

Сварка неповоротных стыков труб при горизонтальном расположении трубы.
Процесс сварки при горизонтальном положении трубы является наиболее проблематичным по технологии исполнения и требует настоящего профессионального навыка. Сложность состоит в том, что при работе с такой конструкцией требуется постоянно регулировать электрод и изменять угол его положения. Сварочные работы производятся по трем последовательным позициям:
– потолочное
– вертикальное
– нижнее
Под конкретный фокус трубы подбирается своя величина сварочного тока. На потолочном направлении необходимо обеспечить более высокую мощность, примерно на 10-12%. Сварочный процесс на каждом из этапов рекомендуется делать непрерывным. В функциональном отношении процесс сварки должен начинаться с «угла назад» и заканчиваться «углом вперед».
Как варить горизонтальный стык
В отличие от других технологий, в этой нет необходимости полностью разделывать сварочные кромки неповоротных стыков. Все действия выполняются с помощью дуговой сварки.
Есть смысл оставить незначительную десятиградусную разделку, что позволит не потерять качество сварки швов и упростить процесс совмещения труб. Горизонтальный шов можно производить как справа-налево, так и слева-направо, выбирайте как вам удобней.
Рекомендуем послойно накладывать неширокие швы на горизонтальные трубы. Сначала сварочным валиком провариваете основание шва, диаметр проводника берется 4 мм.
В этот момент проделываются два покрытия прослойки сварного соединения неповоротного стыка, первая аккуратно очищается, а вторая наносится на первую, при этом проводник производит незначительные колебания между нижней и верхней кромками.
Второй слой делать в том же направлении, что и первый. Третий слой выполнять в режиме повышенного тока (до 300 А), его направление должно быть противоположно направлениям предыдущих слоев.
Угол наклона электрода выбирается достаточно большой, чтобы сварочная ванна не стремилась вниз. Также рекомендуется задействовать электрод с диаметром 5 мм, что позволит значительно ускорить процесс сварки.
Четвертый по счету валик выполняется на режимах, аналогичных третьему, а его направление не меняется. Проводник прикладывайте к вертикальной трубе под углом 80-90 градусов.
Если металл стекает вниз, то рекомендуем немного уменьшить силу тока, быстрее делать проход электродом. Также можно отрывать сварочную дугу на короткое время, чтобы поверхность успевала немного остыть.
Итак, при сваривании горизонтальных швов неповоротных стыков с помощью трёх или более сварочных прослоек, каждый слой, начиная с третьего, выполняйте в противоположных друг другу направлениях.
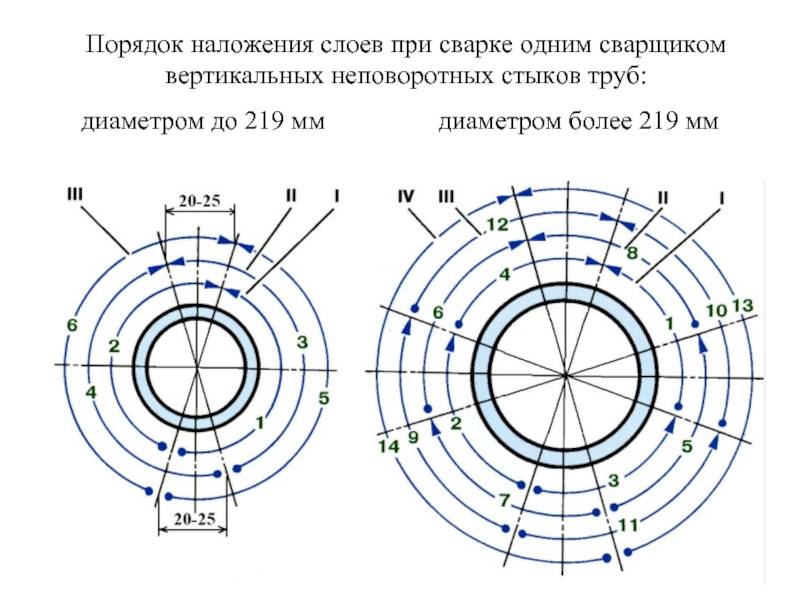
Для конструкций диаметром менее 200 мм применяется метод сварки сплошными швами. Для изделий диаметром более 200 мм используйте так называемый обратноступенчатый метод. Длину каждого готового участка трубы советуем делать не более 300 мм.
Технология работы с неповоротными стыками
Чаще всего применяется трехслойная технология наложения шва (коренной, заполнение кромок и лицевой шов). При этом все смежные сварные швы должны перекрываться минимум на 15-20 мм. Для труб, диаметр которых 9 мм, применяется налаживание 3 слоев (каждый по 3 мм), при этом необходимо выбирать режим работы с дугой минимальной длины (до 25 мм).
Сварка неповоротных стыков труб может выполняться по нескольким технологиям, большую роль играет пространственное положение заготовок.
Вертикальное расположение трубы
Технологический процесс:
- Корневой шов варится за два прохода, при этом, при налаживании второго валика необходимо проплавлять первый слой, это даст гарантию качества корня шва. Режим работы (величина сварочного тока и скорость выполнения работ) определяется исходя из толщины стенки трубы и величины зазора между соединяемыми элементами.
- Заполнение кромок может осуществляться на достаточно высокой скорости, при этом используется положение электрода углом назад или под прямым углом.
- Замки смежных слоев должны выполняться со смещением минимум на 5-10 мм.
- Лицевой слой наплавляется узкими валиками, от скорости сварки во многом будет зависеть плоскость получаемой поверхности.
Сварка горизонтально расположенных труб
Такие стыки варить самостоятельно стоит только в том случае, если уже есть существенный опыт выполнения других типов сварочных работ, например уже осуществлялась сварка поворотных стыков труб.
Как уже говорилось, основная сложность заключается в необходимости выполнения сварки в трех положениях — нижнее, вертикальное, потолочное.
Это требует постоянной регулировки силы сварочного тока, угла наклона электрода, изменения скорости выполнения работ:
- На каждом этапе процесс необходимо выполнять непрерывно.
- Для каждого из них необходимо выбирать определенную силу сварочного тока. При выполнении потолочного шва она должна быть увеличена (на 10-20%).
Трубы под углом 45 градусов
В данном случае сварной шов расположен под определенным углом к горизонту. В связи с этим исполнитель должен обладать универсальными навыками, позволяющими выполнять сварку в горизонтальном и вертикальном положении. Сварочный шов может быть сформирован только при выполнении многих манипуляций с электродом (смена направления сварки, изменение угла наклона).









Стоит в нескольких словах остановиться и на этой технологии, ведь сварка поворотных стыков труб должна быть освоена в совершенстве перед выполнением работ с неповоротными соединениями.
Выбор технологии в данном случае зависит только от диаметра свариваемых труб:
- При соединении газовых труб, (диаметром до 200 мм), сварка выполняется в несколько слоев без остановок. Для этого труба постепенно проворачивается по мере заполнения сварочного шва. Сварка поворотных стыков металлических газовых труб имеет свои особенности. Так 2 и 3 слои шва должны накладываться в противоположном первому слою направлении, замок (перекрытие предыдущего слоя) при этом не должно быть меньшим 10-15 мм.
- При сварке других труб небольшого и среднего диаметра их окружность делится на четыре сектора и выполняется их поэтапная проварка. После наплавления металла на первые два сектора труба поворачивается на пол оборота, после чего продолжается выполнение работ.
- При сварке труб значительного диаметра (более 50 см) окружность трубы делят на большее количество секторов (по 150-300 мм). Заполнение шва выполняется так же посегментно, сплошным наплавляется только лицевой (3 слой).
Особенно, если речь идет о трубопроводах с повышенными требованиями по герметичности сварных соединений.
Подготовка к проведению работ
Технология подготовки к началу работ по свариванию включает в себя следующие этапы: изначально необходимо подготовить металл, то есть провести на нем разметку, сборку и резку труб. Для этого необходимо установить части труб в изначальном положении и очистить каждое место стыка от ржавчины, шпака, грязи, слоя краски и иных наслоений. Затем нужно провести разметку с использованием угольника, рулетки и чертилки перенести размеры конструкции на металл с чертежа. Для этой цели можно применять использовать шаблон из металла. Стоит помнить, что части труб во время сваривания немного укорачиваются, поэтому при работах нужно оставлять припуск, исходя из погрешности 1 миллиметр на поперечный стык, а 0,1-0,2 на 1 миллиметр продольного шва.
В связи с тем, что большинство труб обладают сечением круглой формы, при заготовках частей труб чаще всего применяют термическую резку.
Примерно 30 % от общей количество времени процесса занимает сборка деталей под сварку. Во время сборки необходимо учитывать изготовителя изделий, диаметр труб, серию продукции и другие факторы. Для сборки применяют сварочные прихватки. Они представляют собой легкие швы с поперечным сечением до 1/3 полноценного шва. Размер прихватки зависит от диаметра трубы и толщины стенок и составляет от 20 до 120 миллиметров. Сварочные прихватки применяют для снижения вероятности смещения участков конструкции, что может вызвать трещины при охлаждении. При сварке электричеством или газом трубы с большим диметром и толщиной или сварке в неудобном расположении во время сборки используют механическое оборудование.

Если вам необходимо произвести зажигание дуги, то нужно произвести короткое замыкание трубы с концом электрода и оторвать электрод от поверхности конструкции. Расстояние примерно равняется величине диаметра покрытого электрода. Это необходимо для нагревания металла до определенной температуры в катодном пятне. При нагревании происходит выброс первичных электронов.
Для зажигания дуги используют технологию скольжения или впритык.
Во время зажигания впритык металл нагревается в месте короткого замыкания. При зажигании дуги по технологии скольжения металл прогревается сразу в нескольких местах на поверхности сварки изделия. Чаще применяется первый способ, второй, как правило, используется при сварке небольших труб с трудным расположением.
«Операционный» шов при поворотной сварке труб
Иногда труба смонтирована слишком низко либо между ней и полом остается совсем небольшое расстояние, из-за чего невозможно подобраться снизу. Тогда используют «операционный шов» для сварки труб поворотным способом.
Подготовка
Изначально очень важно ровно состыковать трубы, снять фаски и обработать зону, расположенную около шва. Сварщику приходится столкнуться с более серьезной задачей, если работа ведется с тонкостенной (3 мм) оцинкованной трубой, ведь она горит как фольга
В таком случае фаски снимают совсем немного, оставляют побольше притупление кромок и зазор всего в 1 мм.После стыковки и чистки на трубе рисуют треугольник или квадрат. Именно такое «вскрытие» требуется для проведения запланированной операции.
К треугольнику необходимо приварить огарок электрода (или что-то другое) и вырезать намеченную фигуру при помощи болгарки.
Затем трубы стыкуются с необходимым зазором. Далее можно делать прихватки с торцов среза. Но помните, если толщина стенки трубы более 4 мм, зазор должен соответствовать диаметру стержня электрода.
Сварка и зачистка. Для сварки труб поворотным способом в данном случае подходят два метода: с отрывом или без отрыва дуги. Выбор зависит от обстоятельств, пожеланий и опыта специалиста.Сварку начинают полумесяцем чуть выше нижней точки трубы и заканчивают в месте прихватки. Очень важно, что работа ведется до полного сплавления кромок.
Далее аналогичный шов накладывается с другой стороны. Первый шов обязательно перекрывается замком в нижней точке, поэтому мастера рекомендуют проплавлять замок подольше.
Теперь нужно подготовить треугольную крышку и зону, с которой она была вырезана. В первую очередь снимают фаску и обрабатывают зону, прилежащую к шву. Необходимо установить крышку на место и сделать прихватки, после чего зачистить прихватки и место начала работы – при сварке труб поворотным способом по этому методу данная зона считается наиболее важной.
Можно переходить к наложению первого шва от начала указанного места и по диагонали до вершины треугольника. Приступая ко второму шву необходимо снова зачистить зону начала сварки.
С другой стороны все операции производятся в таком же порядке. И вот шов готов.
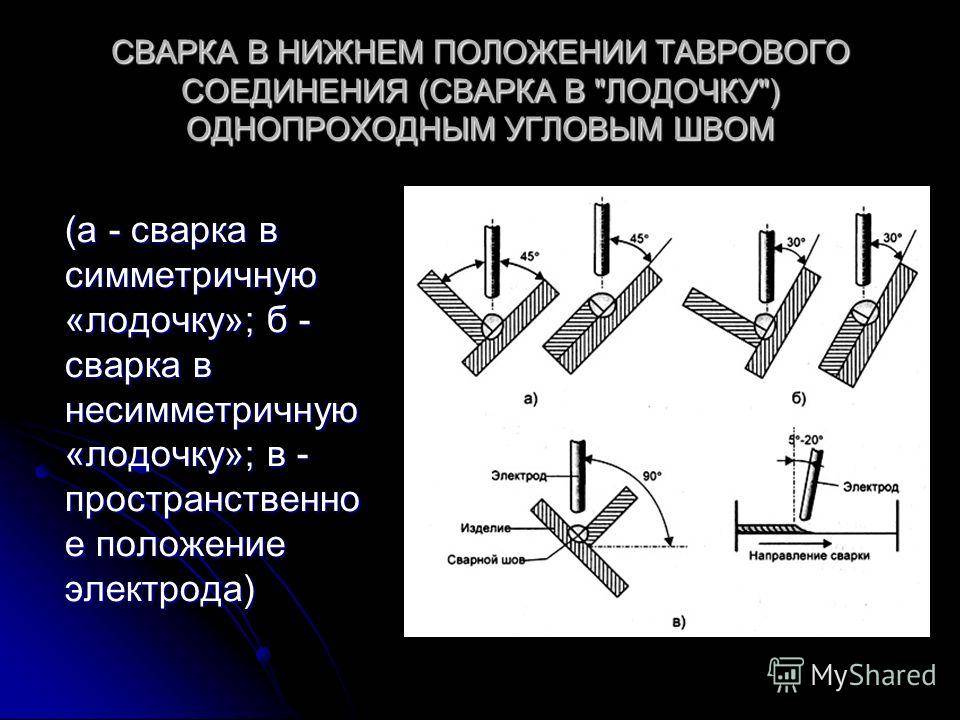
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая — в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.










Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика
Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока. При стекании расплава делают более быстрые движения, периодически отрывают дугу
За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно
При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Горизонтальный сварочный шов.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
Сварка потолочных швов.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Сварка в лодочку.
Правильный способ сваривания корня шва
При правильном сваривании корня газом и электричеством необходимо зачистить конец и начало под нож после варки, чтобы скрыть след от перехода на следующий электрод. Сварки корня вторым электродом нужно начать с уже защищенных и проваренных мест, покрывая их следующим слоем. Сварка корня, произведенная по этой технологии, позволяет создать очень надежный шов.
Во время сварки нередко можно обнаружить внутренние и наружные дефекты различного вида. К наружным дефектам относят брызги, пары микротрещины, вогнутый корень и тому подобные.
Некоторые из них можно исправить, но изначально стоит продумать денежную целесообразность подобного ремонта.
Работа сваркой
Перед тем, как приступить к работе, необходима подготовка:
- Очистить и обезжирить места соединений
- Трубы устанавливаются ровно и плотно, зазоры и перекосы недопустимы.
- На сварочный аппарат устанавливается требуемый режим и электрод
- Трубу заземляются
- Металлические трубы тяжелые, поэтому для хорошей фиксации положения изделий, можно сделать несколько прихваток по окружности.
Как сварить неповоротный вертикальный стык
Сварной шов делается короткой дугой в два захода. Сечение трубы визуально делится на две равные части, а те в свою очередь на три основных положения
- Потолочная позиция с 1 по 3
- Вертикальная позиция с 4 по 8
- Нижняя позиция с 9 по 11
Процесс заполнения шва всегда начинается с потолочной позиции. Дина дуги определяется по формуле Imin=0/5dэ мм (dэ – длина электрода)
Заканчивается заполнения разъема в нижнем положении.
Сварка производится под определенным углом. Потолочное положение делается углом назад (позиция 1-2), после переходит в позицию (3-7) углом вперед, следом образуется прямой сварочный угол и завершается шов углом назад (позиция 9-11)
Соединение второго участка делается аналогичным образом. Перед началом варки детали следует очистить.










Для сварки замка используются электроды диаметром 3 мм.
| Положение электрода | Сила тока (А) |
| потолочное | 80-95 |
| вертикальное | 75-90 |
| нижнее | 85-100 |
Как сделать шов
Качественный корневой шов образуется при помощи постоянной подачи электрода в стык. В результате внутреннего проплавления труб образуется маленькое окошко, она называется технологическое окно.
Это начало корневого шва. Постепенно металл накапывается в стык деталей. С обратной стороны образуется большой валик. В этом месте чаще всего возникают поры, так как валик долго остывает и успевает вступить в контакт с атмосферой.
Заполнение стыков у труб, где толщина стенок превышает 8 мм, получается неравномерным. В подавляющем большинстве недотягивает нижнее положение. Для устранения это дефекта, требуется в верхней части стыка еще раз «накидать» металл (наплавить валик).
Сварка облицовочного шва
Облицовочное соединение образуется в результате однократного прохода электродом в одном направлении или нескольких проходов.
Предпоследний проход следует завершить так, чтобы зазор между трубами остался незаполненным на 0.5-2мм, а металл по краям шва выходил за стык на половину ширины электрода.
Рекомендация. Монтаж труб с толщиной стенок меньше 6 мм и сечением до 15 см следует выполнять при постоянном однозначном напряжении, максимально подходит показатель для потолочного положения. Когда осуществляется изменение на вертикальное положение, используется прерывистая накидка металла.
Те же самые манипуляции проделывают, когда источник питания расположен далеко от места монтажа.
Как производятся «мазки» электродом
Если толщина труб большая, то начало и обрыв делаются в одной точке.
Важно. Начало дуги запрещено совмещать с точкой, в которой был произведен только что обрыв
— начало дуги, — обрыв дуги
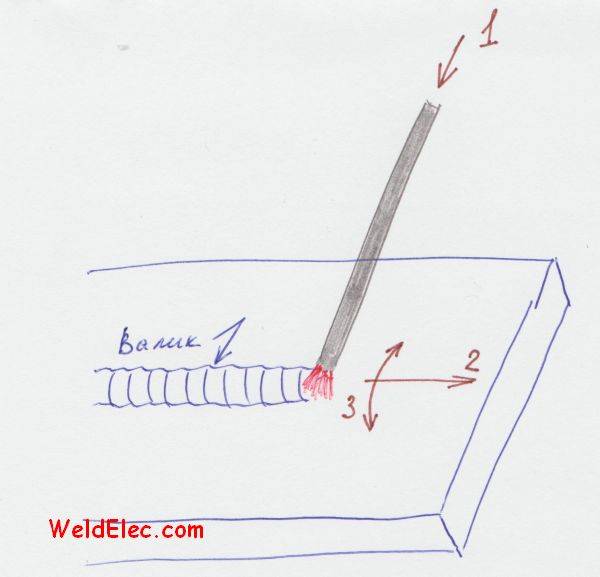
Метод сварки неповоротного горизонтального стыка
Монтаж металлических элементов осуществляется электродом толщиной 3 мм.
Сила тока для варки выбирается в соответствии с толщиной стенок изделия, шириной и глубиной зазора.
«Угол вперед» — дает максимальное плавление
«Угол назад» — минимальный уровень плавления.
К сведению. Если уровень плавления недостаточный, длина дуги создается короткой. Если плавление нормальное – дуга среднего размера.
- Корневой шов следует делать в месте с минимальным расплавлением соединения.
- Во втором проходе металл накидывают так, чтобы расплавить корневой шов и оба края изделия. Должен образоваться валик нормальной формы.
- Третий проход рекомендуется осуществлять при повышенном режиме под «углом назад» или прямым. Расплавленный металл надо накапать выпуклым валиком. Электрод должен двигаться по маршруту, совпадающему с краем предыдущего прохода.
- Четвертый проход создается в режиме третьего валика. Электрод имеет прямой или почти прямой угол. Скорость плавления держат такой, чтобы одновременно плавились верхняя кромка разделки, второй валик и вершина третьего.
Замок. Металл накидываю с равномерным расширением шва в начале и с плавным сужением в конце, уровень наплыва на основной шов 2-3 см.









После завершения работ. Производится отшлифовка шва до одного уровня с трубой + по 2 см с каждой стороны, чтобы не осталось неровностей и шлака.
В результате шлифовки может выявиться погрешность, такая как пора.
В таком случае, место с дефектом следует вычистить до зазора и снова заварить, затем опять отшлифовать.
Шлифовка осуществляется в одном направлении от трубы к шву, это поможет избежать «подрезов».
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, ударом или “чиркнув” как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).

с подкладкой (съемной или остающейся)
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.
Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.

стыковое соединение с отбортовкой кромок (для тонкого металла)
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.
Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
https://www.youtube.com/watch?v=t87r-9QEz7g








Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.





