

Виды трубогибов
Как было упомянуто выше, часто — и в домашнем хозяйстве, и в промышленных масштабах — возникает необходимость изменить круглую или профильную трубу, согнув её под требуемым углом в одном или нескольких местах или придав ей плавный радиус изгиба. Требуется это и по технологическим условиям эксплуатации труб, и по эстетическим (к примеру, при создании узорчатых конструкций и элементов — для козырьков, навесов и т.д.).
В большинстве случаев согнуть трубу вручную или физически невозможно, или возможно с существенными нарушениями геометрии профиля, что осложняет дальнейшее использование изделия.
Поэтому используют профессиональные или сделанные своими руками станки для гнутья профильной трубы — трубогибы.
По принципу взаимодействия с соответствующими изделиями трубогибы подразделяют на:
- Гидравлические рычажные устройства, сгибающие продукцию под заданным углом. В этом случае всё усилие концентрируется посредством рычага в одной точке — месте сгиба.
- Роликовые приспособления (профилегибы), обеспечивающие возможность придать профильной трубе плавные радиусы изгиба. При применении этого инструмента происходит развальцовка (раскатка) изделия посредством роликов.
По назначению трубогибы бывают:
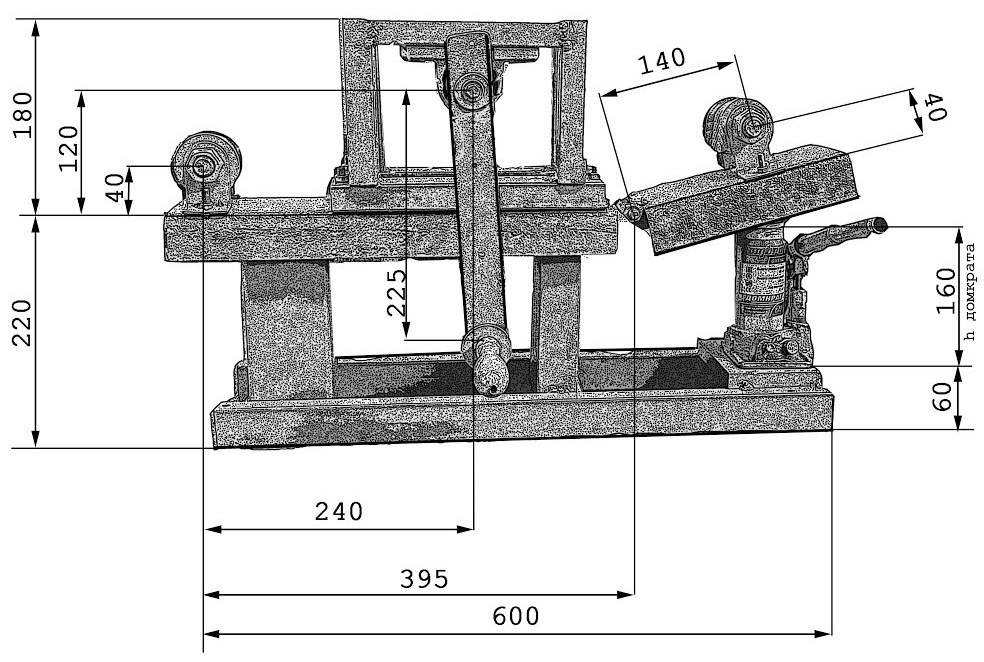
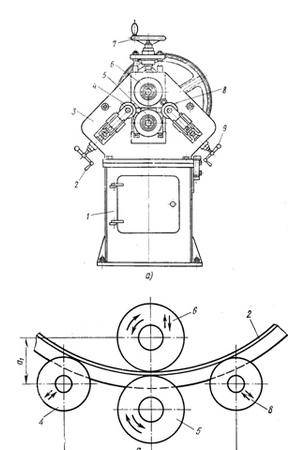
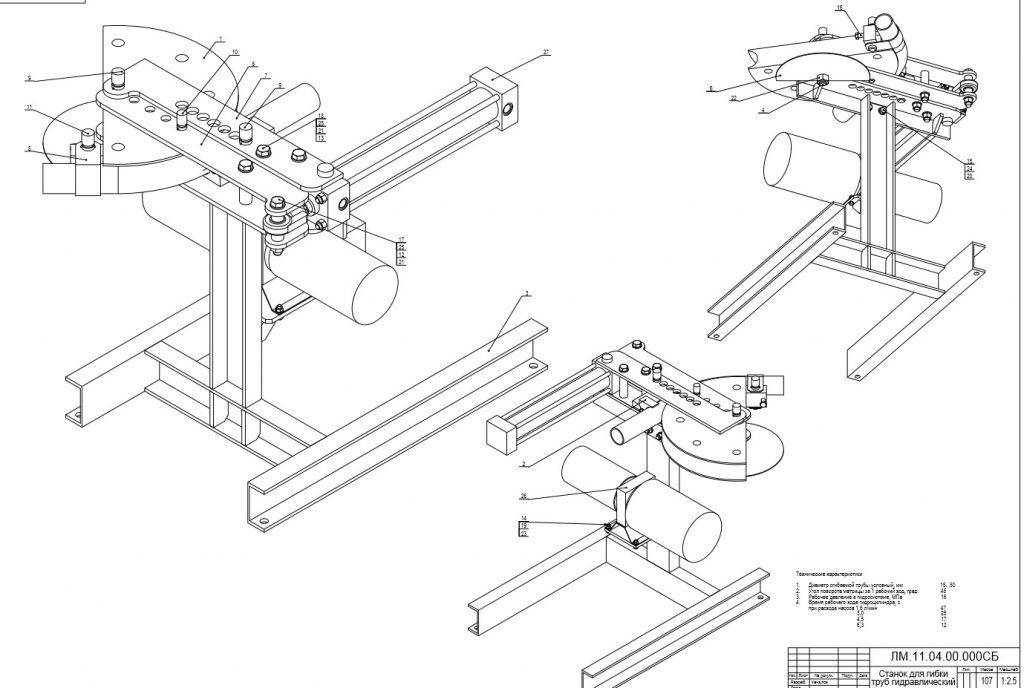
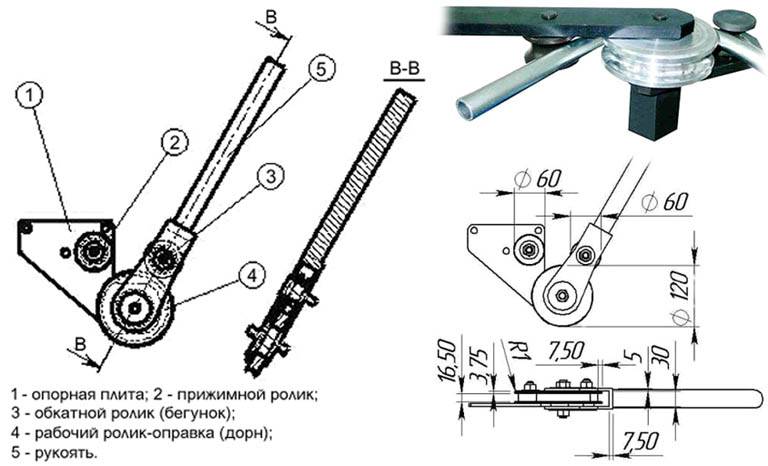
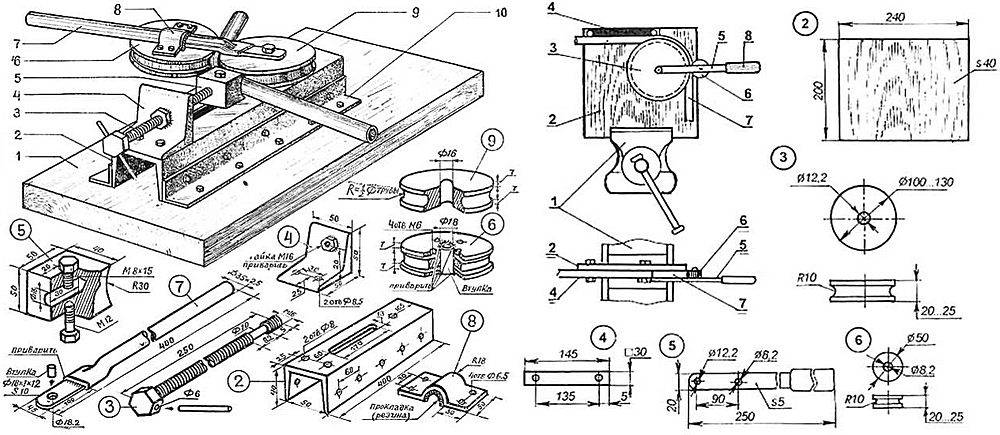
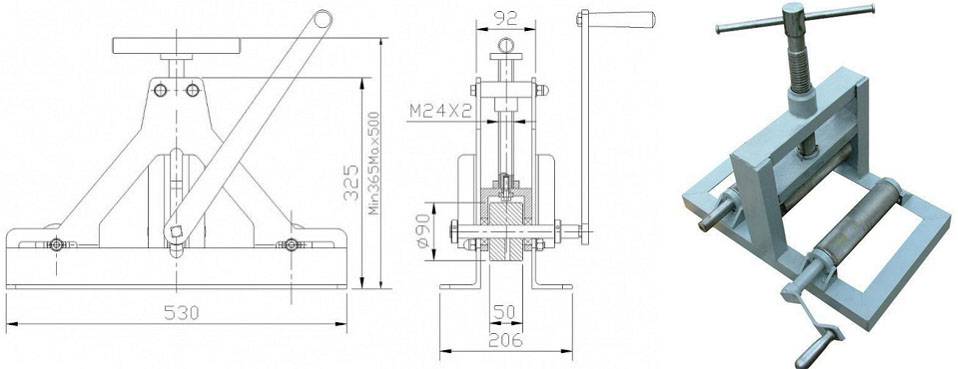
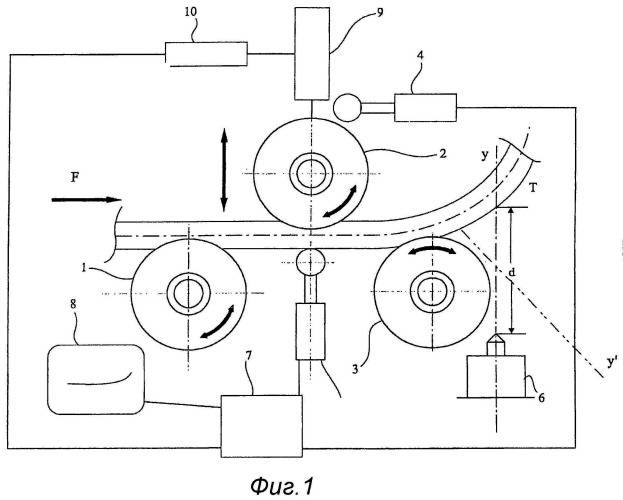
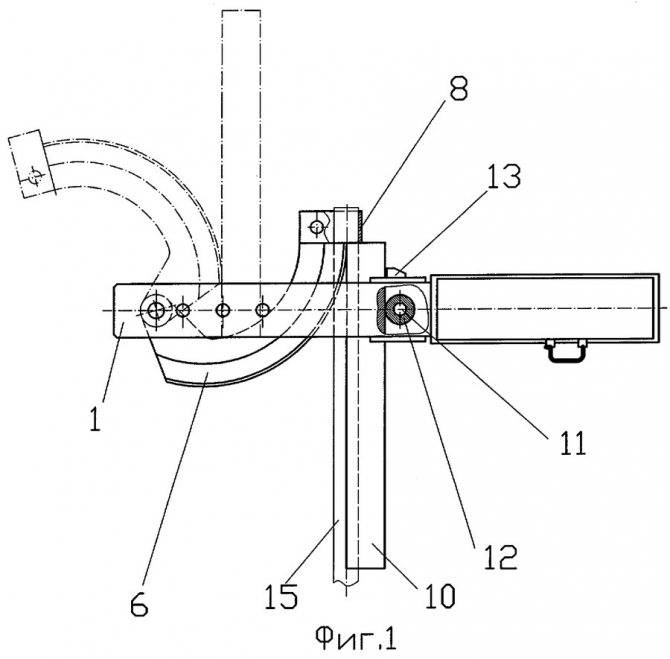
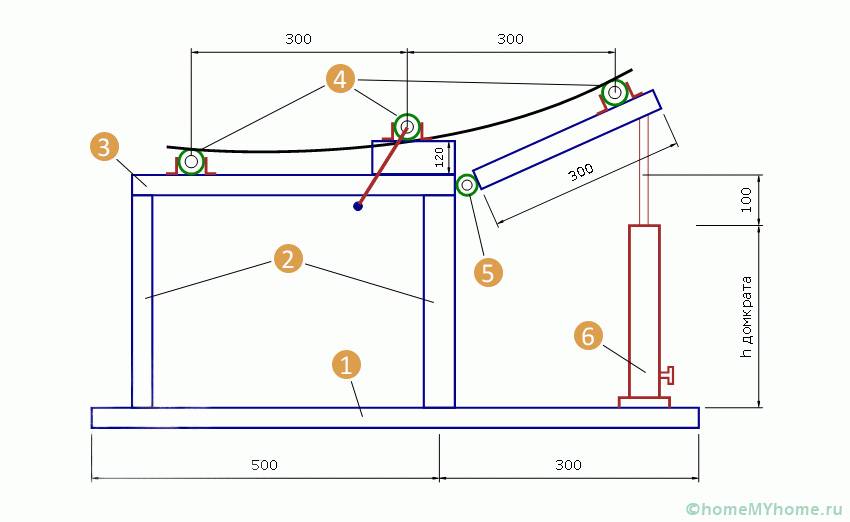
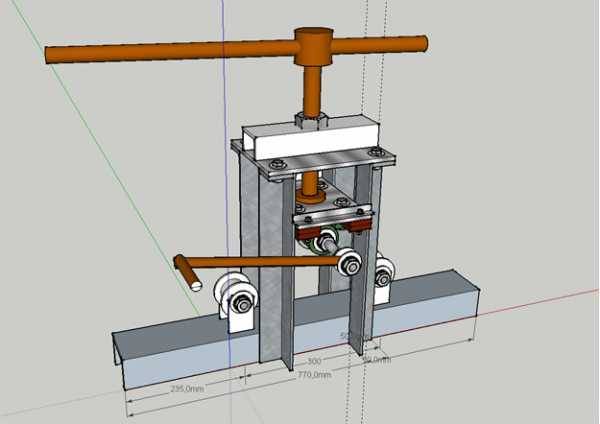
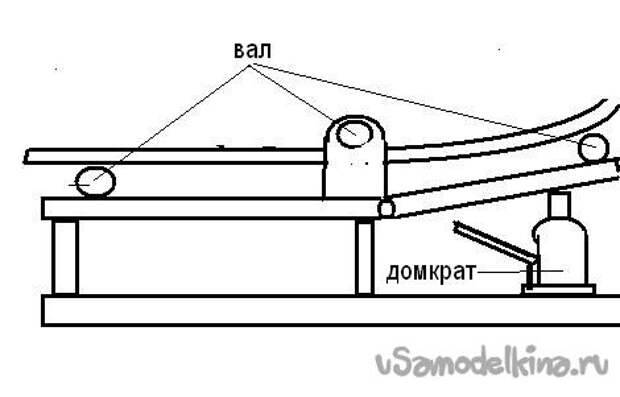
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
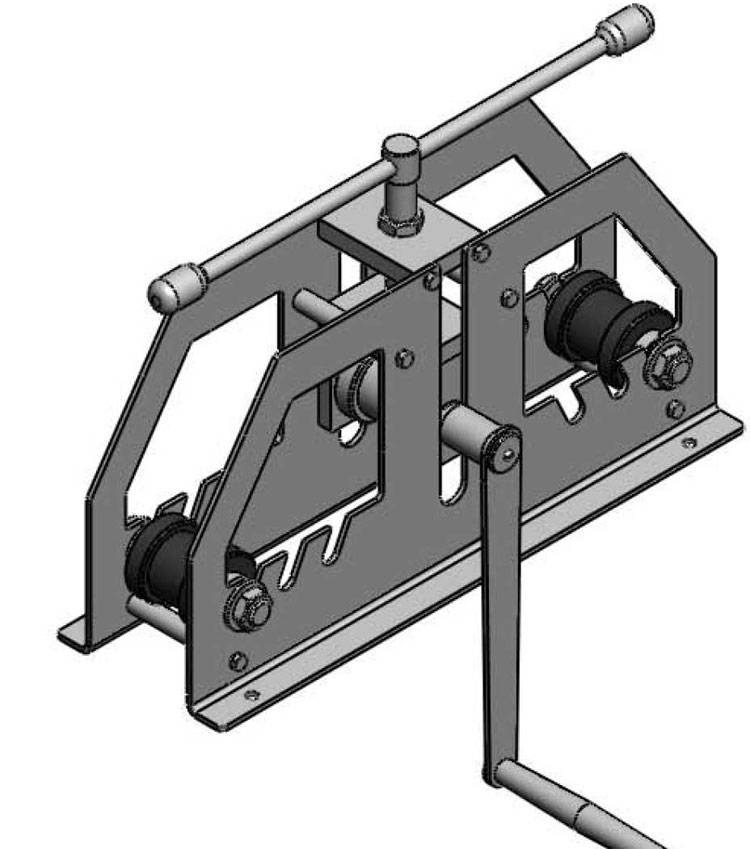
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
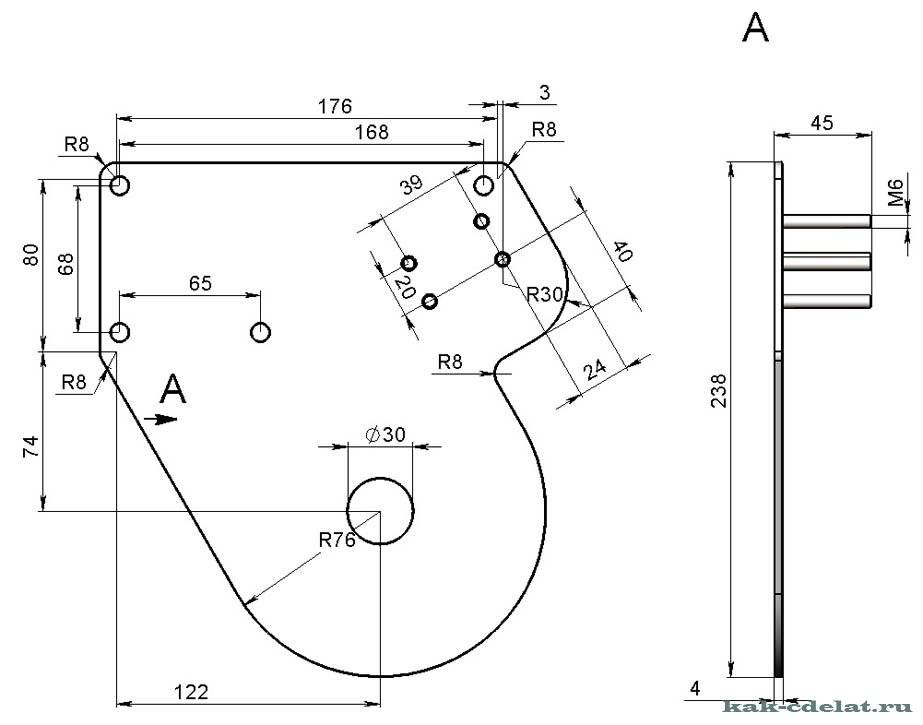
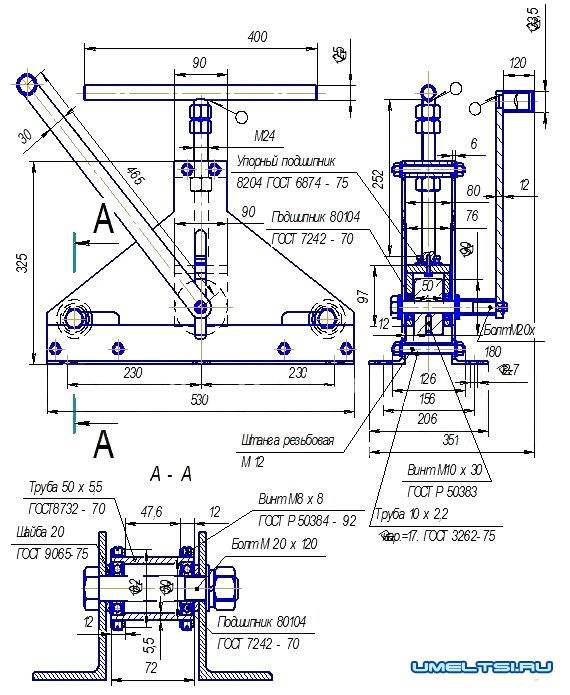
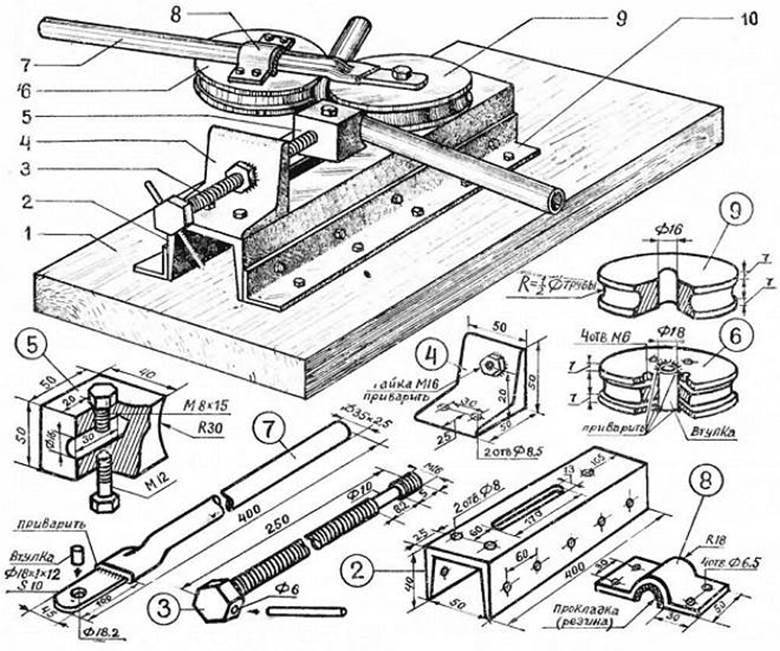
Основные детали
Перед тем как приступать к сборке нужно внимательно изучить чертежи и понять принцип действия приспособления. Если каких-то деталей вам не удастся найти у себя в хозяйстве их всегда можно купить в магазине, в итоге самодельный трубогиб выйдет все-равно дешевле заводского.
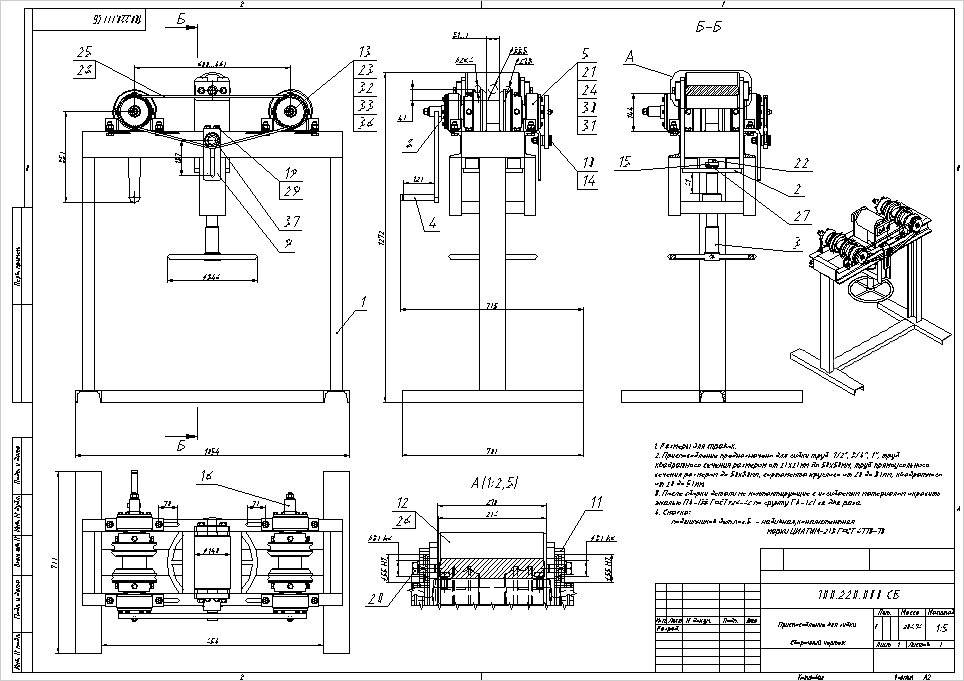

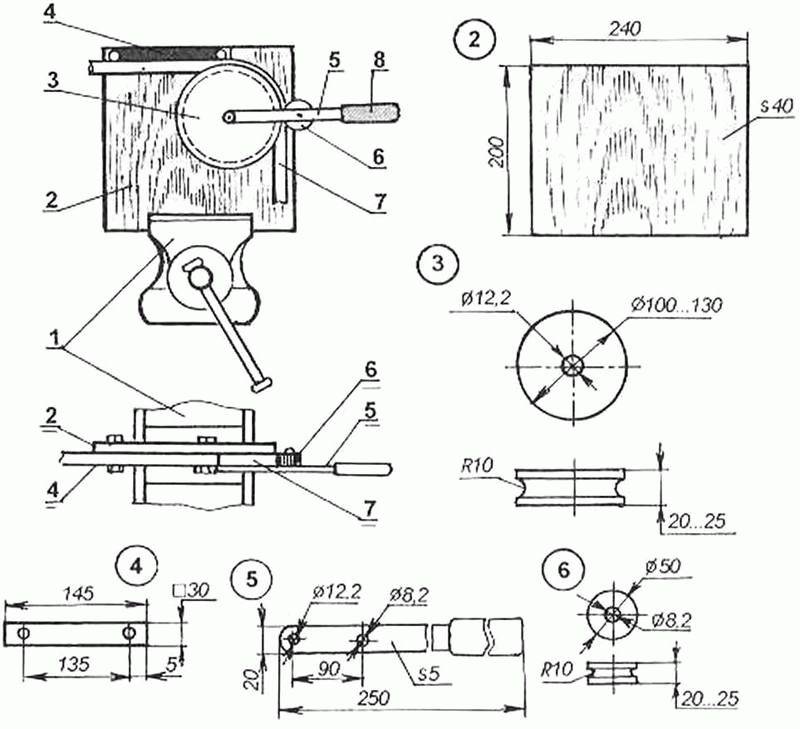
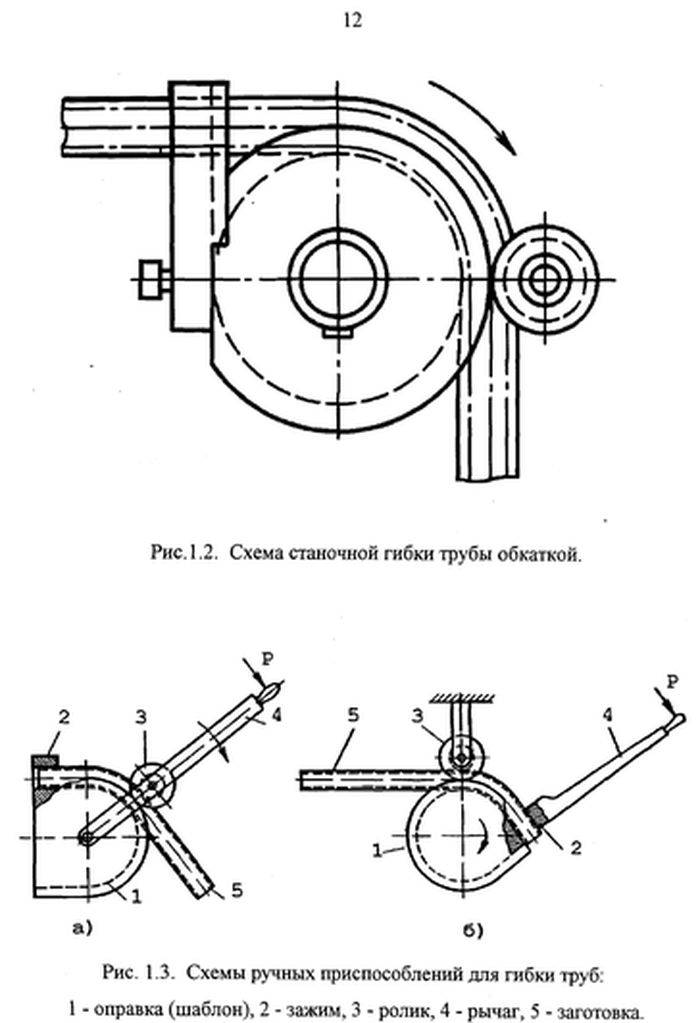
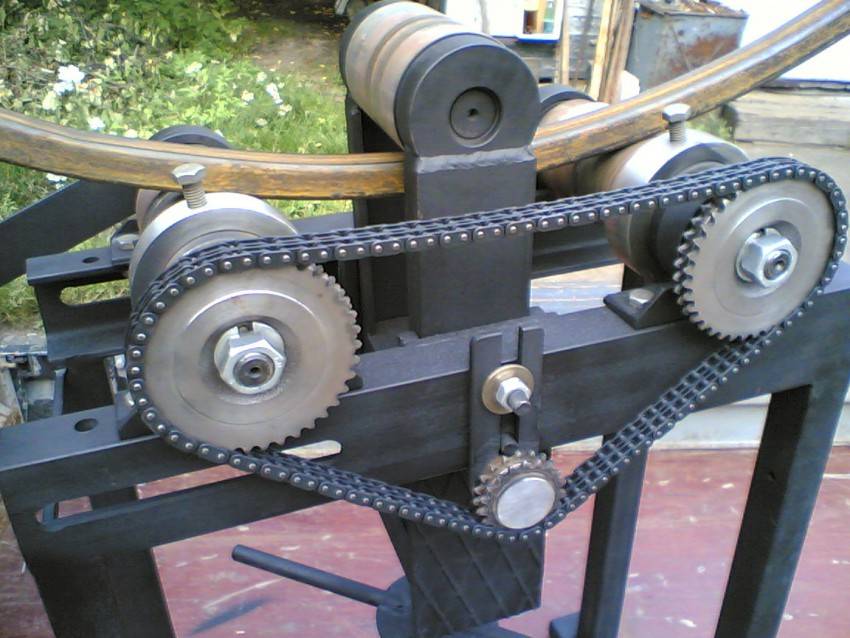
Принцип работы трубогиба
Самый простой фронтальный трубогиб изготавливается из следующих деталей:
— металлические валики или вальцы с подшипниками;
— приводная цепь;
— механизм привода;
— пружина, желательно из лигированной стали;
— две шестеренки, одна ведущая, другая ведомая;
— арматура на оси вращения и приводную ручку;
— домкрат, лучше всего реечный;
— швеллер или двутавр для рамы.
В крайнем случае металлические вальцы можно заменить на деревянные или пластиковые. Но, как вы сами понимаете, металл будет намного надежнее.
Принцип действия прост: ручка вращает ведущую шестеренку и вал, это вращение через цепь передается на ведомый вал, который подает профильную трубу, а третий валу установлен в определенном положении, загибает эту трубу.
В этом видео наглядно показана работа самодельного трубогиба:
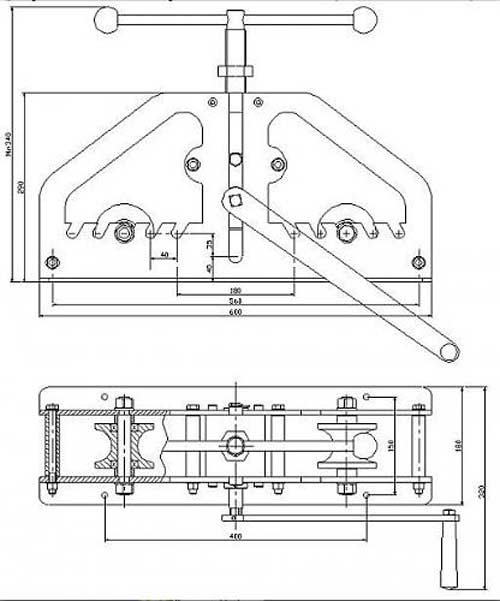
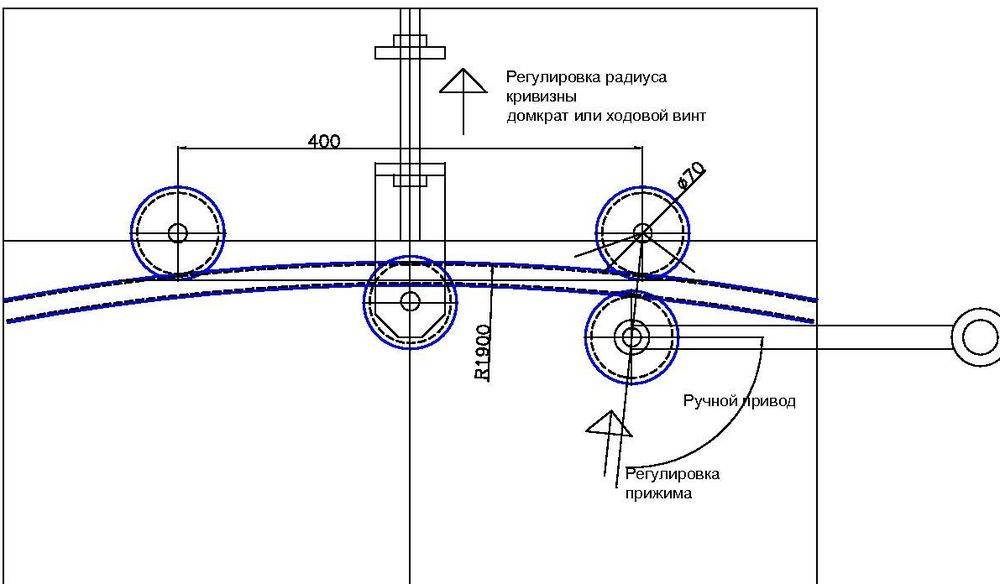
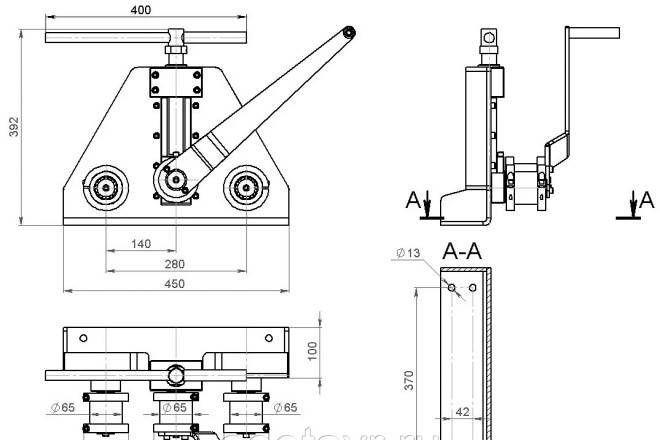
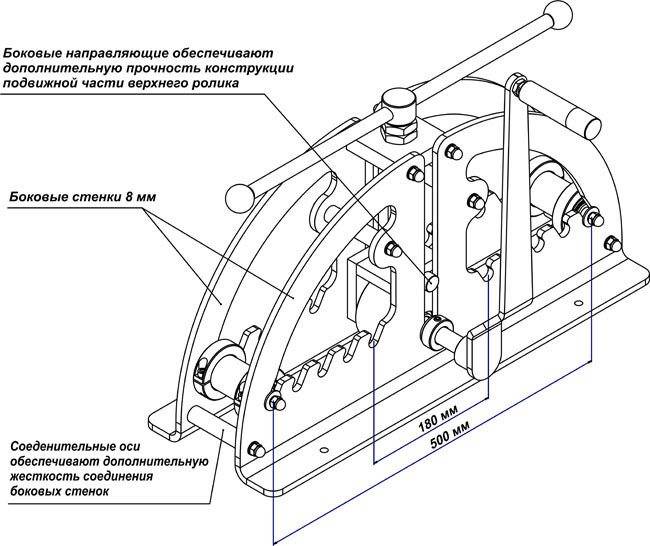
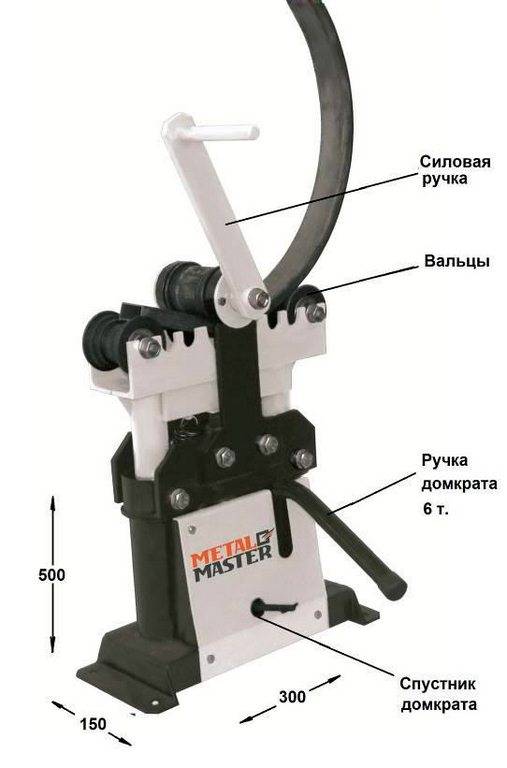
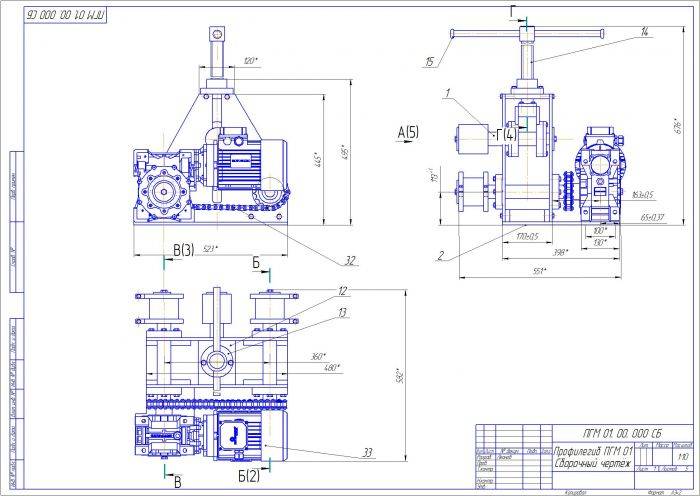
Габариты и размеры станка
Принцип функционирования
Главным элементом любого электрического трубогиба является двигатель, который необходимо хорошо настроить, поскольку именно он обеспечивает постепенную вращательную нагрузку на изделие. Для этого, необходимо установить на его ротор особую насадку, которая может быть различной формы.
Кроме того, конструкцией предвидено наличие:
- специальных зажимных механизмов, которые, в случае необходимости, смогут предохранить, работающего на станке, от возможных травм. С их помощью также происходит надежная фиксация изгибаемых изделий в приспособлении;
- защитного корпуса;
- контрольной панели;
- набора крепежных элементов, с помощью которых происходит крепление и, необходимое для работы, размещение изгибаемой трубы.
Особенности функционирования самодельного электрического трубогиба
Благодаря такому электрическому станку, во время работы прикладывается минимум усилий. Инструмент применяют в процессе проведения более сложных операций с трубами из любых материалов, которые не по силе ручным приспособлениям.


Хотя ручные трубогибы также рассчитаны на работу с трубами с различных материалов, но такой инструмент чаще всего применяют для выполнения небольших, по объему, работ в домашнем хозяйстве. Для функционирования электрического трубогиба не нужно прикладывать человеческую силу, поскольку всю работу выполняет гидравлическая установка. Станки ручного типа имеют один разъем, рассчитаны на трубу конкретного диаметра. И только отдельные экземпляры могут быть использованы для работы с трубками разных сечений.
Электрический трубогиб, сделанный своими руками – универсальный, поскольку создание такого агрегата, с помощью которого можно обрабатывать трубу одного радиуса – явное расточительство. И это правда: с таким оборудованием можно быстро и качественно выполнить большой объем работы с трубами разных сечений. Правда, использование такого оборудования на маленьких объектах – невыгодно, в связи с большими расходами на обеспечение работы устройства.
Функционирование электрического трубогиба, сделанного своими руками, аналогично принципу работы ручного устройства. Разница состоит в том, что механический привод в конструкции заменен гидравлическим штоком, валы которого приводятся в действие электроприводом, а не цепной передачей.
Важно! Самодельный электрический трубогиб можно использовать для одновременного изгиба нескольких труб. Для этого необходимо сделать специальные пропилы на роликах
профильных
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
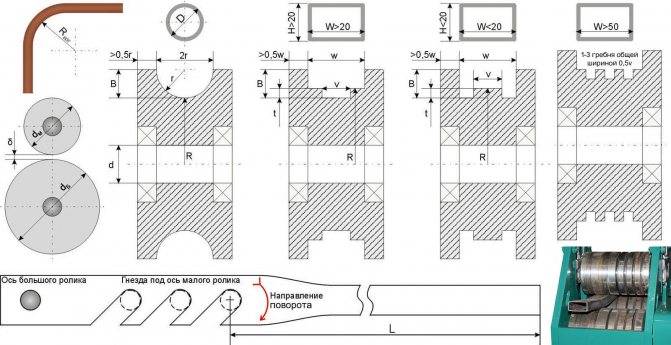
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
рычажные трубогибы;прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
гидравлический;пневматический;электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
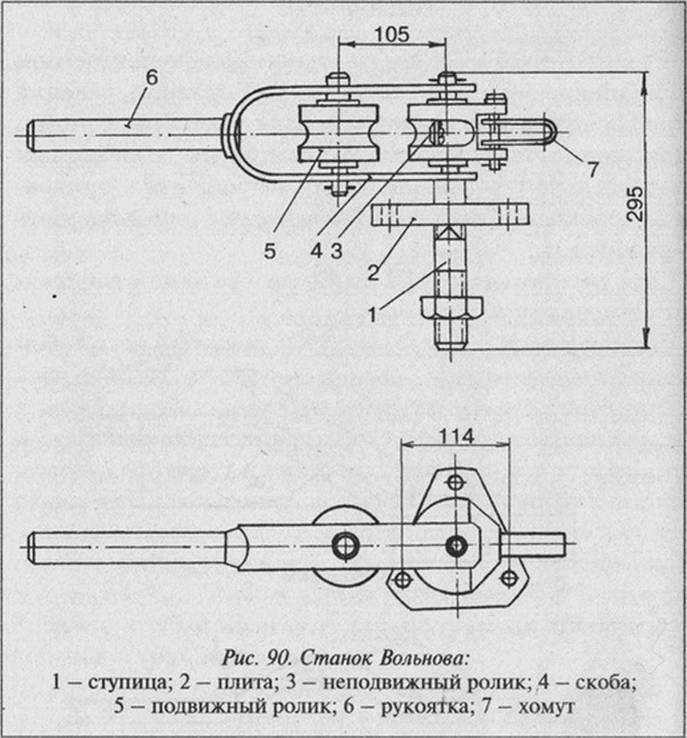
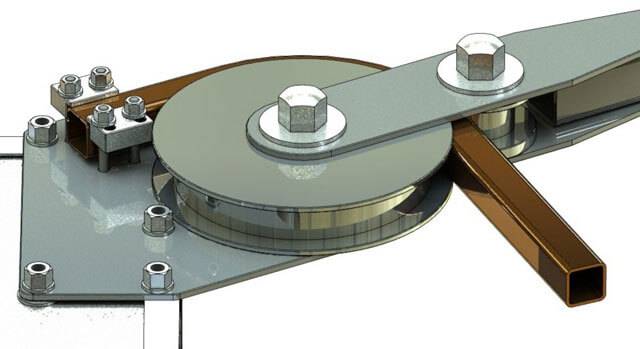
Роликовый трубогиб на автомобильных ступицах
Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы
Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
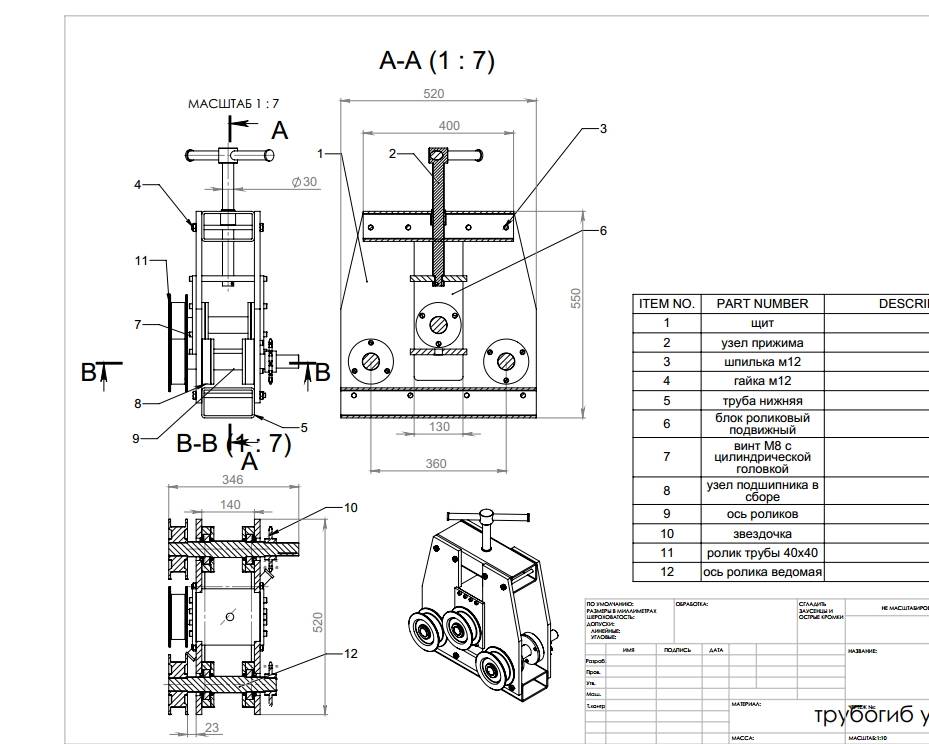
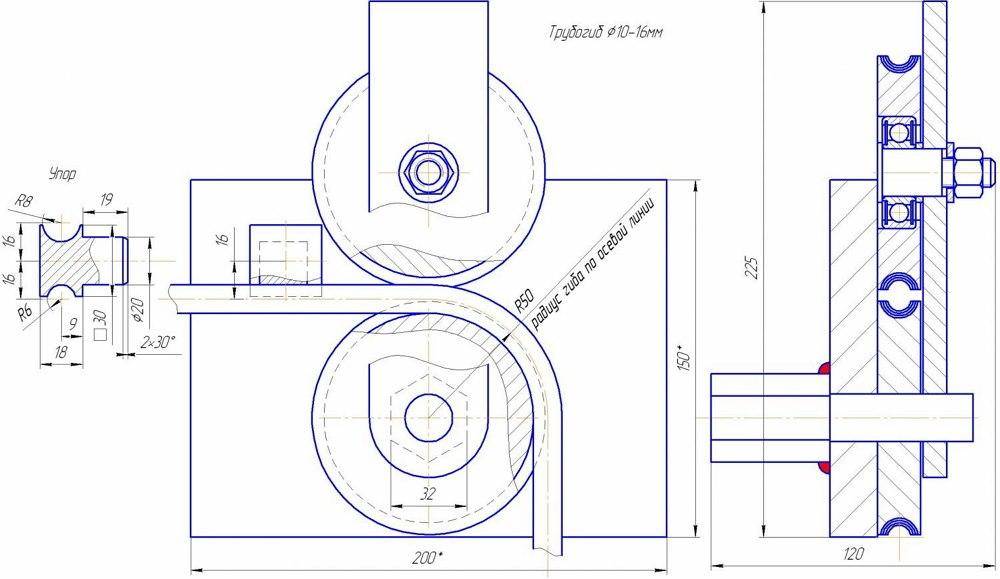
1 Конструкция трубогиба и необходимые материалы
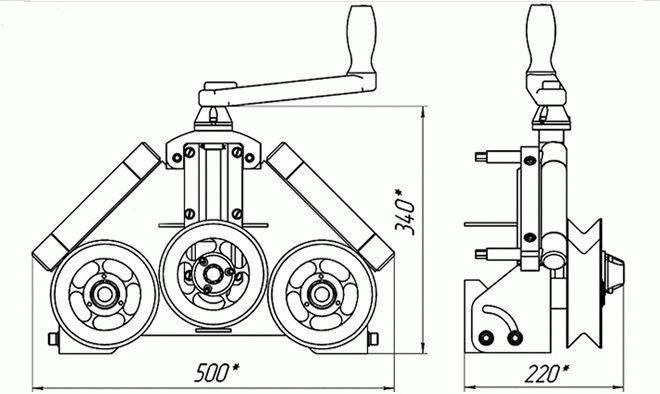
В строительной практике в разное время использовалось множество разнообразных моделей гибочных станков, отличающихся между собой как конструктивным устройством, так и принципом работы. Однако лучше всего зарекомендовали себя роликовые трубогибы, в сравнении с аналогами они отличаются большей эффективностью и простотой эксплуатации.
Конструкция такого станка состоит из следующих элементов:
- 3 ролика — два из которых фиксированы, а положение третьего можно регулировать по вертикали, изменяя тем самым радиус изгиба трубы;
- ось вращения, на которой крепятся ролики;
- приводной механизм, состоящий из шестеренок, соединяющих их цепи и ручного рычага;
- несущий каркас, на котором закреплены все вышеуказанные элементы.
Отметим, что трубогиб для профильной трубы обязательно нужно оснащать стальными роликами. Деревянные и полимерные ролики подойдут для работы с пластиковыми трубами, для металлического профиля их прочностных характеристик будет недостаточно.
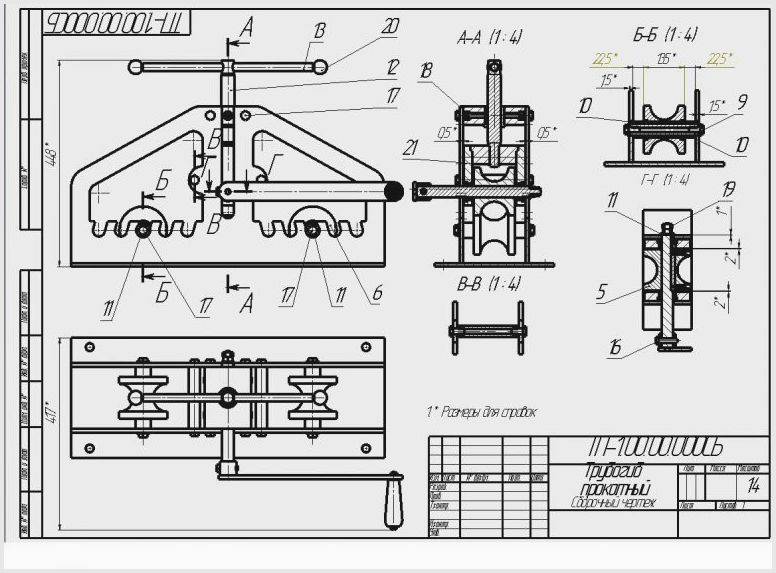
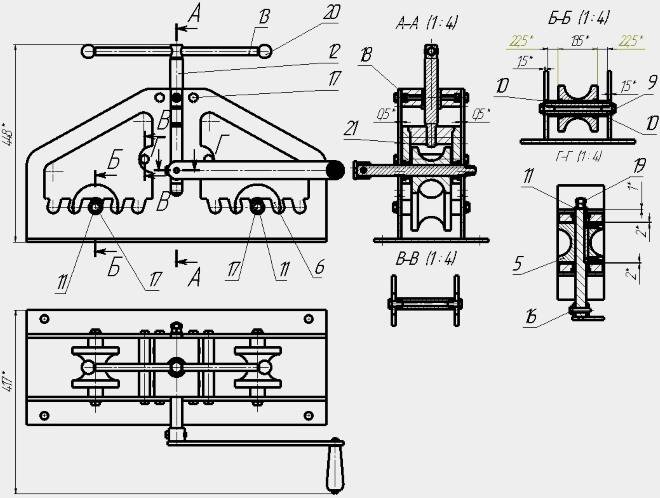
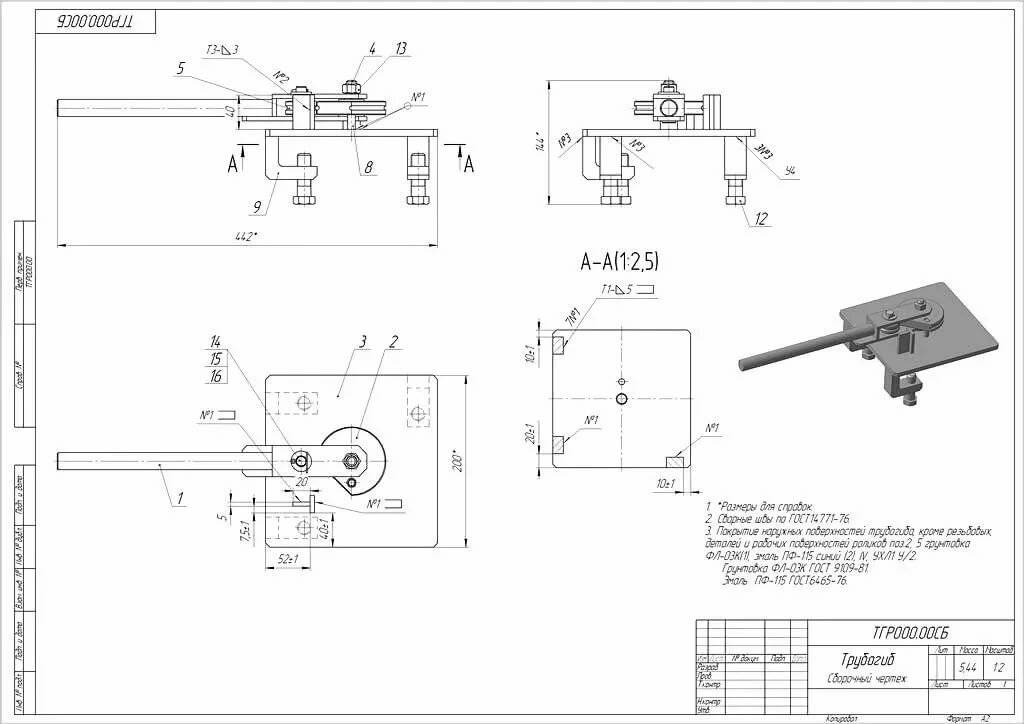
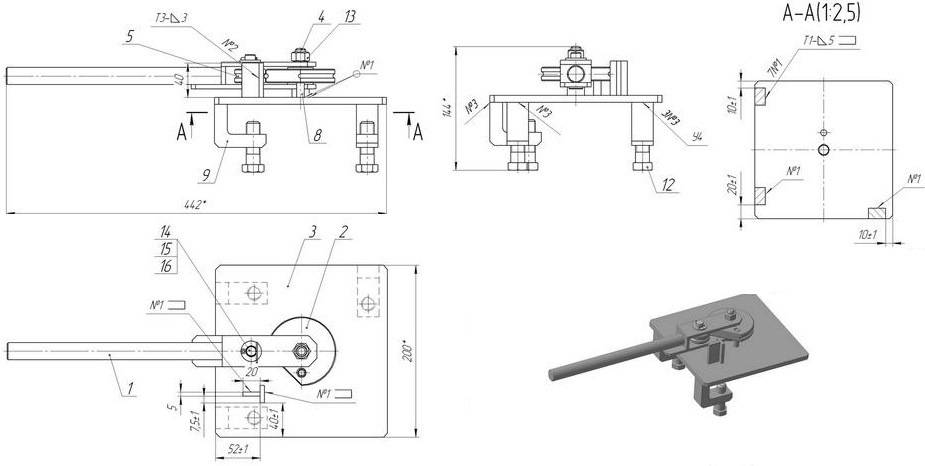
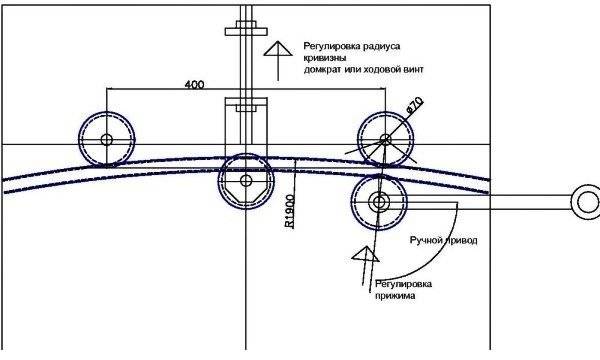
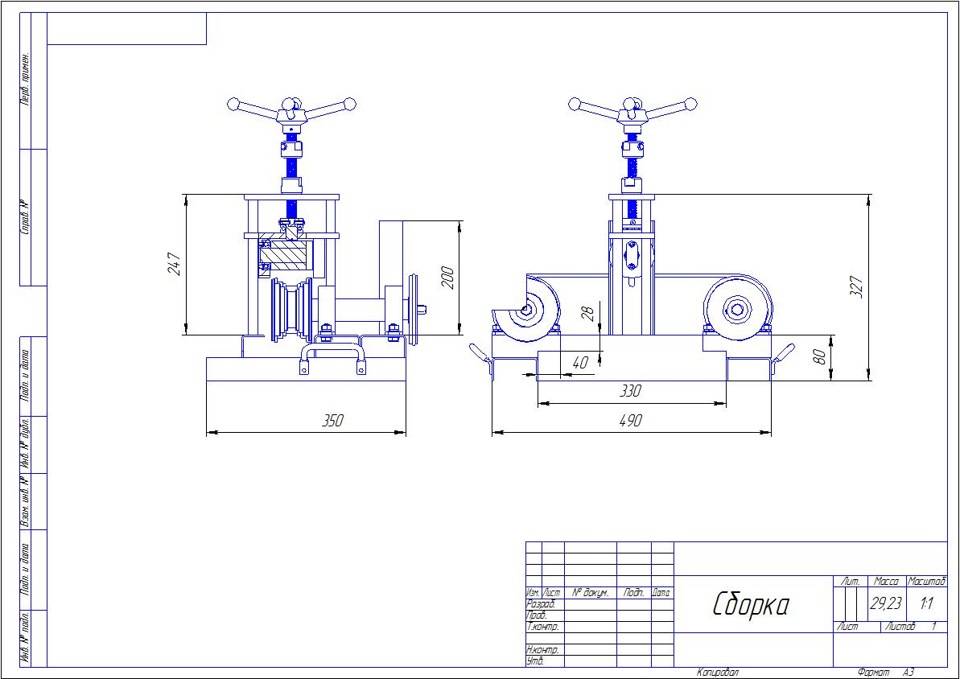
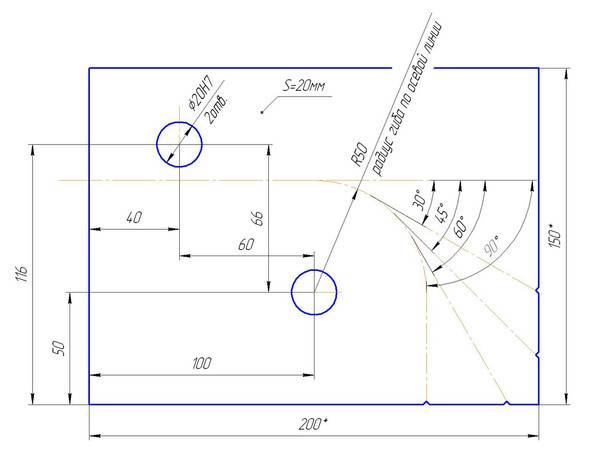
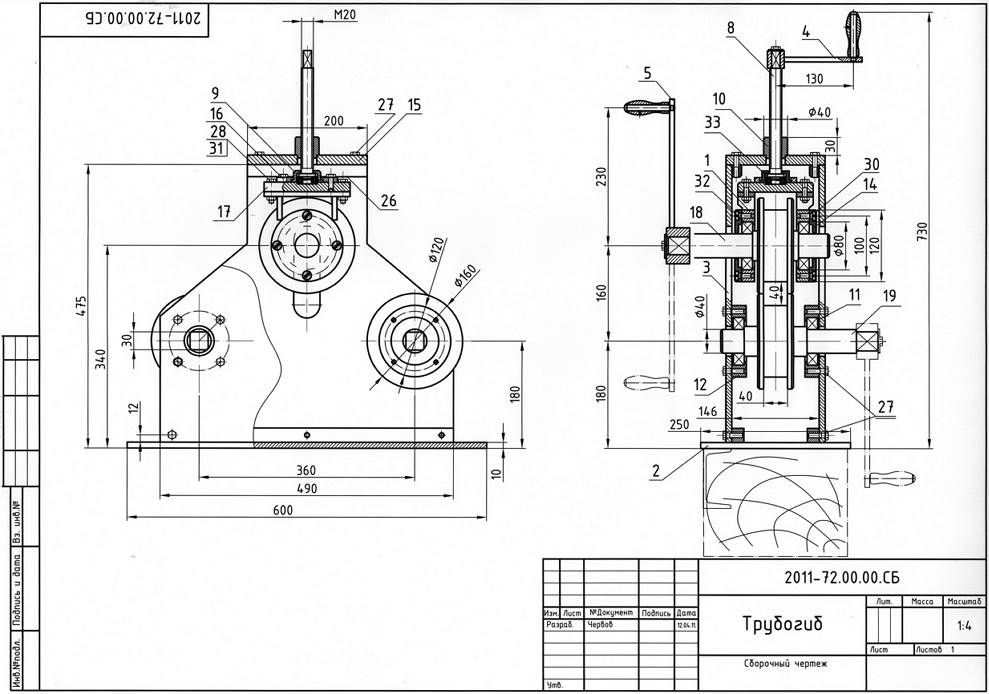
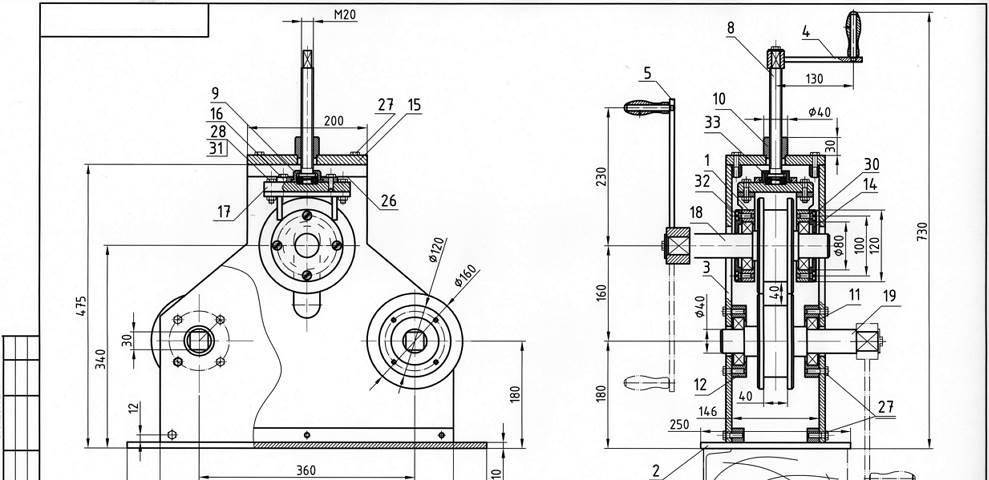
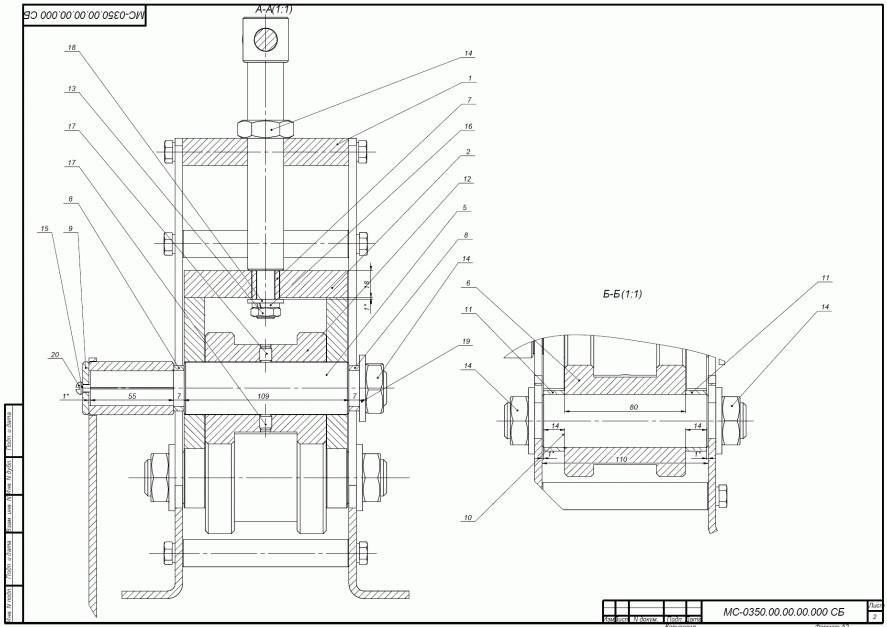
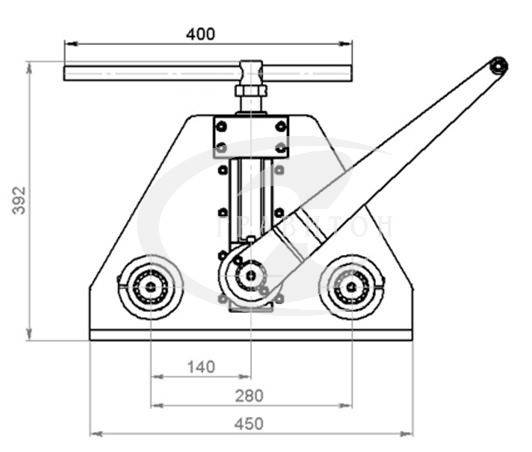
Схема трубогиба с размерами
Подобные трубогибы работают по принципу прокатки — это наиболее щадящий метод изгиба, при реализации которого вероятность излома профиля сводится к нулю. Для гибки трубу необходимо уложить на два нижних ролика и опустить верхний так, чтобы создать на нее давление, после чего с помощью ручного рычага ролики приводятся во вращение и начинается гибка. Процесс повторяется до тех пор, пока конструкции не будет задан требуемый радиус либо угол изгиба.
Чтобы сделать такой трубогиб своими руками вам потребуются следующие комплектующие:
- стандартный автомобильный домкрат;
- 3 стальных валика;
- квадратный профиль для каркаса;
- пружины;
- цепь и ручка для привода;
- втулки, металлическая пластина либо швеллер для опоры станка.
Для изготовления рамы необходимо брать профиль 20*20 с толщиной стенки не менее 5 мм. Диаметр валиков подбирается по ширине их внутреннего паза, руководствоваться необходимо максимальным размером труб, с которыми вы планируете работать.
1.2 Как сделать трубогиб — пошаговая инструкция
Чтобы сделать трубогиб своими руками вам потребуются такие электроинструменты как болгарка (с отрезным и шлифовальным кругом), сварочный аппарат и шуруповерт. Все металлические элементы станка рекомендуем предварительно покрыть антикоррозийной грунтовкой, таким образом вы значительно увеличите срок его эксплуатации.
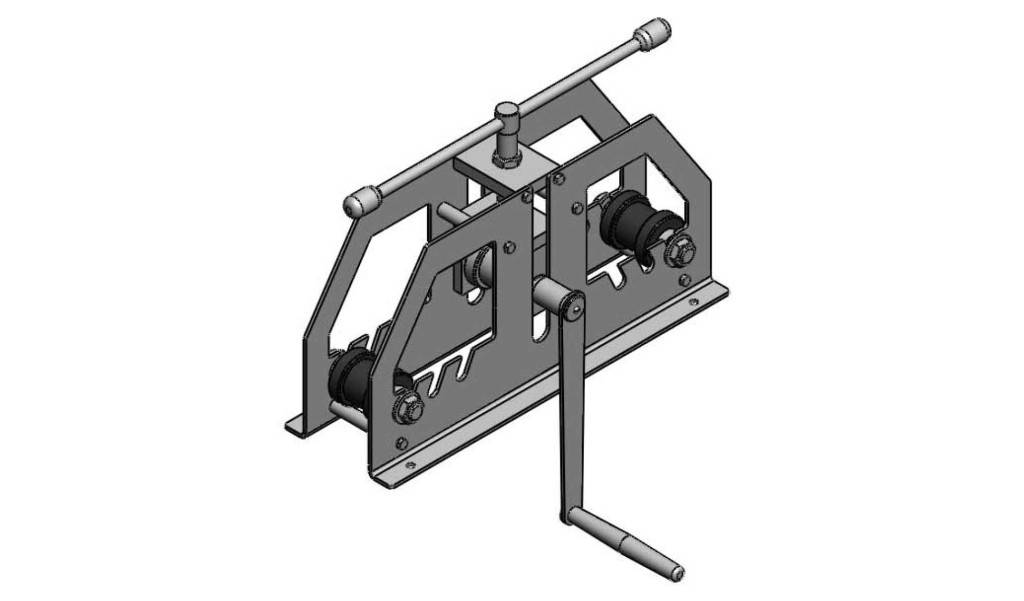
Самодельный трубогиб для профильной трубы
Размеры станка приведены на вышеуказанной схеме, его сборка выполняется по следующему алгоритму:
- Обрезается подходящий по длине кусок швеллера, который будет использоваться в качестве опорной пластины для каркаса.
- Далее на токарном станке вытачиваются обоймы для подшипников внутри роликов и к опоре вертикально приваривается два отрезка уголка высотой 10-15 см.
- Монтируется основная несущая платформа под валики из аналогичного швеллера, длина которой короче длины нижней пластины на 10 см.
- В крайней части верхнего швеллера высверливается сквозное отверстие, в котором на резьбовую втулку монтируется отрезок верхнего швеллера недостающей длины. Под отрезком устанавливается домкрат, который упирается подъемником в регулируемую пластину.
- К верхней части каркаса привариваются 3 ролика, которые устанавливаются в подшипниках. Для поднятия боковых роликов над поверхностью пластины используется уголок, центральный поднимается на большую высоту посредством прямоугольного профиля.
В отверстие центрального ролика устанавливается ось вращения, к которой приваривается приводная ручка, после чего вал цепью соединяется остальными роликами. Изготавливать самодельный трубогиб без цепи, оставляя приводным только один ролик, не рекомендуется, так как в таком случае возможно снижение КПД работы из-за пробуксовки профиля при прокатке. На приводном рычаге лучше всего делать проворачивающуюся ручку.
Сделать хороший трубогиб своими руками — недостаточно, еще необходимо научиться правильно работать с таким оборудованием. Существует два метода гибки — холодный и горячий. Холодный является наиболее простым в реализации, но при этом очень грубым методом, поскольку он оставляет на профиле видимую деформацию в месте, где в трубу вдавливался ролик в начале процесса (вся остальная часть профиля гнется ровно).
Однако холодный метод при работе с особо толстостенным профилем применять достаточно проблематично, так как он требует значительных трудозатрат. Тут оптимально подходит горячая гибка, которая предполагает нагрев участка трубы в зоне начального воздействия, что позволяет значительно увеличить ее пластичность. В качестве источника огня лучше всего использовать паяльную лампу.
Для чего используют профильные трубогибы
Известно, что, по сравнению с круглым сечением профильные трубы с той же проходной площадью отличаются повышенным значением момента сопротивления. Это означает, что предельные удельные нагрузки на деталь (в частности, сопротивление изгибу) могут быть значительно выше. Кроме того, во многих пространственных трубных конструкциях используется прокат цельнодеформированных труб, который характеризуется высокой герметичностью. Поэтому гибкий профиль часто используют во внешних конструкциях (оконные рамы, перила, поддерживающие металлические опоры крупных арочных теплиц или оранжерей).
 Однако привычные методы гибки круглых труб в применении к иным типам профилей не очень подходят по следующим причинам:
Однако привычные методы гибки круглых труб в применении к иным типам профилей не очень подходят по следующим причинам:
- После изгиба на материале практически всегда образуются складки. Если в качестве заготовки используется прокат из обычных стальных труб прямоугольного (по ГОСТ 8645-88) или квадратного (по ГОСТ 8639-82) сечения, то наличие таких складок облегчает образование ржавчины, ибо там всегда скапливается влага;
- Равномерное окрашивание таких труб затруднительно;
- Изменение длины и формы сечения происходит неконтролируемым образом, поэтому размеры изделия в сборе, указанные на чертеже, не всегда выдерживаются;
- Ухудшается внешний вид конструкции;
- Снижаются прочностные показатели.

Вес профильной трубы 1 метра погонного: таблица, как посчитать Металлические трубы широко используются в строительстве, при изготовлении мебели и прочих работах. Их сечение бывает разной формы – круглое, квадратное, прямоугольное. Изделия, у которых форма…
Таким образом, применение трубогибов для гибки профильных труб вполне оправдано.
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.


Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
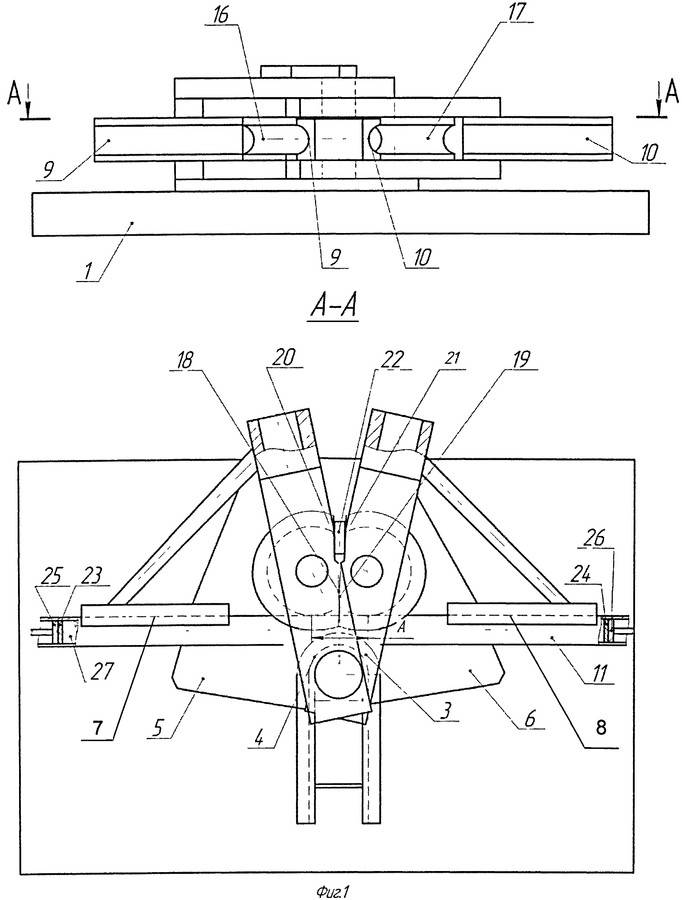
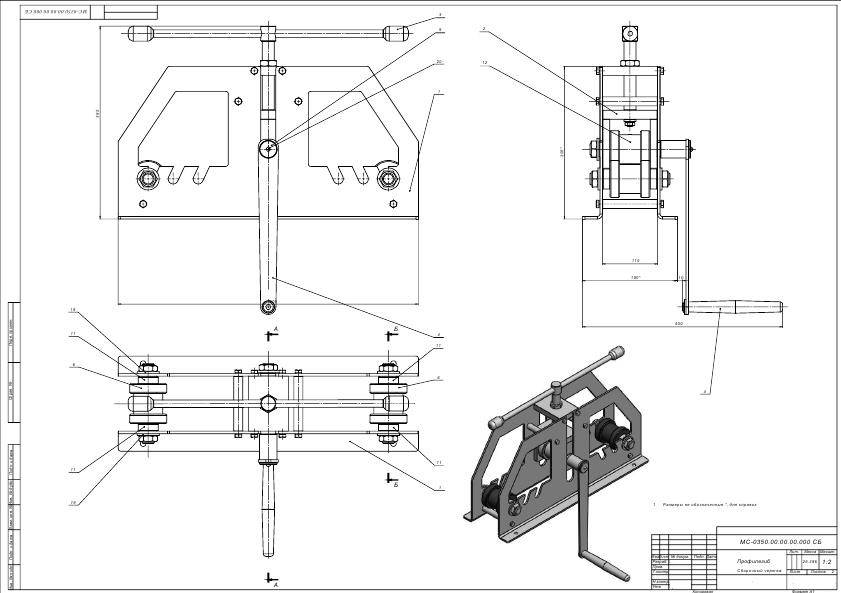
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.

Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
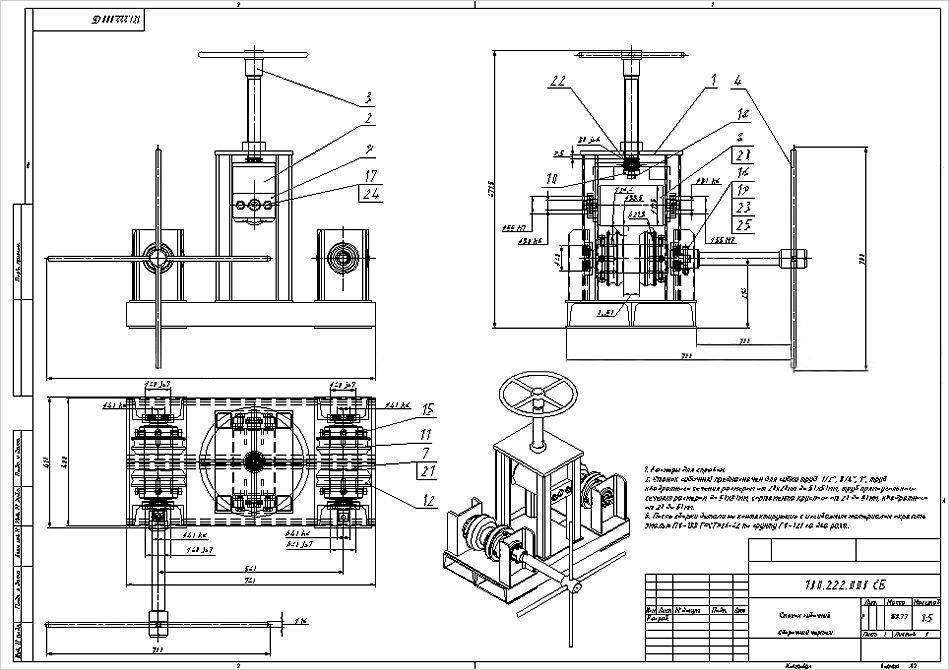
Делаем станок своими руками
В конструкции подобного аппарата можно выделить следующие элементы:
- станина;
- транспортер;
- кронштейн с направляющими уголками;
- верхний ролик;
- струбцина.
Сборка перечисленных компонентов производится по отдельности, а по завершении этой работы переходят непосредственно к сборке станка в целом. Еще до начала изготовления станка для гибки труб следует позаботиться о наличии необходимых для станка материалов, деталей и устройств. Выполнить работу по изготовлению трубогиба вы сможете, если у вас будет сварочный аппарат и комплект инструментов. Вначале необходимо подготовить все основные элементы, после чего уже начинают работу по их сборке в определенной последовательности.
Сборка станины
Станина — это элемент, которая имеет вид обычного стола или верстака. Для получения сведений об обязательных материалах и комплектующих изделиях, из которых собирается это устройство, следует заглянуть в спецификацию.
Для изготовления ножек можно использовать швеллер либо отрезки трубы, достигающие в диаметре 100 мм.
Если для соединения основных элементов планируется применять сварку, то следует позаботиться о том, чтобы были соблюдены все габаритные размеры, которые приведены в чертеже. Закончив работу по сборке станины убедившись в надежном ее креплении, можно переходить к установке транспортера.
Сборка и крепление транспортера
Транспортер представляет собой конструкцию, в которой имеется два ролика, располагающихся на противоположных сторонах станины. Для качественного выполнения монтажа, необходимо ознакомиться с чертежом транспортера, где приведены все необходимые сведения.
Особое внимание следует уделить звездочке цепной передачи на валах, которая должна быть прочно и точно зафиксирована. Далее приступают к установке натяжного механизма, в конструкции которого также предусмотрена аналогичная звездочка
Функция этой детали заключается в выборе оптимального уровня натяжения приводной цепи.
Сборка прижимного механизма
В случае обнаружения определенных отклонений степень прижима будет такой, что уже нельзя будет гарантировать необходимую точность при изготовлении продукции. Аналогичного подхода следует придерживаться и при установке прокатных роликов. Когда все операции по сборке прижимного механизма будут выполнены, необходимо убедиться в работоспособности оборудования, попробовав его в допустимых режимах.


Для проведения подобных испытаний необходимо взять трубы разного диаметра. Сама операция по гибке выполняется по заранее рассчитанным параметрам.
Особое внимание следует уделить тому, чтобы между полученными результатами и рассчитанным геометрическим размерам не наблюдалось отклонений. Если говорить применительно о самодельном трубогибе, то подобный станок можно использовать для обработки не только обычных труб круглого сечения, но и профильной продукции
Если вы решили изготовить трубогибочное оборудование, чтобы его помощью регулярно выполнять множество заказов, то вам следует позаботиться о составлении инструкции по правилам его обслуживания.
Как механизировать процесс
Поскольку гидропривод обладает наибольшей автономностью, то в большинстве случаев используют именно его. В качестве источника создаваемого давления в домашних условиях можно применить обычный гидравлический домкрат. Его устанавливают сверху подвижного ролика трубогиба и под оправкой. Перемещая ручку домкрата, создают необходимое давление сгиба.
Выбор типоразмера домкрата для трубогиба ведут в зависимости от предела пластичности материала заготовки:
- Для сталей типа Ст3, сталь 10 – 120…130 МПа;
- Для сталей типа Ст.5, сталь 20 – 130…150 МПа;
- Для латуней – 80…100 МПа;
- Для алюминия — 60…80 МПа.
При выборе типоразмера учитывают также ход штока, который не может быть менее 115….120 % от конечной высоты изогнутой трубы (во внимание принимается неизбежное пружинение)





