

Внешние температуры
Паяя изделия из полипропилена надо следить за внешними температурами:
- Если температура за окном меньше пяти градусов, значит устанавливать трубы нельзя;
- Если температура меньше пятнадцати градусов, значит нельзя ронять и трясти трубу. В противном случае она деформируется/развалится;
- Помещение предварительно прогревается/проветривается. Лучший вариант – 10 градусов;
- Рекомендуется использовать обогреватель, чтобы поддерживать одну температуру по ходу пайки;
Подробную информацию изготовитель пишет в инструкции по эксплуатации изделия. Показываются временные нормы, температуры, дополнительные требования.
Какие ошибки можно допустить, монтируя трубы из полипропилена
В тех местах, где водопровод доходит до водоразбора, трубы должны заканчиваться муфтами, имеющими резьбу наружного типа. Данное правило не действует лишь в ситуации, когда к водопроводу необходимо присоединить смеситель для ванной. В этом месте нужны муфты с внутренней резьбой. Если же была допущена ошибка, то придётся её исправлять, купив футорку.
В процессе соединения труб из полипропилена с фитингами есть время для того, чтобы скорректировать их положение по отношению к дополнительному элементу, то есть фитингу. Однако выделенное время не превышает двух секунд. Если же монтажник слишком увлечётся и будет долго подгонять фитинг по миллиметрам и перпендикуляру, то в результате прочность соединительных швов станет ниже. Поэтому необходимо очень быстро принять решение, которое могло бы исправить неточность.
У вас есть только одна попытка, так как принцип сварки состоит всего из трёх действий: разогреть – вставить трубу – подождать. В том случае, когда соединение получилось очень плохим, лучше всего переделать весь бракованный участок.
Ещё одной ошибкой является перегрев материала при сварке. Во многом сварка полипропиленовых труб соответствует пайке медных труб с использованием припоя, состоящего из свинца и олова: нужно найти оптимальную температуру и временной период воздействия на материал.
Если пластик перегреется, то он изменит свои химические и физические свойства. Кроме этого, при перегреве изменяются размеры подготовленных деталей, а площадь соединения сокращается. Всё это негативно сказывается на надёжности соединения. Но последствия перегрева могут проявиться только со временем.
На надёжность соединений при сварке также влияют оставшаяся вода, грязь на трубах и спешка во время проведения монтажных работ. Поэтому, приступая к монтажу трубопровода, необходимо позаботиться о чистоте, запастись терпением, сосредоточиться и выполнять все монтажные работы тщательно и аккуратно.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.






Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Ошибка #— неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

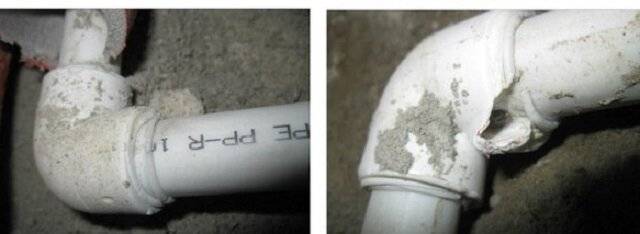
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
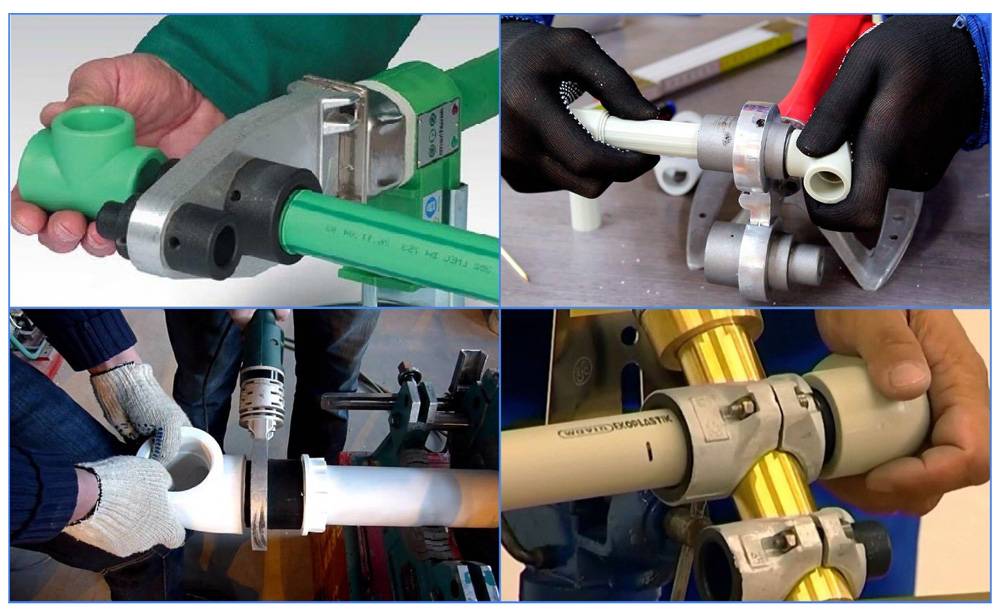
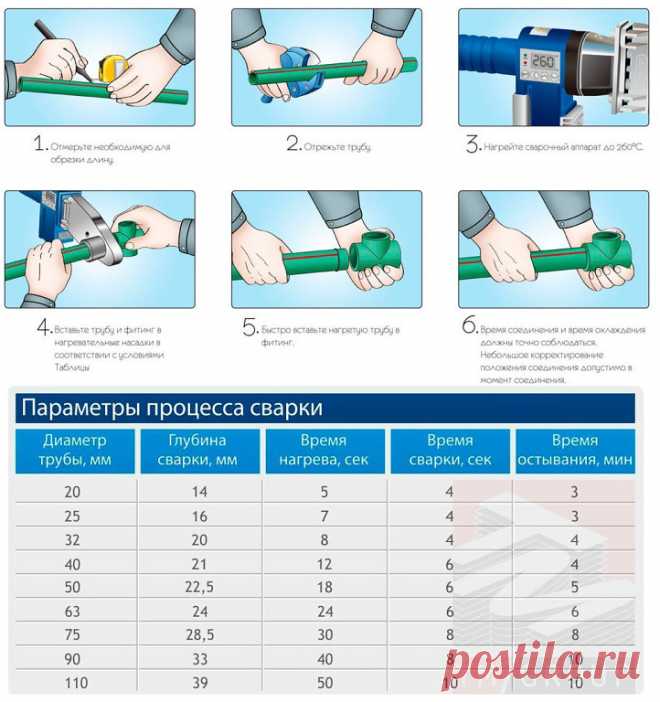
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
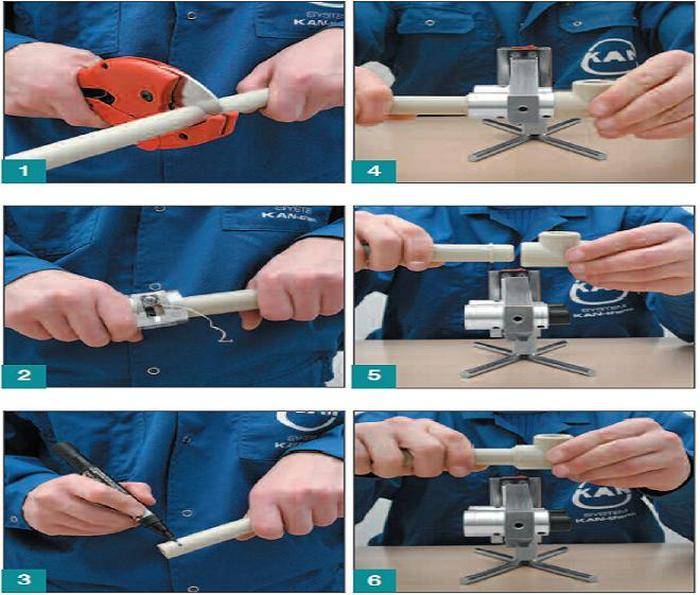
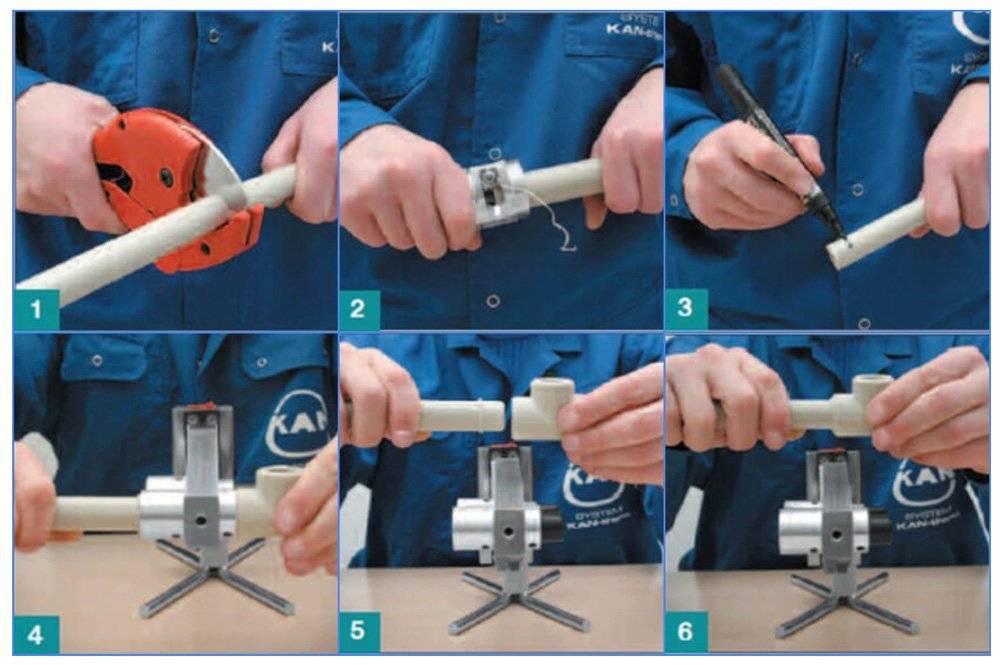
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
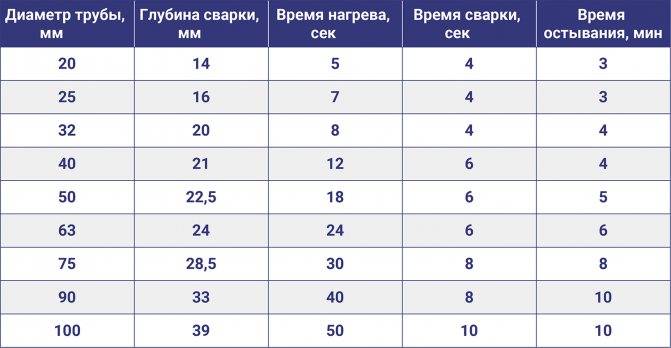
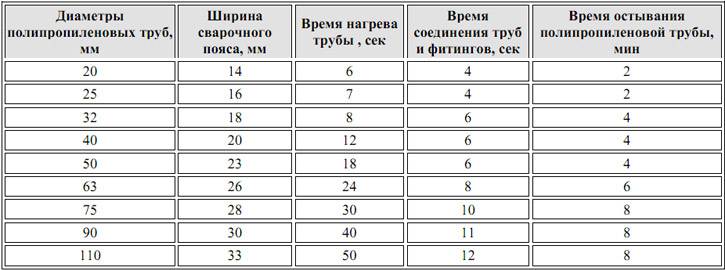
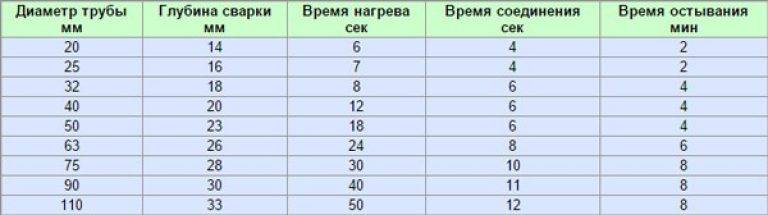
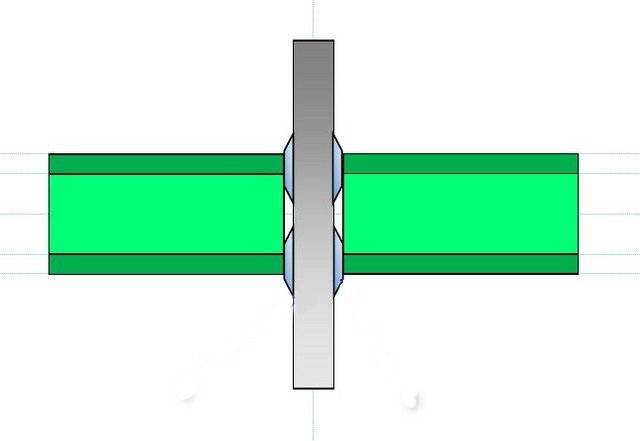
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
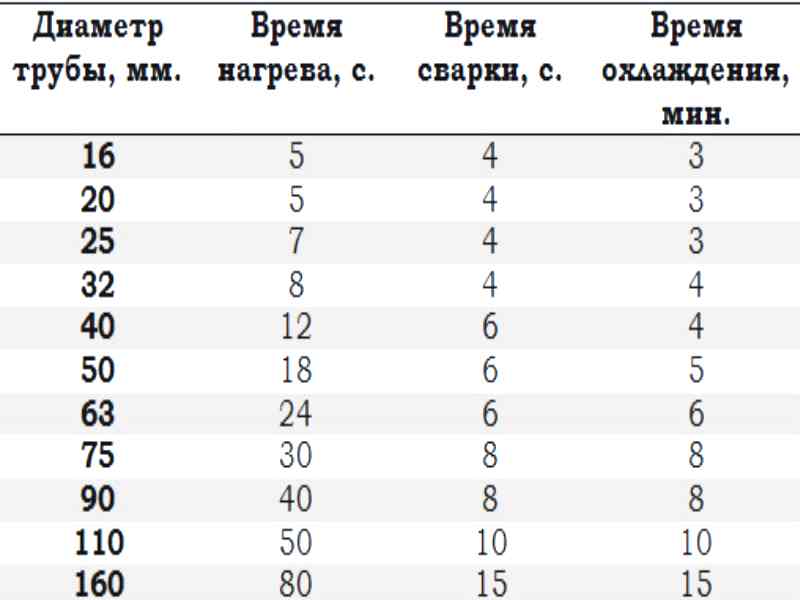
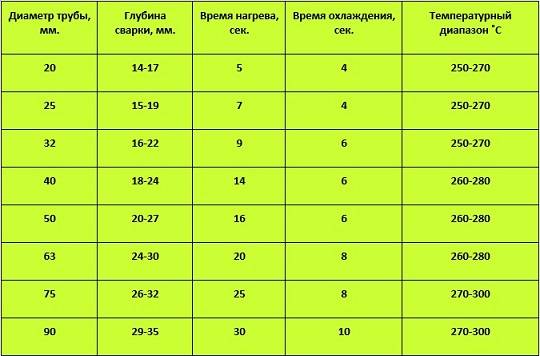
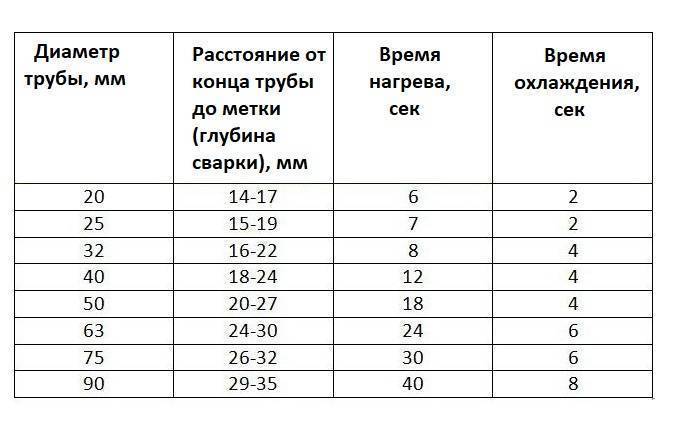
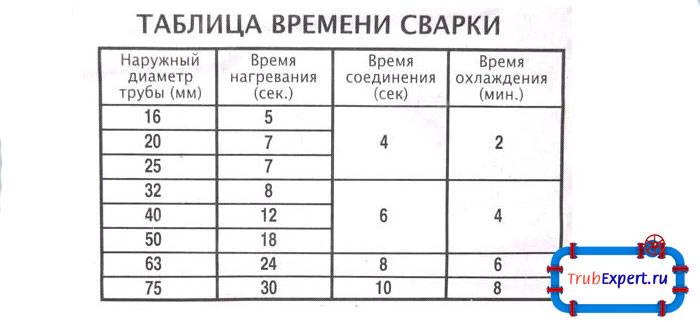
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.






Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.








Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Материалы для пайки труб без паяльника
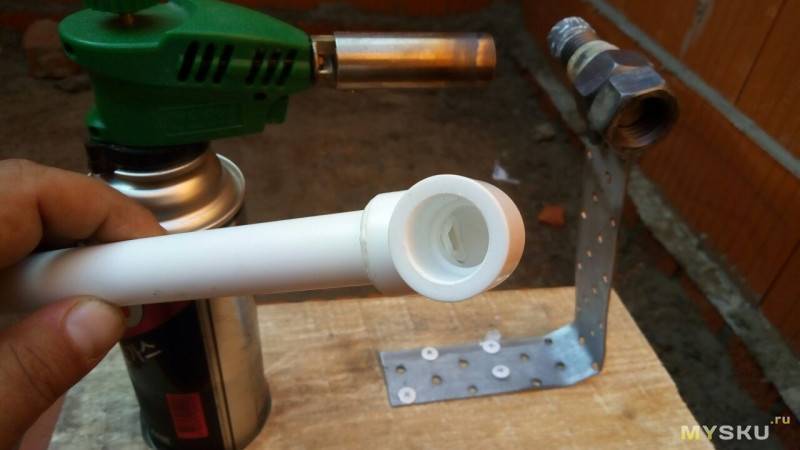
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления
Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Почему и как стоит использовать «холодную сварку»
Особенности «холодной сварки»
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).
- Клей растворяет поверхности соединяемых деталей на одну треть толщины, т.е. осуществляется холодная диффузионная сварка.
- На такой процесс, как пайка труб ПВХ, оказывают влияние различные условия:
- влажность воздуха;
- температура.
- Работы по склеиванию труб можно проводить при широком диапазоне температур воздуха: 5–35°С. Использование морозостойкого клея делает возможным проведение работ при температуре до –17°С. При жаркой погоде склеивание следует производить как можно быстрее, во избежание высыхания клея до завершения монтажа.
Количество соединений, которое можно произвести при помощи 1000 мл клея
- По своим свойствам клей должен быть:
- текучим;
- с однородной консистенцией;
- без посторонних включений.
Емкость с клеем следует плотно закрывать крышкой в перерывах между непосредственным проведением работ, чтобы избежать испарения летучих компонентов.
Технология клеевого соединения труб
Спайка труб ПВХ в раструб производится в несколько этапов:
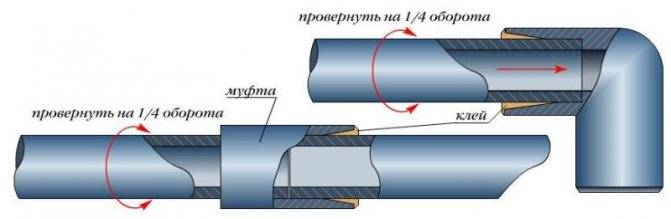
Схема «холодной сварки» труб из ПВХ
- Ровно отрезать необходимый кусок трубы. Для этого могут быть использованы:
- ножовка по металлу, имеющая мелкие зубцы;
- труборез;
- специальные ножницы.
- Снять фаску на конце трубы, соблюдая угол в 15 градусов, используя фаскосниматель. Следует избегать появления заусенцев.
- Очистить раструб фитинга и трубу от грязи и пыли, удалить влагу.
Для эффективной очистки соединяемых деталей можно использовать очиститель для труб ХПВХ. Он хорошо подготовит поверхности для склеивания.







- Нанести клей. Работа производится кистью аккуратно по поверхности трубы и раструба.
- Вставить в раструб трубу сразу же после нанесения клеевого слоя.
- Для того чтобы клей равномерно распределился по склеиваемым поверхностям, повернуть фитинг на 90 градусов относительно трубы.
- Зафиксировать детали на 20–30 секунд. Не производить повторного поворачивания соединенных деталей после их фиксирования! Весь процесс склеивания должен быть закончен в течение 1 минуты.

Время выдержки соединения до пробной подачи транспортируемой жидкости или газа
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.
- При необходимости убрать избыточный клей при помощи мягкой ткани.
Более наглядно увидеть технологию склейки вы можете на видео, представленном ниже.
Муфта-американка для полипропиленовых труб
Муфта-американка представляет собой соединительную муфту с накидной гайкой. Конструкция такой муфты может быть разной (внутренняя резьба, внешняя, переходник на другой диаметр), но она всегда имеет две разные стороны – одна полипропиленовая, другая с металлической резьбой.
Соединять детали муфтой-американкой удобно в труднодоступных для обычного монтажа местах и в узлах, которые требуют периодической разборки.
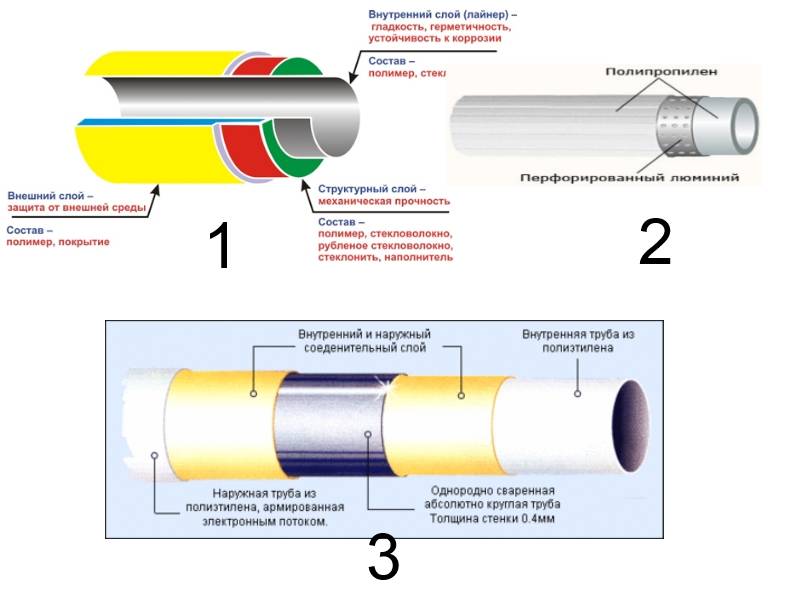
Рекомендуем ознакомиться: Труба полипропиленовая армированная стекловолокном — гарантия надежности
Технология соединения муфтой следующая:
- полипропиленовая часть сваривается по классической технологии,
- резьбовое соединение закручивается при помощи цилиндра с выборкой под зацепы. Применение шестигранника не всегда удобно, разводной ключ при зажиме часто съедает выступы,
- на резьбе используют паронитовые, резиновые прокладки или герметизирующую пасту (нить).
Общее влияние температуры при стыковочных работах
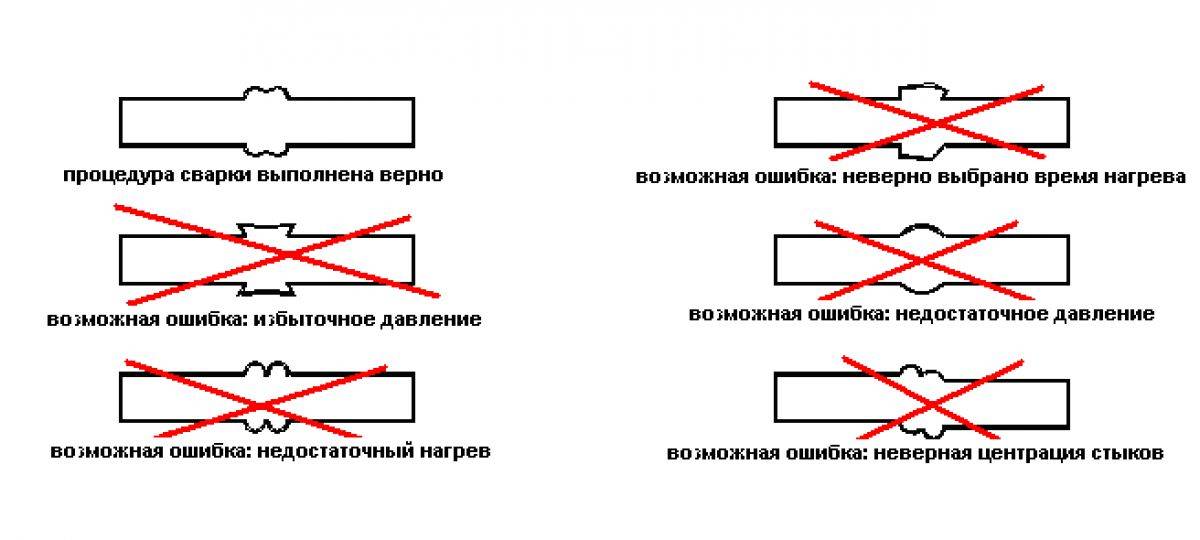
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
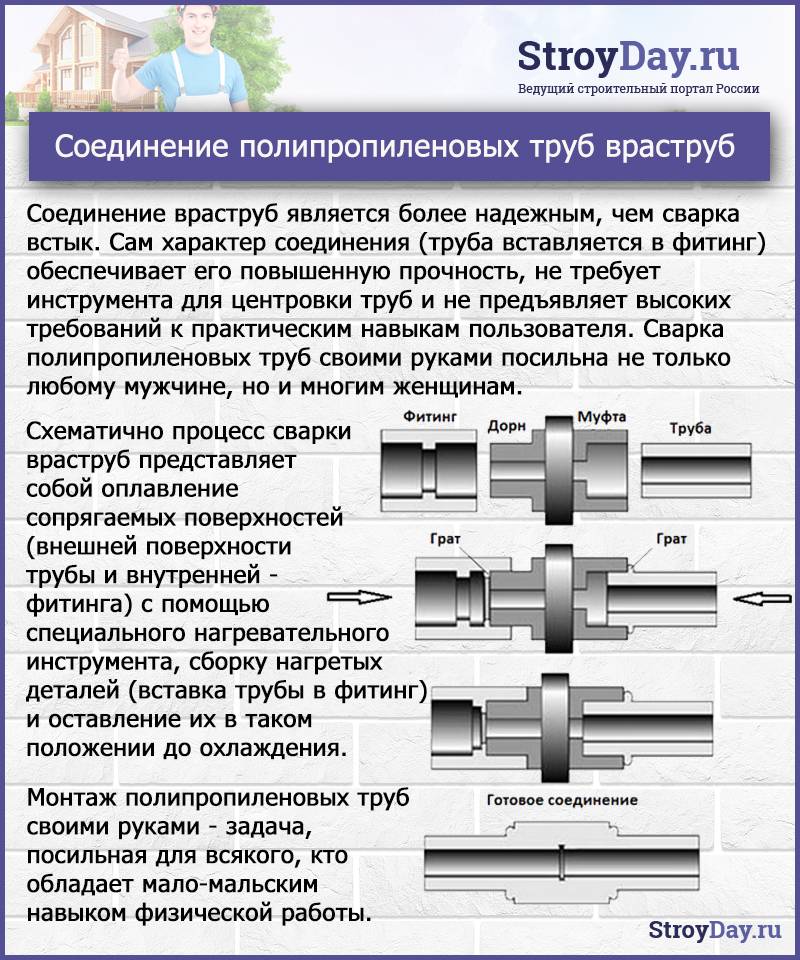
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».





Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.





