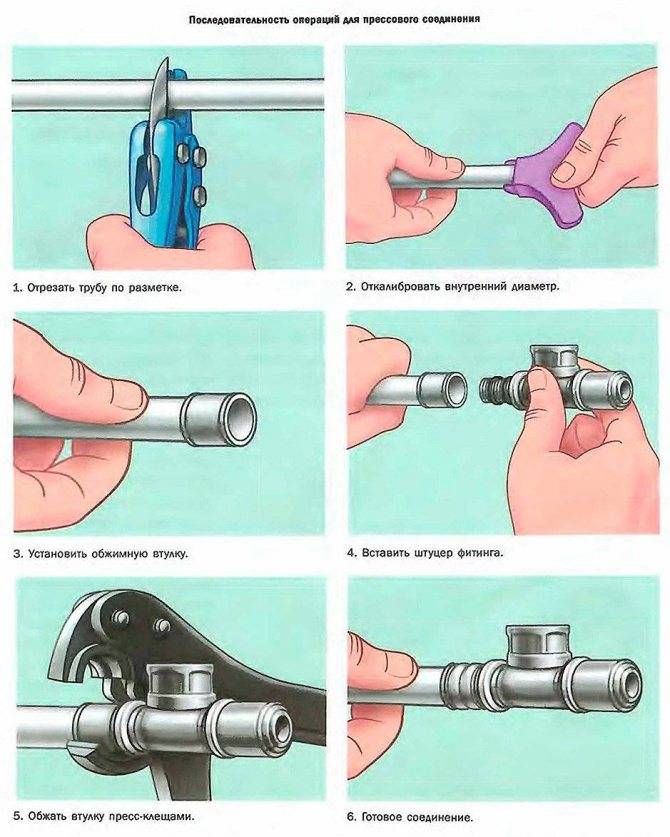
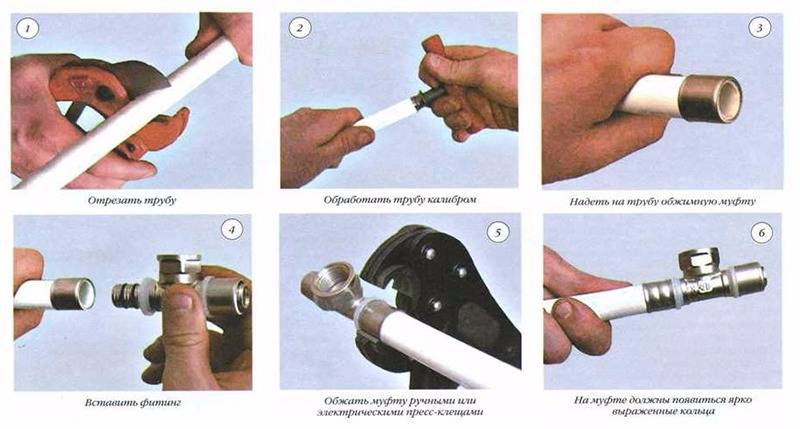
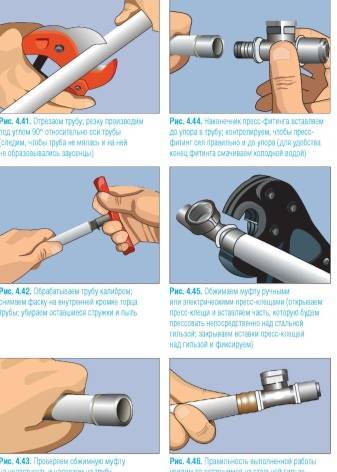
Процесс установки пресс фитингов заключается в последовательности следующих этапов:
- изначально нужно обработать торцы трубы;
- затем на одно ее окончание надеть обжимную муфту;
- вставить штуцер;
- и заключительный этап: посредством специального инструмента нужно обжать муфту.
Компрессионные. Главное достоинство таких фитингов заключается в простом монтаже. К тому же подобные соединения получаются очень надежными и прочными. После демонтажа компрессионные пресс-фитинги можно использовать еще неоднократно.
Фитинги, принадлежащие к этому, виду сконструированы из: штуцера, обжимного кольца, накидной гайки.
Компрессионный пресс-фитинг для медных труб LUXOR TR 91/AC 15 мм
Монтаж компрессионных пресс-фитингов:
- Сначала вы должны определиться с длиной трубы. Для этого требуется замерить участок, где она будет располагаться, и к полученному значению прибавить 10 см и отрезать трубу.
- После надо обработать трубы калибратором. Таким способом вы подготовите края трубы для установки фитинга.
- На трубу надеваются разрезанные кольца и гайки.
- После этого штуцер надо смазать силиконовым материалом для того, чтобы надеть трубу.
- И последний штрих — закрутить гайку и подтянуть ее гаечным ключом.
В случае поломки компрессионные фитинги не обязательно менять полностью — достаточно достать износившуюся часть устройства и установить новую.
Аксиальный фитинг с надвижной гильзой PRO AQUA для соединения труб РЕ-Х и PE-RT
Цанговые. Такой вид соединений — самый дорогостоящий. Высокая цена объясняется тем, что сборку и разборку соединения можно осуществлять сколько угодно раз. Цанговые фитинги используют для обустройства системы отопления, подачи как горячей, так и холодной воды. Состоят они не только из резьбы, но и специального уплотнительного кольца — цанги, благодаря которому обеспечивается герметичность соединения двух труб.









Строение цангового фитинга: обжимное кольцо, основная часть, которая сделана из латуни, уплотнительная резиновая прокладка.
Устройство цангового пресс-фитинга
К разъемным цанговым соединениям относятся: крестовины, переходники, тройники и другие детали.
Стоит отметить, что в качестве тройников могут выступать не только цанговые, но и обжимные фитинги. Используя подобные соединения в системе можно выполнять любое ответвление. По способу изготовления они могут быть обычными и комбинированными. Вторые, в свою очередь, подразделяются на изделия с: наружной резьбой, внутренней резьбой, накидной гайкой.
Крестовина похожа на тройник. При помощи его на одном трубопроводе можно создавать сразу две ветки.
Монтаж цанговых пресс-фитингов:
- делается предварительная разметка мест установки деталей на трубах;
- при помощи трубореза или специальных ножниц надо отрезать необходимую длину трубы, ее края надо очистить от неровностей и заусенец;
- далее снимается кольцо и гайка из фитинга и надеваются на подготовленную часть трубы;
- на штуцер фитинга устанавливается труба, затем она выравнивается, а обжимное кольцо возвращается на свое место;
- вручную закручиваются гайки, а после затягиваются ключом.
Как опрессовывать систему отопления в многоквартирных домах
В таких зданиях испытания проводят работники специальных служб с помощью необходимого оборудования, после завершения которых составляется акт опрессовки должной формы.
Перед началом гидравлических испытаний выполняют подготовительные работы:
- сначала визуально осматривается состояние узла подачи, стояков, магистральных труб и других элементов отопительной системы;
- проверяется наличие и целостность теплоизоляции на тепловых магистралях.
Перед опрессовкой обязательно промывают систему отопления, если она эксплуатировалась больше 5 лет. Для этого необходимо слить теплоноситель, который может в ней находиться, и промыть ее специальным раствором. Только после этого приступают к гидравлическим испытаниям, которые проходят следующим образом:
- систему отопления следует заполнить водой;
- при помощи ручного или электрического насоса создают в ней избыточное давление;
- с помощью манометра определяют, держится давление или нет, и длиться это должно около 15–30 минут;
- если давление не спадает в течение этого времени, значит, с герметизацией все в порядке, утечек никаких нет и все элементы хорошо выдерживают давление;
- если давление вдруг упало, то необходимо проверить все элементы (радиаторы, трубы, дополнительное оборудование, соединение) на предмет утечки воды;
- как только место утечки будет определено, осуществляют его герметизацию или заменяют элементы (участок трубы, запорную арматуру, соединительный фитинг, радиаторы и др.) и повторяют гидравлические испытания.
В каких случаях производят опрессовку систем отопления
Поскольку испытание на герметичность выполняется в трубопроводах для определения целостности в системе, то оно определяет способность трубопровода прокачивать теплоноситель без потерь, от чего зависит правильный температурный режим каждой квартиры в холодную пору года.
Согласно СНиП 41-01-2003 и СНиП 3.05.01-85 проверку систем отопления на целостность выполняют:
- Перед сдачей дома в эксплуатацию;
- За месяц до начала отопительного сезона (раз в два-три года).
 В ходе таких проверок устанавливают не только соответствие трубы правилам её эксплуатации, но и контролируют степень её изношенности. Так, труба отопительной системы должна быть изготовлена из стали, которая отвечает техническим требованиям ГОСТ 3262-75, а на поверхности изделия не должно быть трещин, закатов или вздутий. Прорыв труб в квартире легче предупредить, чем устранить.
В ходе таких проверок устанавливают не только соответствие трубы правилам её эксплуатации, но и контролируют степень её изношенности. Так, труба отопительной системы должна быть изготовлена из стали, которая отвечает техническим требованиям ГОСТ 3262-75, а на поверхности изделия не должно быть трещин, закатов или вздутий. Прорыв труб в квартире легче предупредить, чем устранить.
Смета затрат на такие работы предусматривается на каждый календарный год. Колебания уровня расценок на опрессовку труб для частных домов учитывают сложность прокладки магистрали, наличие гидросопротивлений и номинальное давление теплоносителя, требуемое для данной климатической зоны.
Эксплуатационные характеристики труб из металлополимеров
Под металлополимерными сантехническими трубами ГОСТ Р 53630-2015 подразумевает изделия, которые сшиты двумя или более чередующимися слоями разнородных материалов – пластика (полиэтилена или полипропилена) и металла (чаще всего – алюминия).
Такие трубы подразделяются на два класса – воспринимающие или не воспринимающие динамические нагрузки.
Во втором случае эксплуатационные параметры определяют по техническим требованиям ГОСТ 32415-2013.
К таким параметрам относятся:
- Номинальное давление, на которое рассчитан трубопровод;
- Наименьшая длительная прочность;
- Гидростатическое напряжение в стенке трубы.
Соответственно данным показателям рассчитываются значения предельного отклонения и овальности стенок трубопровода, которые приводятся в ГОСТ 32415-2013.
По указанным показателям подбирают исполнение и материал трубопроводной арматуры – фитингов компрессионного или прессового типов.
Работоспособность металлопластиковых труб устанавливается в зависимости от их эксплуатационного класса:
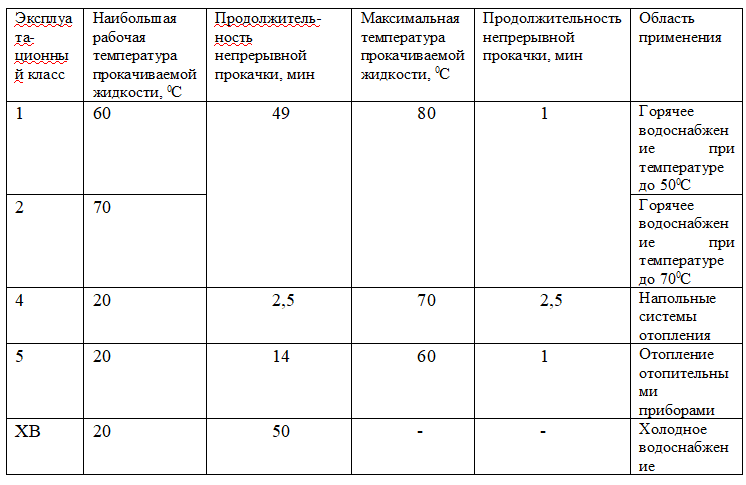
Соответственно вышеуказанных нормативных данных определяют усилие обжима, принимают технологию и инструмент для опрессовки труб .
Особенность выполнения работ с пресс-клещами
Имеется определенные места, в которых использовать пресс для пластиковых труб неудобно: под подвесными потолками, фальшполами, в месте расположения штробы, короба. По этой причине мастера рекомендуют использовать пресс-пистолет. Эту разновидность обжимного инструмента можно вращать вокруг мест стыка, работая одной рукой.
Важно, чтобы обжатие фитинга пресс-клещами осуществлялось за один раз. Не допускается повторное выполнение данного действия.









Чтобы соединение получилось качественным, торцы труб из металлопластика следует хорошо зачищать. Несмотря на отсутствие резьбы внутри фитинга, при его установке нужно сделать пару вращательных движений. При выполнении работы ручными клещами, не следует допускать резких деформаций.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
- В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку. Но испытание продолжают еще 2 часа
И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2)
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU





