

Можно ли согнуть трубу без применения профилегиба
Конечно можно, если размеры готового изделия соответствуют следующим требованиям:
- Нет ограничений по изменению конечного сечения трубы (вплоть до ее плющения);
- Радиус изгиба достаточно велик — r > (15…20)h;
- Длина готового изделия превышает 1200…1500 мм;
- Качество торцов трубы не имеет значения.
- Материал высокопластичен (алюминий марок АД0 или АД00, медь до М4, латунь от Л80 и т.п.).
Заготовку укладывают в ограничивающие планки (сообразно нужным размерам), а затем гнут вручную, используя в качестве рычага одну из частей трубы.
Как согнуть профильную трубу в домашних условиях без трубогиба своими руками Металлическая труба квадратного сечения считается универсальным строительным материалом для арочных и полукруглых конструкций. Примером может служить полукруглая арка для теплицы, гнутый козырек из…
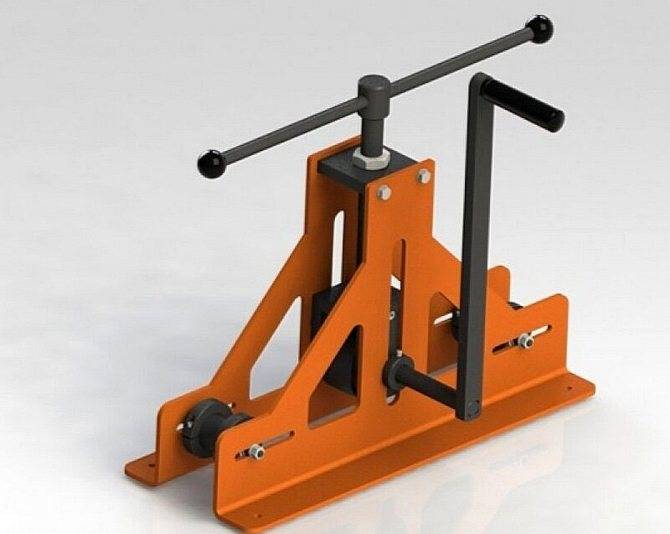
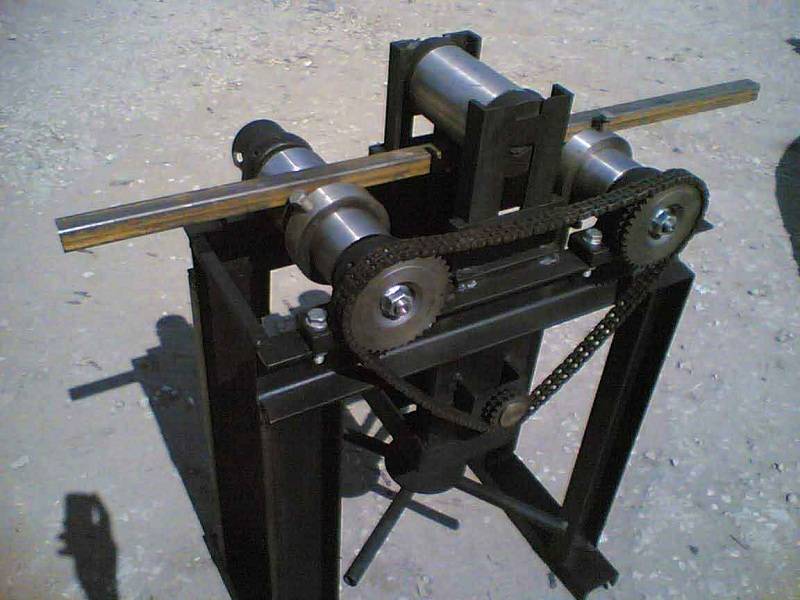
Обзор самодельного трубогиба для профильной трубы
Разновидности трубогибов
Эти механизмы предназначены для сгибания различного проката, труб и прутков без разрушения их структуры в поперечном сечении.
Принцип работы:
Механические ручные. Предназначены для деформации различных профилей небольших размеров, преимущественно из мягких металлов.
Гидравлические. В основном арбалетного типа, используются для придания рызличным профилям криволинейной формы в конкретном месте.
С храповым механизмом. Используется физическая энергия человека и при этом. достигается фиксация величины изгиба после каждого движения рычага.
С электрическим приводом. Облегчает работу, но финансовые затраты значительно выше.
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
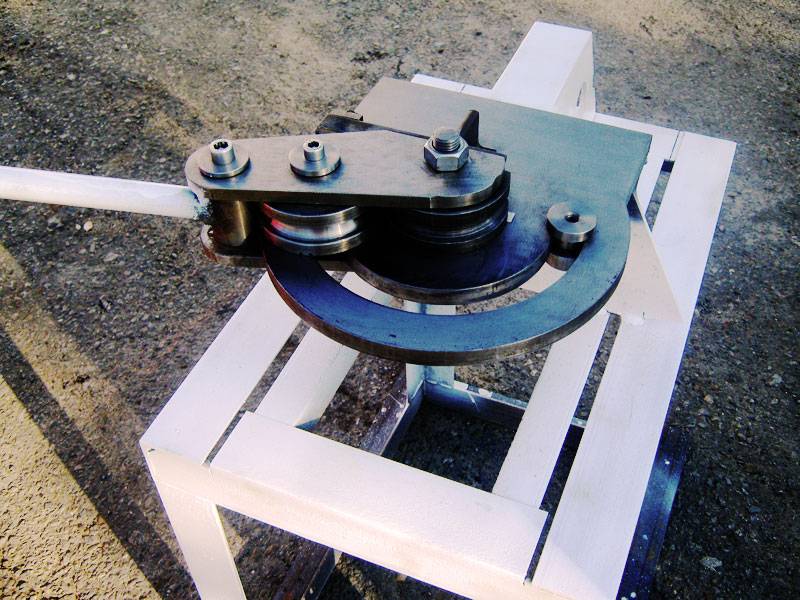
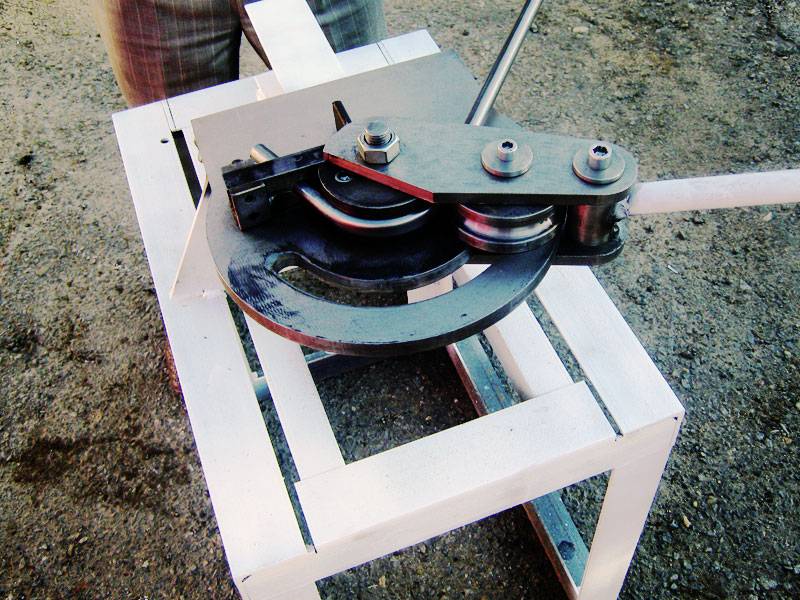
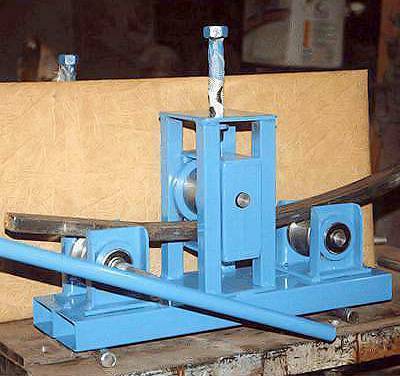
Реализация ручной роликовой модели
Изготовление ручного трубогиба своими руками состоит из некоторых стальных деталей без использования специальных механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.



Далее мы рассмотрим процесс изготовления двухвалкового гибочного станка, прикрепленного к опорной раме. Размеры инструментов могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – процесс трудоемкий, требующий хороших и прочных материалов, иначе вместо профиля может погнуться сам рабочий инструмент.
Для изготовления механического ручного трубогиба вам потребуются:
- Сварочный аппарат.
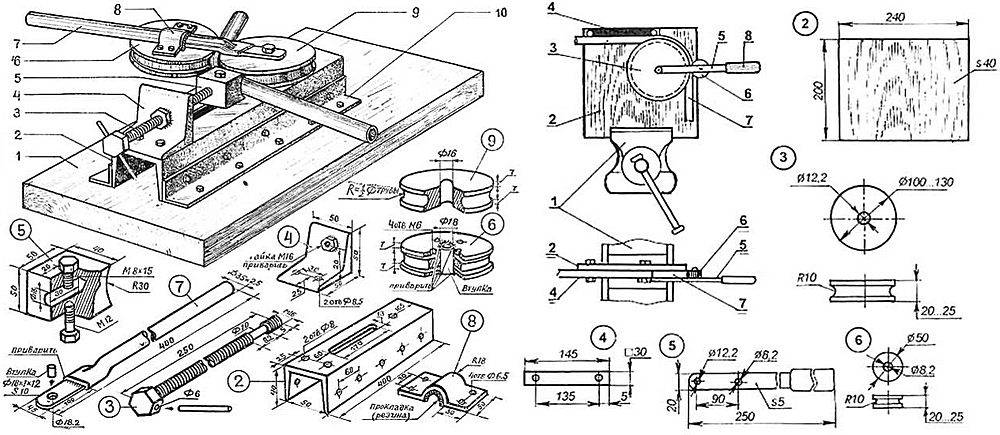
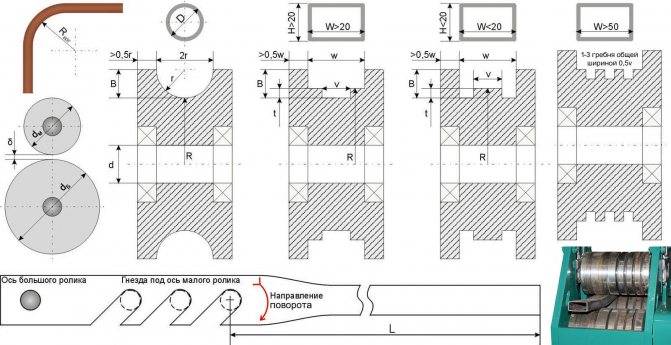
- Два ролика из стали с высоким сопротивлением (например, 1045) входят в комплект поставки. Диаметр большего составляет 100 мм, а меньшего – 60 мм. Оба имеют толщину 35 мм и радиус внешней полости 0,5 дюйма.
- Стальная труба диаметром минимум 1,5 дюйма с толстой стенкой (минимум 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 x 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, поддержки трубы и изготовления ручки. Вам также понадобится стальная пластина шириной 20-25 см, шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для малого ролика.
- Стальной лист 300 х 300 мм и минимальной толщиной 3 мм.
- Порок.
В процессе работы могут потребоваться другие общехозяйственные инструменты – молоток, пилы, наждачная бумага, линейка и т.д. Вышеперечисленные ролики предназначены исключительно для труб диаметром 1 дюйм, но без выемки по окружности можно получить универсальный инструмент для гибки металлических профилей.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно переходить непосредственно к изготовлению трубогиба:
- Подготовьте чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий ролика с диаметром болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Сделайте отверстие диаметром 0,75 дюйма в центре базовой рамы. Вставьте в него соответствующий болт, не выступая с тыльной стороны. Припаиваем болт к металлической пластине.
- Возьмите перфорированные металлические пластины 15×6 см, болт 0,5 дюйма, меньший ролик, стальную полосу 35 x 60 мм и сварите из них P-структуру, вставив болт с роликом в соответствующие отверстия.
- Припаиваем концы болта к металлическим полоскам. У вас должно получиться какое-то копье с отверстием побольше, ближе к открытому краю.
- К основанию получившейся копья необходимо приварить трубку ручки.
- Приварите опорную планку трубы к металлическому каркасу. Расстояние от планки до центральной оси болта должно быть равно радиусу большого рулона плюс 0,5 дюйма.
- Приварите к дну станины планку размером 15 х 6 см для крепления в тиски.
- Вставьте в копье большой ролик, наденьте раму на центральный болт и сверху закрутите гайку.
- Зажмите папку в тисках и проведите первые тесты.
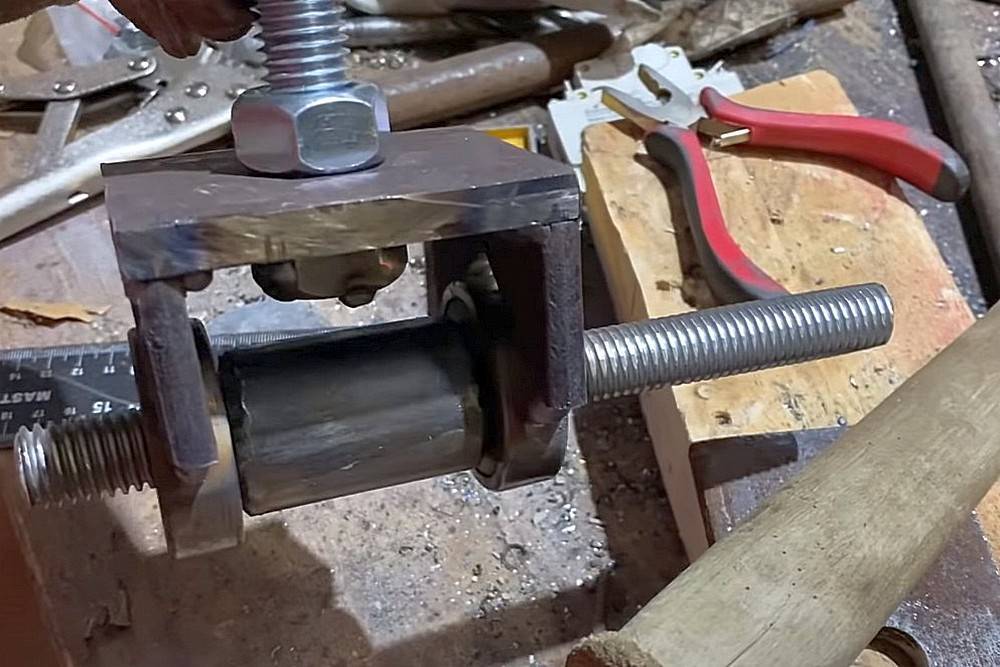
Важные нюансы изготовления:
Галерея изображенийФотографии из Перед работой необходимо смазать внутренний канал ролика машинным маслом или литолом, так как он подвергается сильным нагрузкам в горизонтальной плоскости. Крепежная планка должна быть сварена по всей своей длине, так как она подвергается сильным радиальным нагрузкам. Для фиксации конструкции на центральный винт между роликами необходимо поместить дюймовую трубку, чтобы оценить правильность сборки, трубка должна прочно удерживаться между роликами. Его исходное положение должно быть параллельно нижнему фиксирующему стержню. Покраска гибочного станка вряд ли будет долговечной, но замедлит коррозию металлических элементов. Материалы для ручного гибочного станка. Центральный болт завинчивается и приваривается. Сварка болта. П-образная конструкция. Формирование опорной балки на основании Крепежная балка, приваренная снизу к крепежной балке основания Центральная роликовая балка устанавливается на готовый боковой гибочный станок
Слабым местом получившейся всей конструкции являются сварные швы, поэтому в процессе изготовления трубогиба им уделяется особое внимание
Технология работы на самодельных трубогибах
Основные неудачи применения трубогибов, изготовленных своими руками, заключаются в существенной деформации поперечного сечения трубы, которое наблюдается при любой схеме деформирования. Потерю устойчивости сечения можно минимизировать или исключить созданием противодавления изнутри трубы.
Для этого существует несколько способов:
- Трубу, заполняют мелкозернистым песком, а в отверстия вставляют герметичные заглушки. Поскольку песок не сжимается, то внутреннее давление уравновесит внешнее, и деформации сечения не произойдёт;
- Применение для аналогичных целей обычной воды, которую перед работой следует полностью заморозить. Способ неудобен, однако вполне приемлем в холодную пору года;
- Использование в качестве источника противодавления пружины растяжения с подходящим диаметром. Пружину вкладывают внутрь трубы, затем заготовку деформируют;
- Заполнение трубы металлическими шайбами диаметром на 1…2 мм меньшим, чем внутренний диаметр. Детали нанизываются на стальной тросик, который пропускается сквозь трубу и закрепляется где-нибудь вне трубогиба. При изгибе шайбы получают возможность свободного перемещения вдоль оси трубы. Обладая высокой жёсткостью, они препятствуют деформации стенок.
При сгибании на малые углы (до 12…150) необходимости в описанных приёмах нет.
Рекомендации основанные на собственной практике
Чтобы загнуть партию труб с минимальной погрешностью, целесообразно использовать риску -отметку как приблизительный визуальный ориентир и дополнительно подсчитывать количество поворотов (качков) домкрата и количество протяжек трубы в каждую сторону. Точность вырастает в разы!
Выполняйте гибку с малым углом и в несколько проходов. Иначе трубогиб заминает железо. Да и физически крутить очень тяжело.
Погрешности радиусов полученные при гибке можно устранить при сборке самой теплицы. На этапе монтажа поперечных ребер жесткости помощник берет рычаг и поджимает дугу. Вы прихватываете на сварку.
Не увлекайтесь и не перегибайте! Разгибать трубу с которой перестарались — занятие очень неблагодарное. Лучше не полениться и лишний раз свериться с шаблоном или отметкой.
Очень упрощает работу периодическое впрыскивание смазки, в нашем случае использовалась обычная силиконовая, а когда баллон закончился, то WD-40.
С чего начинается изготовление трубогиба
Самодельный трубогиб изготавливается путём выполнения следующих манипуляций:
- Изготовления каркаса. От качества используемых материалов и сварных швов зависит ресурс изготавливаемого устройства. Сварка не единственный вариант для создания основания, так как можно применять дрель и болтовые элементы.
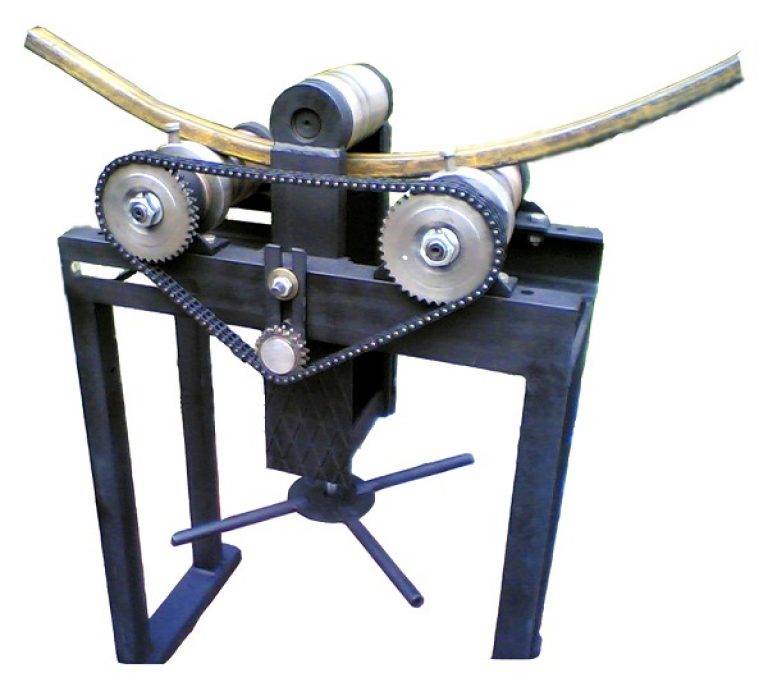
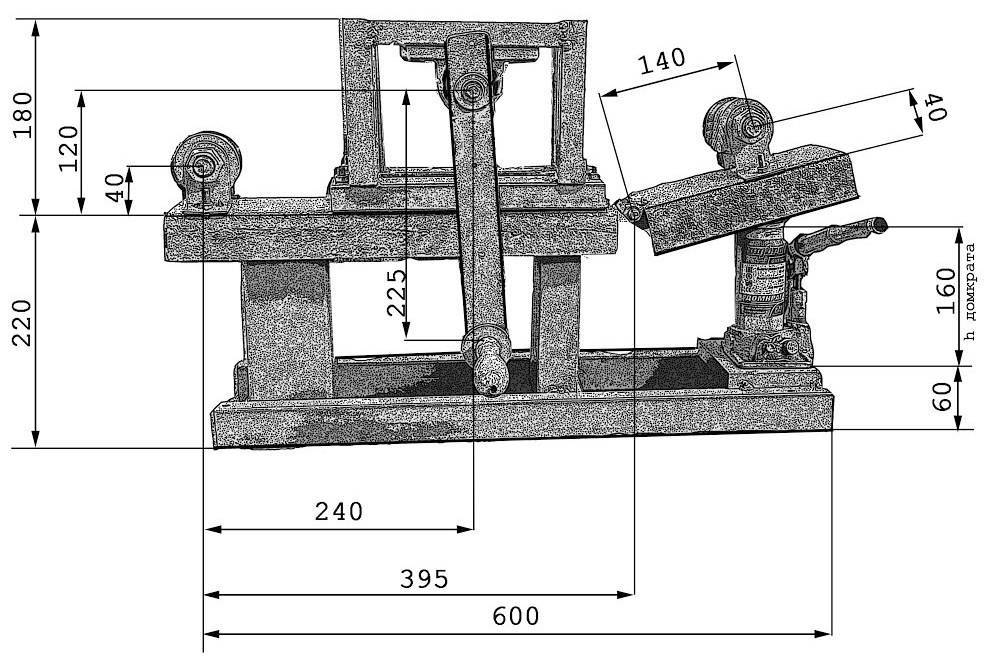
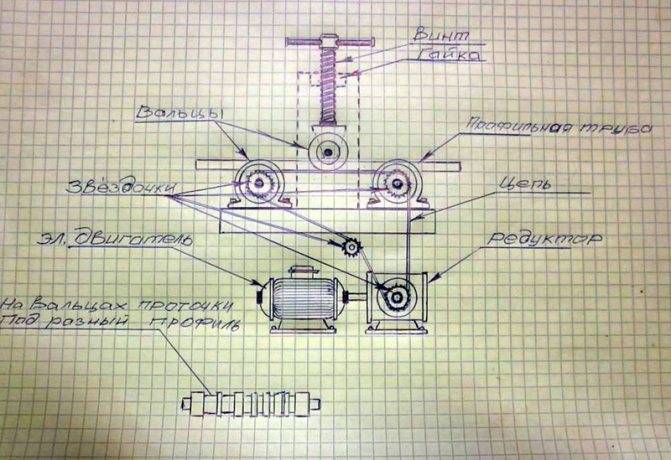
- Установить в зависимости с размерами чертежей ось вращения, а также сами валы. Два вала устанавливаются ниже третьего. Расстояния между осями этих валов — это радиус изгиба профильной трубы. Об этом нужно побеспокоиться ещё до того, как валы будут зафиксированы на основании.
- Работать устройство не будет, если не приводить в действие вал. Для этого применяется цепная передача, которая может иметь 3 шестерни. Цепная передача не является обязательным элементом устройства, так как в движение можно приводить только один вал, чтобы перемещать профильное изделие через такой инструмент. Если принято решение оборудовать устройство цепным механизмом, то цепь и шестерни берутся от коробки передач автомобиля или мотоцикла.
- Упростить процесс вращения валов поможет специальная рукоятка. При помощи такой рукоятки будет создаваться крутящий момент для получения, в конечном счёте, изогнутой трубы.

Устройство трубогиба не представляет большой сложности, но к его созданию нужно отнестись ответственно. Изготовить устройство на скорую руку не составит труда, но вот будет ли такой инструмент эффективным и надёжным, все зависит от продумывания каждой мелочи. Чтобы регулировать угол или радиус получаемого изгиба профильной трубы, требуется сделать один из валов регулируемым. Это позволит получать изделия разного радиуса, которые применяются не только для сооружения теплиц, но ещё и арок, беседок или въездных ворот.

Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь






Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
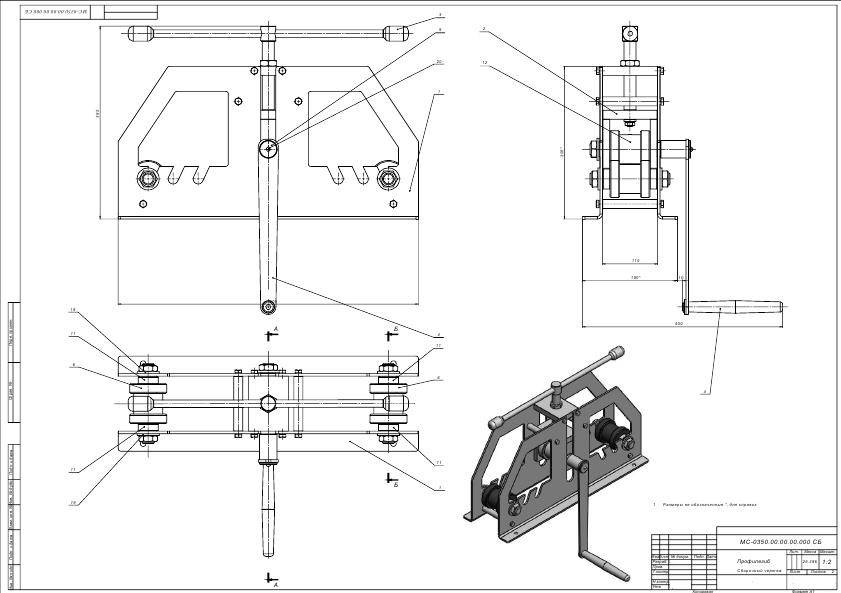
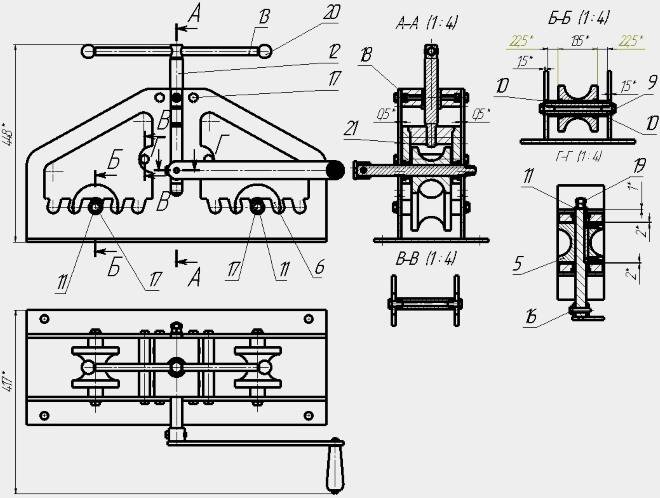
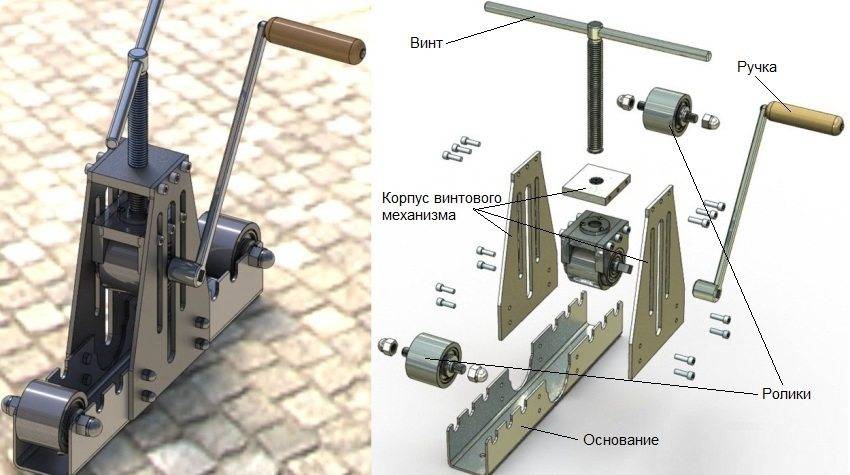
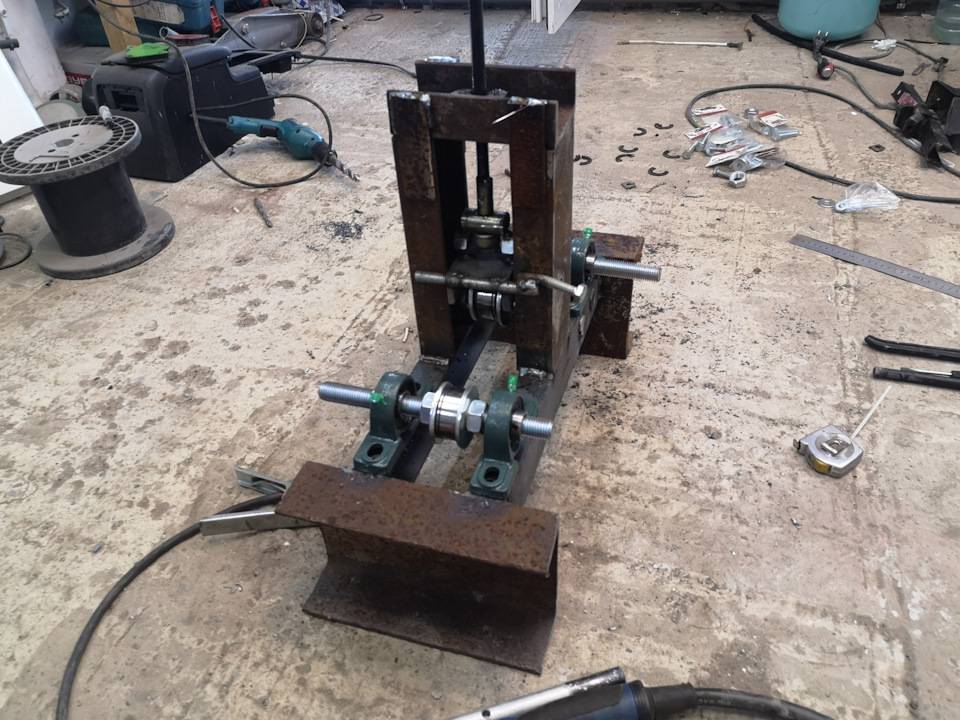
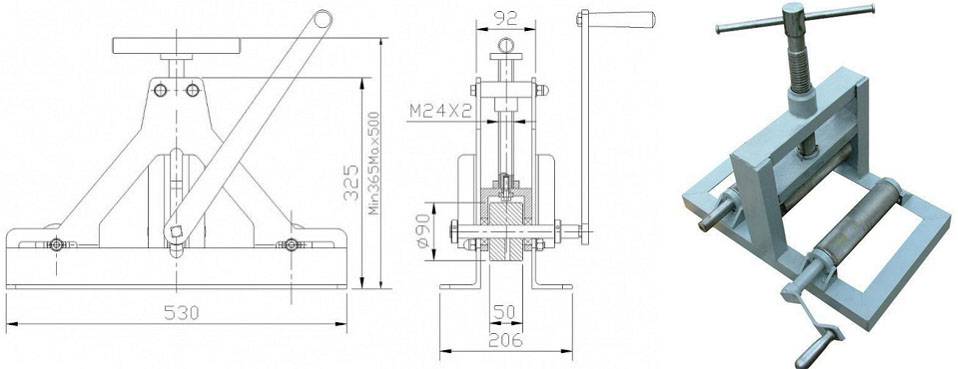
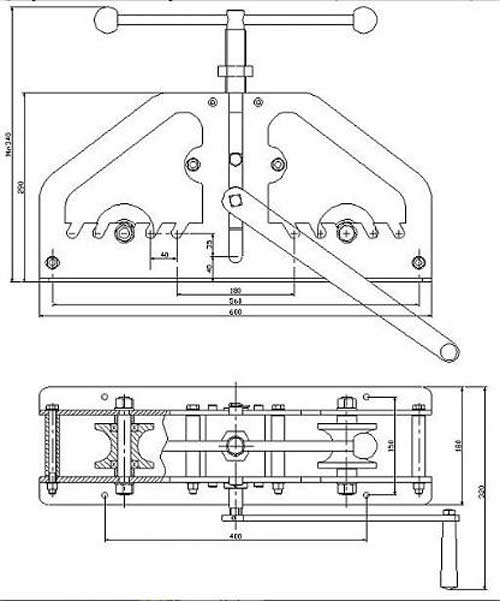
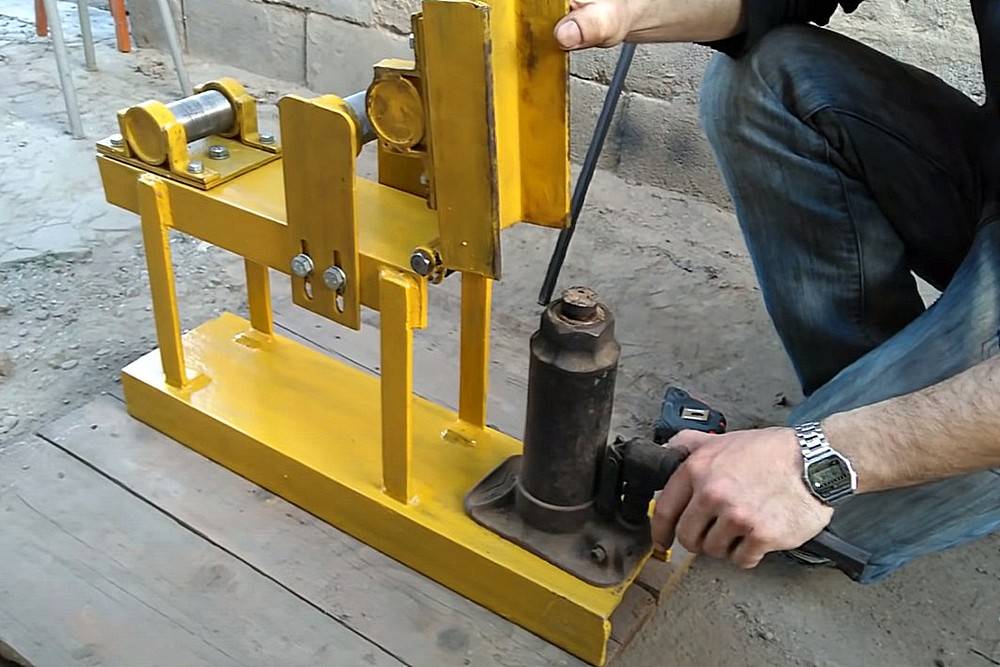
Еще одна конструкция гибочного станка
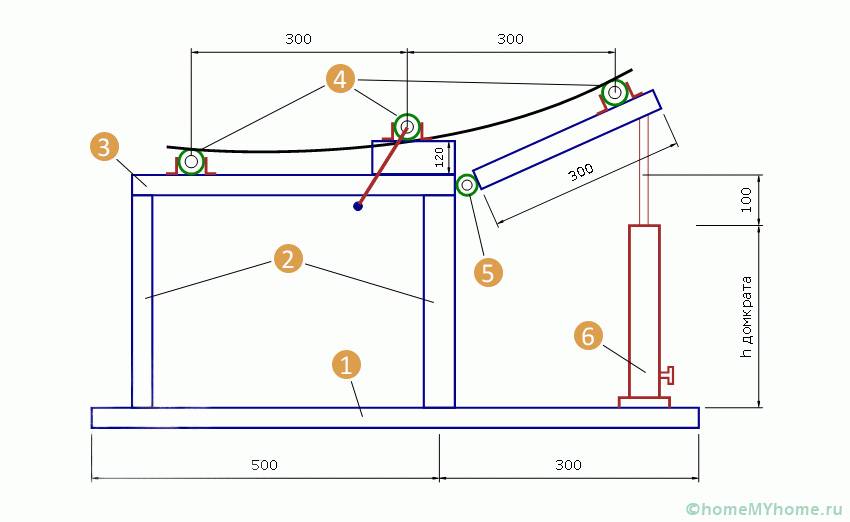
Для начала рекомендуем ознакомиться с чертежами данной конструкции, которые представлены ниже.

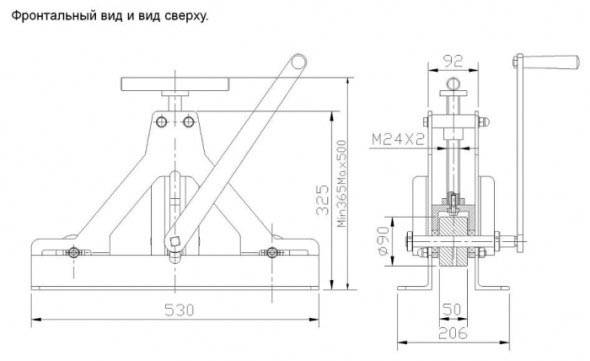
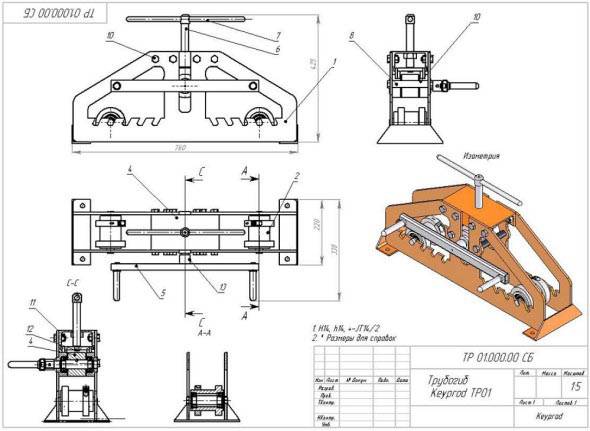

Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый. Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала
При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек

Шаг второй. Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.

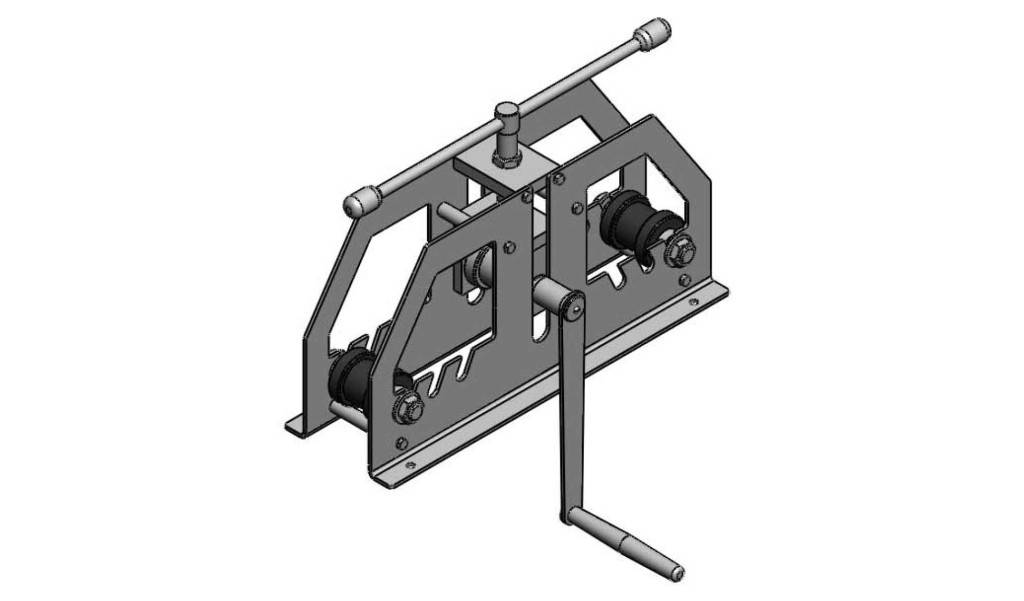
Шаг третий. Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.

Шаг четвертый. Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.


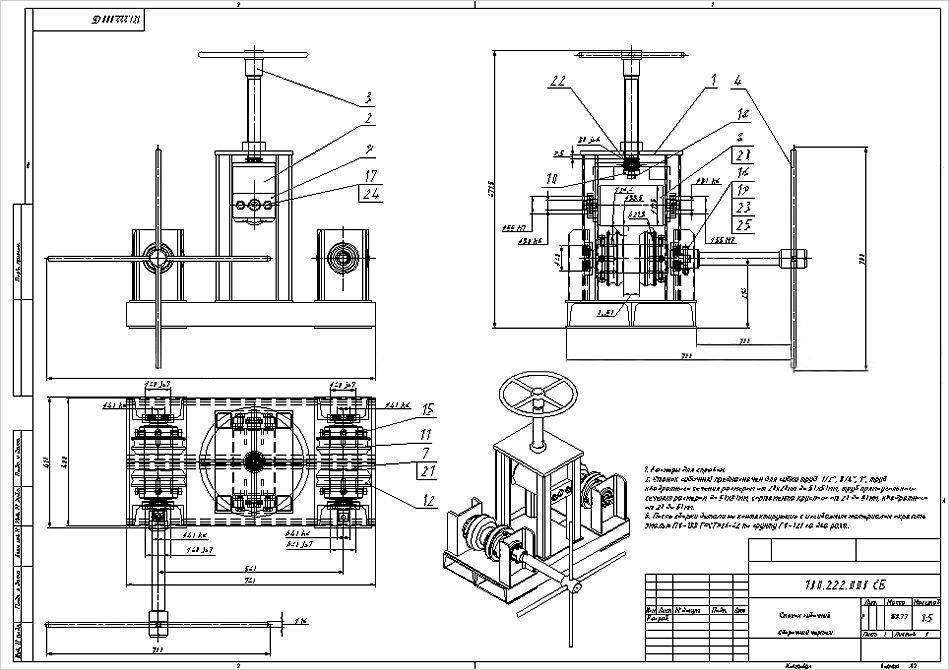
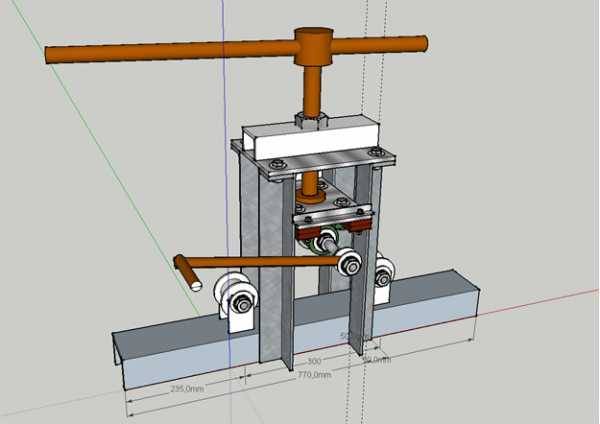

Шаг пятый. Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.

Шаг шестой. На нижней раме зафиксируйте приводные валы.

Шаг седьмой. Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.

Шаг восьмой. Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.

Шаг девятый. Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.

В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
2 Как согнуть трубу без трубогиба?
Если ввиду каких-либо причин вы не имеете возможность изготовить полнценный трубогиб своими руками, для работы с трубами можно сконструировать шаблон. Это неплохой вариант для гибки алюминиевых и медных труб, однако обрабатывать стальной профиль на шаблоне достаточно сложно.
Гибка на деревянном шаблоне
Существует несколько разновидностей шаблонов, наиболее простым из них является деревянная конструкция. Из массива дерева, толщина которого превышает диаметр обрабатываемой трубы, необходимо вырезать полукруг (размеры подбираются в соответствии с требуемым радиусом изгиба). Полученный полукруг фиксируется на верстаке либо другой устойчивой поверхности, с правой стороны от него монтируется упор, который будет фиксировать обрабатываемый профиль.
На этом простейший самодельный трубогиб можно считать готовым. Для гибки необходимо разместить профиль в отверстием между шаблоном и упором, после чего прикладывая давление на ее свободный конец придать трубе нужную форму.
Шаблон из металлических крючков
Для работы с полимерными трубами подобный шаблон можно сделать из металлических крючков, жестко зафиксированных в форме полукруга на деревянной поверхности. Однако металлический профиль такая конструкция не выдержит.
2.1 Магазинные станки
Узнав, как согнуть трубу без трубогиба, можно понять, что занятие сложное и муторное. Поэтому при отсутствии навыков для изготовления самодельного устройства рациональным решением будет приобрести гибочный станок заводского производства.
Для простых задач оптимальным вариантом будут трубогибы «Инстан». В ассортименте компании представлено около различных 10-ти моделей, однако лучше всего зарекомендовал себя гидравлические трубогибы серии ТПГ, а именно:
- Инстан ТПГ-1Б;
- Инстан ТПГ-1.25Б;
- Инстан ТПГ-2Б.
Инстан ТПГ-1
Числовое обозначение в маркировке указывает на максимальный диаметр труб, которые может согнуть данный станок. В качестве силового элемента в станках серии ТПГ используется гидроцилиндр прямого действия, который приводится в действие нагнетательным устройством. В комплекте со станками поставляются гибочные шаблоны, позволяющие обрабатывать трубы минимальным диаметром от 3/8″.









В качестве альтернативы станкам Инстан можно рассматривать трубогибы ЗУБР. Рекомендуем обратить внимание на модель ЗУБР-12, стоимость которой составляет 13 тыс. рублей
Рассмотрим ее технические характеристики:
- максимальное усилие — до 12 тонн;
- максимальный диаметр гибки — 51 мм;
- рабочие сечения — круг, квадрат;
- ход штока — до 230 мм;
- угол гибки — до 90 мм.
Трубогиб ЗУБР-12
ЗУБР-12 представляет собой достаточно габаритный гибочный станок, вес которого превышает 35 кг. В комплекте с агрегатом поставляются 2 сменных ролика и 6 насадок для работы с трубами разных диаметров. Для обработки толстостенного профиля лучше подойдет модель ЗУБР-10, которая позволяет гнуть изделия со стенками толщиной до 5 мм и сечением до 76 мм.
Для бытовой эксплуатации приобретать электрический трубогиб особого смысла нет, если только вы не занимаетесь мелкосерийным производством металлоконструкций. В первую очередь такая покупка нерациональна из-за высокой стоимости, цены на проверенный модели начинаются от 100 тыс. рублей
Однако при необходимости рекомендуем обратить внимание на электрические гибочные станки Stalex HTB-1000 и ЕНН-40
Для чего используют трубогибы?
Профильные трубы, имеющие различные разрезы, считаются сегодня наиболее востребованными металлическими изделиями и используются при сооружении теплиц, навесов, гаражей, для создания ограждений, во время прокладки трубопровода и так далее. И при изготовлении большинства этих изделий трубы необходимо сгибать под тем или иным углом, а без специального оборудования с этим никак не справиться.
Итак, трубогиб – это специальное устройство, посредством которого в большинстве случаев и сгибаются трубы, причем угол изгиба может быть разным (в пределах 0-180 градусов). Привод современного трубогиба зачастую электромеханический или же гидравлический.
Сфера применения трубогиба достаточно широка – его можно встретить на строительных площадках, при создании отопительных/водопроводных сетей, на промышленных объектах, проч. Трубогиб, изготовленный собственноручно – это незаменимая вещь в хозяйстве, которая может быть использована для самых разных работ. Если вы, к примеру, намерены своими руками установить кондиционер, оборудовать вентиляционную или отопительную систему, то обойтись без данного агрегата будет непросто.
Гидравлический трубогиб
Гидропривод, обеспечивающий необходимое усилие, можно собрать и другим способом. Обычный автомобильный домкрат устанавливается на раму из швеллеров и снабжается двумя симметрично расположенными упорами (их можно предусмотреть регулируемыми).
К винту домкрата прикрепляют сменную насадку, профиль которой соответствует диаметру дуги внешнего сечения трубы. Расстояние между рёбрами рамы зависит от угла изгиба. Для реализации процесса домкрат помещают сверху деформируемой заготовки, предварительно фиксируя её по упорам.
Самодельный гидравлический трубогиб готов к использованию. Особо крупные трубы для безопасности дополнительно закрепляют при помощи болтов. Далее вращают винт, и производят деформирование до нужного значения.
Домкратный гидравлический трубогиб – удачное решение, позволяющее использовать имеющийся в арсенале домашнего мастера автомобильный домкрат. Недостатки – малая производительность и ограничения по длине заготовки (для длинных труб габариты рамы существенно возрастут).
Ручной трубогиб своими руками
Очень многих хозяев волнует вопрос о том, как сделать ручной трубогиб для профильной трубы своими руками. Вопрос этот достаточно актуален – приобретение готовых инструментов обходится дорого, да и качество некоторых из них оставляет желать лучшего. Неудивительно, что различные схемы трубогибов оказываются популярными и востребованными.
Для создания простого трубогиба с ручным управлением потребуется всего три компонента:
- Бетонная плита;
- Несколько металлических штырей;
- Перфоратор.
Сборка всех деталей в одно целое не представляет особой сложности. Сначала нужно разделить плиту на квадраты со стороной 4 см или 5 см. Когда эти квадраты размечены, в их углах при помощи перфоратора высверливаются глубокие отверстия, в которые далее устанавливаются штыри. Лучше всего иметь при себе чертежи самодельных трубогибов для профильной трубы, чтобы постоянно сверяться с ними.
Как согнуть профильную трубу – простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.

При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой.
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.





Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5%!м(MISSING)еньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Популярное: Что такое матрица и пуансон, в чем главное отличие?
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.

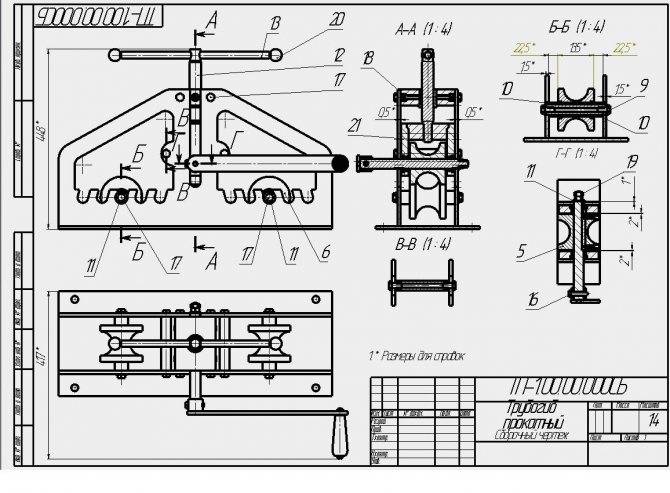
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.






