

Как нужно выбирать трубы
Диаметр магистрали
При выборе труб из полипропилена надо исходить из особенностей помещения и функционального назначении системы трубопровода. Для водопроводной магистрали с горячей и холодной водой требуются трубы небольшого диаметра. Для канализации и отопления нужно приобрести трубы большого диаметра. Вместе с этим необходимо замерить площадь, на которой будет производиться монтаж, а также учесть протяженность всего трубопровода. Также сварка полипропиленовых труб своими руками потребует наличия специальных знаний и навыков.
При выборе вида полипропиленовых труб для той или иной трубопроводной магистрали, нужно учитывать, учесть степень сложности их установки, а также как варить полипропиленовые трубы в каждом конкретном случае. Нужно точно определить, сможете ли вы самостоятельно справиться с предстоящим фронтом работ самостоятельно, или все же придется обратиться к профессионалам.
Виды труб из полипропилена
Функциональное назначение
Нужно учесть, что для отопления, горячего водоснабжения и для водопроводов, которые рассчитаны на холодную воду, существуют разные виды полипропиленовых труб, отличающиеся по своим техническим показателям. Поэтому сварка ПП труб или труб другого типа также будет зависеть от функционального назначения всей системы трубопровода.
Схема подсоединения пропиленовых труб к радиатору системы отопления
Не следует брать трубы для холодного водоснабжения для систем отопления. Они не подходят для высоких температур и быстро выйдут из строя. Трубы для теплых полов, для отопления и для подачи горячей воды требуют особых технических характеристик. В этом случае технология сварки полипропиленовых труб будет также иметь свои особенности.
Чтобы правильно выбрать полипропиленовые трубы, прежде всего, нужно верно подобрать диаметр. Он не должен быть слишком маленьким, так как это повлияет на напор воды. Труба большого диаметра обойдется дороже.
Монтаж полипропиленовых труб собственноручно нельзя осуществить без наличия специализированных муфт, переходников, уголков, имеющих различный размер и конфигурацию, а также специального оборудования для сварки. В нем будет установлена требуемая температура сварки полипропиленовых труб, которая обеспечит герметичность соединения. При выборе крепежных элементов труб из полипропилена нужно ориентироваться на их диаметр и общий вес. Крепеж должен прочно фиксировать сегмент трубопровода и выдерживать его вес в рабочем состоянии.
Водопровод из полипропиленовых труб с крепежами
Правила и нюансы сварки полипропиленовых труб
обезжирить поверхности. расплавленного пластика.
Очень важным является соблюдение глубины посадки труб при сварке. Профессионалы могут определять это на глаз, но лучше всего сделать разметку, чтобы не ошибиться. Для того чтобы не измерять каждую трубу по отдельности, можно обрезать кольца нужного размера из труб большего диаметра. С одной стороны можно приклеить кружок картона или другого материала, это позволит надевать такую насадку на трубу и быстро отмечать глубину сварки. Для каждого диаметра труб глубина изменяется, поэтому нужно делать различные насадки в соответствии с таблицей. Возможность использования таких приспособлений облегчает работу, увеличивает точность и помогает избежать ошибок. Для трубы диаметром 32 мм, такое приспособление можно сделать из обрезка диаметром 40 мм. Для труб самого большого диаметра нет возможности создать такую насадку, но для всех остальных это можно сделать с легкостью.
При желании можно измерять и делать разметку на каждой трубе в отдельности, но это займет гораздо больше времени
Всегда стоит помнить, что точность глубины сварки— это очень важно, так как при введении трубы в фитинг больше положенного, сузиться сечение проходного отверстия или вообще произойдет запайка трубы. При недостатке соединения, качество сварки будет плохим и может возникнуть течь
Выполнить сварку полипропиленовых труб можно самостоятельно в домашних условиях, но возникают такие моменты, когда паять детали необходимо прямо на месте установки. В таком случае понадобиться помощь второго человека. Один должен будет держать сварочный аппарат, а второй надевать детали на насадки и быстро соединять их после нагрева. Такие действия в одиночку могут привести к порче труб и невозможности их использования в дальнейшем.









Виды радиаторов для обвязки
Для установки системы отопления необходимо выбрать тип радиатора. Различные виды отопительного оборудования отличаются по крепежу к стене, материалам изготовления, подключению труб. Сегодня производители предлагают следующие варианты:
Устройство секционных радиаторов.
- Панельные стальные батареи, выполненные в виде относительно тонких сплошных панелей. Подключение таких радиаторов может быть боковым либо нижним.
- Секционные облегченные, изготовленные из алюминия. Также часто используются биметаллические. Такие батареи можно подключать по одной либо нескольким секциям, соединение с общей системой боковое, трубы полипропиленовые подходят идеально.
Для квартир, где имеется центральное отопление, используются биметаллические радиаторы (чугунные применяются все реже, это объясняется их большим весом, громоздкостью, хрупкостью). Связано это с тем, что в воде, которая подается в систему отопления, часто находится щелочь, песок, которые могут повредить остальные типы радиаторов.
Для частного дома же отлично подходят алюминиевые, стальные панельные радиаторы, при этом необходимо соблюдать все условия для подключения (для медного трубопровода используются стальные и алюминиевые радиаторы, для обычного — можно только алюминиевые).
Комплектующие для подключения радиаторов
Отопление — это довольно сложная система, подключение которой требует участия специалиста. Кроме радиаторов и труб, необходимо приготовить и комплектующие, без которых соединение будет просто невозможным.
Комплект подключения состоит из:
Комплектующие для подключения радиаторов.
- набора, включающего заглушку, переходники, ручной воздухоотводчик, ключ для выпуска воздуха из батарей плюс трубы;
- футорки, или переходники, которые имеют праву и левую резьбу;
- специальные инструменты для навинчивания переходников.
Запорная арматура для батарей тоже требуется, не стоит забывать и про трубы. Сюда же относятся шаровые краны, вентили для прекращения подачи рабочего потока либо его регулирования.
Другие монтажные нюансы
Используя полипропиленовые трубы в отопительных магистралях, необходимо знать, как монтировать их к поверхности с учетом температурного расширения. Если работы проводятся при температуре 20°, а максимальное значение транспортируемой жидкости составляет 110°, то каждый метр неармированного трубопровода удлиняется на 12 мм. Поэтому для отопительных магистралей необходимо использовать только армированные изделия. Их расширение составляет 2,4 мм. Тем не менее, при прокладке магистрали его нужно учитывать.
Если трубопровод будет замуровываться, можно воспользоваться специальными кожухами. Благодаря своей мягкой структуре они позволяют снизить напряжение труб. Кроме того кожух снижает теплопотери магистрали. Для компенсации расширения на наружном трубопроводе, устраивают температурные компенсаторы. Они могут быть выполнены в форме петель, П-образные или Z-образные. Так как полипропиленовые трубы не пластичны изгибы выполняют при помощи фитингов.
Изучив теорию по работе с полипропиленовыми трубами, можно приступать к практическому выполнению процесса. Главное строго соблюдать технологию. Если нет полной уверенности в своих силах, лучше пригласить специалиста. Ведь ошибки могут дорого стоить. О качестве проделанных мероприятий можно будет судить после проверки магистрали под напором.
Главные ошибки при сварке полипропиленовых труб
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения
Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа. Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается. Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.








Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды. Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки. Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода. Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
Особенности материала
При выборе способа зачистки нужно рассмотреть торец трубы. В стандартных разводках для холодного и горячего водоснабжения, отопления армирующий слой находится посередине, между наружной и внутренней прослойками. В старых моделях он расположен ближе к наружной части, защищен от внешних воздействий тонким слоем полимера. Его основная функция заключается не в повышении надежности, а в уменьшении теплового расширения трубопровода. Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
Исходя из этого можно выделить следующие особенности зачистки для полипропиленовых труб:
- Внутренняя армирующая прослойка не удалится, а только зачищаются торцы. Это нужно для пайки полипропилена.
- При внешнем слое алюминия необходима полная зачистка поверхности на глубину до 2 мм. Фольгированный слой в месте соединения с муфтой удаляется полностью.
- Трубы без армирования зачищать или торцевать не надо.
Удаление части алюминиевой фольги нужно для всех типов покрытий – однородных и с перфорацией. Причина – металл нагревается и остывает быстрее, чем пластик. В зоне контакта может возникнуть неоднородная кристаллизация на границе с алюминием, что приведет к потере механической стойкости.
Совет: перед началом зачистки трубы должны пролежать в помещении при комнатной температуре 5-6 часов.
Оборудование для сварки полипропилена
Любые ремонтные работы подразумевают наличие специального оборудования и набора подходящих инструментов. Сварка полипропилена не исключение.
Главное действующее «лицо»
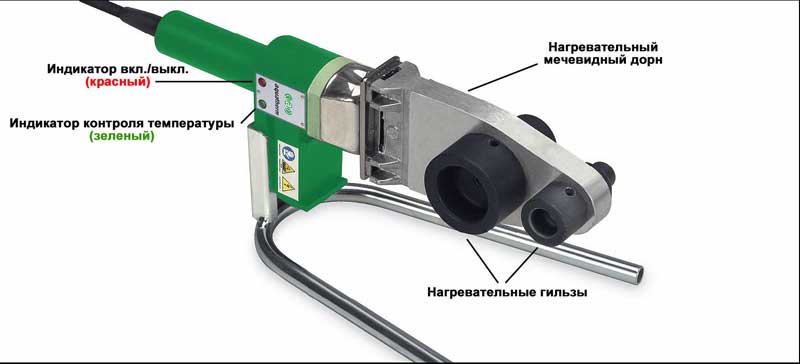
Для этой операции необходимо специальные приспособления. Некоторые называют их паяльниками, другие сварочными аппаратами. Это металлическая платформа, внутри нее располагается электрическая спираль, которая разогревает поверхность. Из-за схожести с известным бытовым прибором это устройство получило еще одно название — утюг. В комплект паяльника входят насадки, имеющие стандартные размеры (20, 25, 40).
Таких конструкций существует несколько, но основные модели две. Одна из них имеет плоскую платформу, похожую на подошву утюга. Другое приспособление — цилиндрический нагреватель. Эффективны оба вида оборудования. Выбор прибора зависит от того, какой из них будет (кажется) удобнее в работе конкретному мастеру. Поскольку цену такого паяльника вряд ли можно назвать демократичной, а необходим он время от времени, его лучше брать в аренду на несколько дней.
Для стыковки двух элементов поверхности для сращивания нагревают до температуры, подходящей для плавления полипропилена (260°). Для равномерного и одновременного нагрева деталей используют две насадки с тефлоновым покрытием, их устанавливают на металлическую платформу:
- гильзой называется элемент для нагрева наружной поверхности;
- дорн, имеющий меньший диаметр, позволяет нагреть внутреннюю поверхность.
Оба соединяемых элемента одновременно надевают на установленные насадки, потом их выдерживают определенный срок, и соединяют. Это и есть ответ на вопрос о том, как сваривать полипропиленовые трубы. Но в любой работе есть свои нюансы. Например, оптимальное решение — покупка всех изделий одного производителя, так как пропилен разных фирм имеет различный состав. Разница невелика, однако при сварке она обязательно отразится на качестве шва.
Другие инструменты для труб
Чтобы выполнить нарезку труб качественно, лучше найти или купить идеальное, максимально удобное приспособление — труборез, аккумуляторный или роликовый. Этот инструмент — гарантия гладкого, ровного среза. Однако если его в хозяйстве нет, а трата денег не кажется заманчивой перспективой, то его можно заменить ножницами для резки пластиковых труб.
Варианты похуже — электролобзик, ножовка по металлу, либо почти незаменимая болгарка (с диском 1 мм). Большой минус использования любой альтернативы — срез с «красивой» бахромой. Избавиться от нее довольно легко: сделать это можно с помощью наждачной бумаги либо тонкого ножа.
Если куплены полипропиленовые трубы, армированные фольгой снаружи, то понадобится еще один инструмент — шейвер. Или торцеватель, он предназначен для удаления внутреннего армирующего слоя. Еще для подготовки к сварке потребуется карандаш или маркер, рулетка и угольник.
Характерные ошибки
Прежде всего, это касается некачественно выполненных деталей. Любое изделие с дефектом должно быть непременно заменено. Варить подобные элементы – значит получить соединение низкого качества.







К частым ошибкам, допущенным при совмещении труб, относятся следующие моменты:
- Комплектующие детали изготовлены разными производителями. У каждой фирмы имеется собственный подход к таким элементам. Компании самостоятельно устанавливают нормативы, а также разрабатывают свои стандарты. Для работы с такими трубами необходимо использовать фитинги одного производителя. Кроме того, в деталях могут быть большие различия по их химическому составу. Все вышеперечисленное негативно влияет на сварочный процесс.
- Детали были перегреты. Такой дефект сразу бросается в глаза. Труба размягчается, при установке в муфту начинает деформироваться.
- Слабый нагрев сварочного аппарата. При низкой температуре невозможно получить качественное соединение. Сначала все будет в порядке, но очень быстро в трубопроводе появится протечка. Чтобы этого не допустить, требуется подождать 5-10 минут, пока утюг хорошо нагреется. Во время работы не нужно отключать аппарат от электричества.
- Повторное применение фитингов. Если соединение детали получается неплотным, ее необходимо заменить. Категорически запрещается использовать элементы, которые уже устанавливались в трубопроводе.
- Цилиндрическое изделие вставлено не до упора. В результате сборка деталей осуществляется на меньшую глубину. Фитинг упирается в грат, но не доходит до упора, из-за чего соединение получается некачественным.
- Резка трубы была выполнена с нарушением перпендикулярности оси торцовой поверхности. В результате торец цилиндрического изделия плохо прилегает к внутреннему упору фитинга, что становится причиной ослабления соединения.
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.
Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
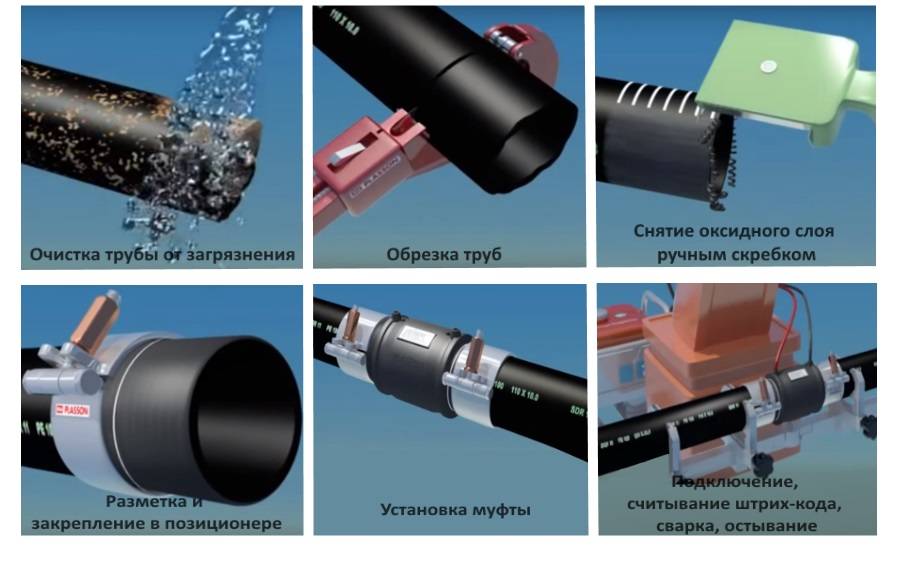
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
 Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.

Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.









Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
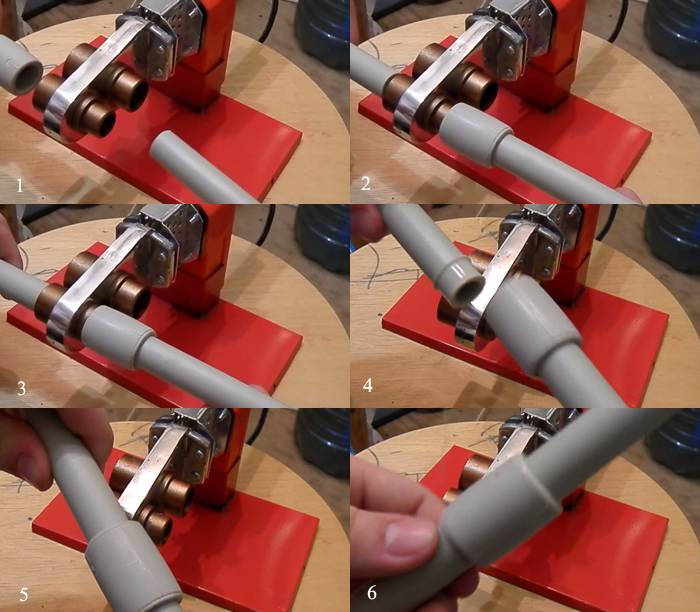
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Как сваривать полипропиленовые трубы своими руками
Технология сварки полипропиленовых труб называется муфтовой, или раструбной. Соединение труб происходит не стык в стык, а с помощью фитингов – дополнительных проводников, которыми при температуре 260 градусов спаивают края труб.
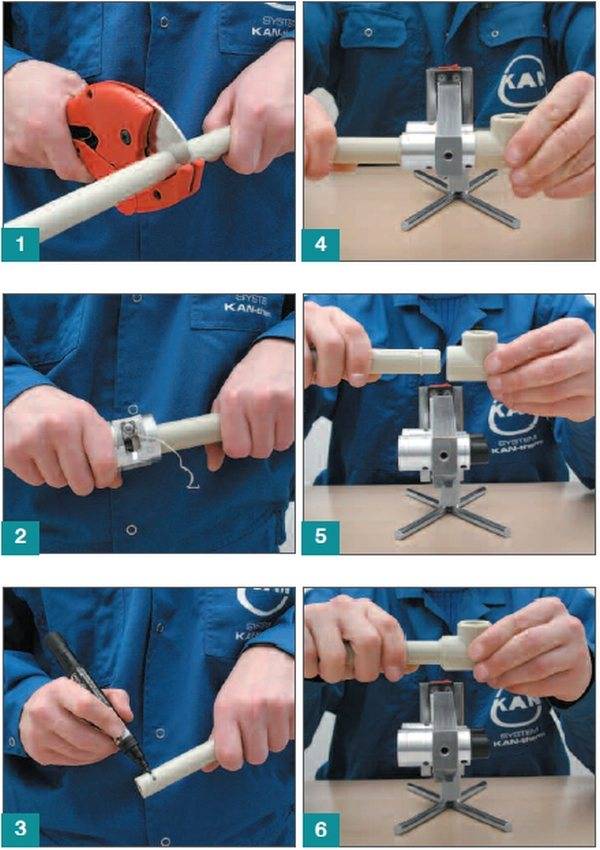
Нарезка и обработка пластиковой трубы
При монтаже пластикового трубопровода возникает необходимость обрезать полипропиленовые трубы посередине или с концов, чтоб подогнать их по размеру и состыковать друг с другом. Существует несколько способов нарезки — для каждого требуется отдельный инструмент:
- Труборез аккумуляторного типа – представляет собой ножницы, снабженные электрическим приводом. Высокая скорость обрезки — их главное преимущество. На каждую трубу вы потратите около 5 секунд. Минус – ограничения в диаметре нарезаемой заготовки.
- Труборез роликового типа – принцип действия инструмента напоминает работу закаточного ключа для консервации. Срез инструментом получается ровным, без рваных краев. Им делают несколько оборотов вокруг трубы, потом подкручивают ролик из твердых сплавов и проворачивают еще несколько раз. Минус – невозможность применения, если труба прилегает вплотную к стене и ее нельзя снять.
- Профессиональные ножницы для разрезания труб из пластика – состоят из верхнего острого ножа и нижнего держателя. Пользоваться приспособлением легко – отметив нужную длину на трубе, кладете ее между лезвиями и обрезаете. Край будет ровный, без крошки и обрывков.
- Электрический лобзик – способ удобный, но может дать небольшой скос, поэтому трубку режут, несколько раз проворачивая.
- Болгарка любой мощности – обрезают пластик, не оказывая сильного давления, используют диск по металлу.
После обрезки торец полипропиленовой трубы обрабатывают шлифовальной шкуркой, чтобы удалить все возможные заусенцы и зацепки.
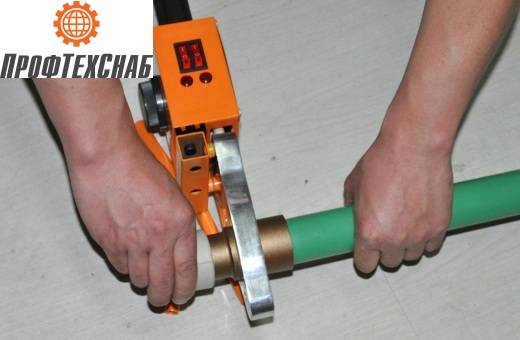
Как подготовить сварочный аппарат
- Сварочный аппарат должен быть установлен на специальной подставке – струбцине.
- Убедитесь, что контактные поверхности аппарата не имеют загрязнений. Если на них прилипли лишние частицы или пыль – тефлоновый слой очистите грубой тканью, смоченной в спирте.
- На датчике температуры выставьте 260 градусов.
- Подсоедините аппарат для сварки к электросети и нажмите кнопку включения.
- Нагревание происходит не более чем за 15 минут, в зависимости от окружающей температуры воздуха.

Температура пайки и время нагрева деталей. Таблица
После нарезки и разметки трубы готовы к сварке. Можно приступать к следующему этапу – нагреву деталей.









| Диаметр трубы, мм | Время нагрева, с | Время сварки, с | Время ожидания, мин. |
| 16 | 5 | 4 | 3 |
| 20 | 5 | 4 | 3 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 8 | 8 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 10 |
| 160 | 80 | 15 | 15 |
Инструкция «Как правильно варить пластиковые трубы»
В начале работы определитесь, в каком месте будет смонтирован трубопровод. Предварительно составьте план, чтобы избежать сваривания узлов на весу или в труднодоступных местах. Гораздо легче собрать конструкцию из полипропиленовых труб на столе, чтобы потом, не прилагая особых усилий, закрепить ее в отведенном месте.
- Включить аппарат и разогреть его до рекомендованной температуры. Если его используете в первый раз — после нагревания подождите еще 5 минут перед началом рабочего процесса.
- В сварочную насадку одновременно вставьте фитинг и конец пластиковой трубы. Они должны быть размещены в одной плоскости. Учитывая диаметр трубы, добавляем температуру и держим указанное в таблице время.
- Когда элементы нагрелись, их вынимают из сварочного аппарата и моментально соединяют. Затем неподвижно удерживают в течение рекомендованного времени.
- Сразу после остывания трубопровод можно использовать по назначению.
После спайки узел проверяют на проходимость, продув его воздухом или пустив через него воду.
Достоинства сварки
Сварочные работы проводятся при помощи специального оборудования, которое можно купить в магазинах сантехнических изделий. Паяльник или инвертор для пластика представляет собой устройство, в котором зажимаются и центрируются части коммуникации, нуждающиеся в соединении.
При помощи нагревательных элементов концы труб соединяются. Такая тепловая обработка гарантирует прочное и долговечное сцепление за счет диффузии молекул полипропилена. Главным достоинством такой методики является её эффективность: в отличие от резьбовых креплений нет вероятности ослабления места зажима.
Достоинства сварки полипропиленовых труб:
- Обеспечение полной герметичности системы. Отопление, водопровод и канализация требуют полной закупорки, ведь проникновение даже небольшого количества воздуха может стать причиной поломки всей коммуникации;
- Скорость работы. Сварка производится буквально несколько минут;
- Долговечность. Если не учитывать возможные механические повреждения, то сварное соединения на полипропилене прослужит очень долго;
- Возможность соединения трубопроводов любых диаметров. Все, что понадобится – это купить фитинги нужных размеров и настроить паяльник на необходимый режим работы.
Естественно, соединение полипропиленовых труб без сварки считается более доступным, поскольку стоимость нового инвертора может варьироваться в пределах 7 тысяч рублей. Но зато, имея у себя в хозяйстве подобное приспособление, Вы сможете в любое время производить необходимый ремонт водопровода.
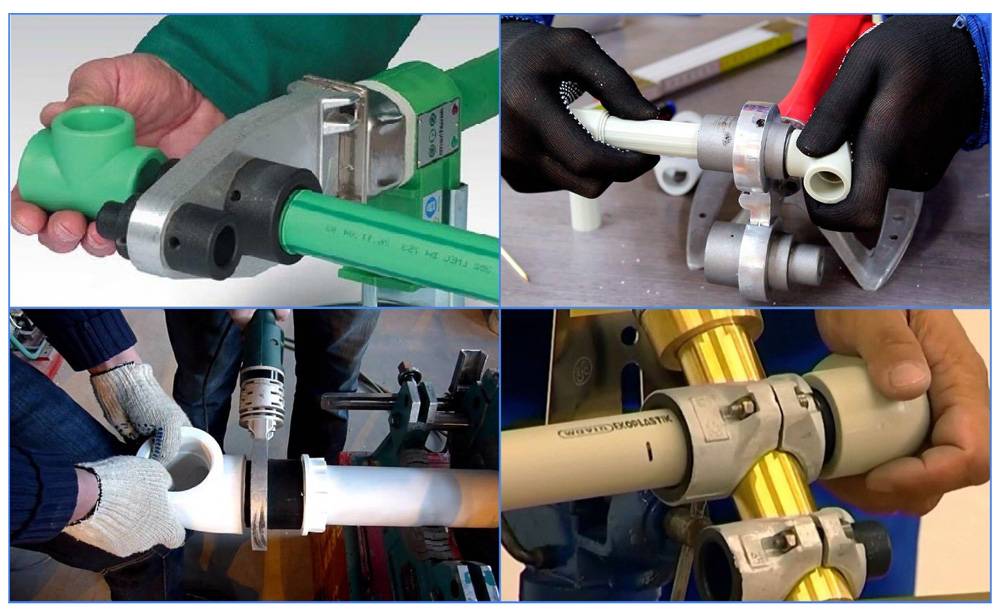
 Фото — раструбная сварка
Фото — раструбная сварка
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.





