

Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).
Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.
Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.
Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.
Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.

При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения
Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки

Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.









Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.

С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.

Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.

Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.

С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.

Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Методы гибки профильных труб
Гибка профильной металлической трубы по радиусу проводится холодным и горячим способом. Для облегчения этого процесса рекомендовано применение специальных приспособлений – болванки, трубогибы, станки.
Станок
Гибочный прокаточный станок для профильной трубы можно приобрести или изготовить самостоятельно. При использовании установки проводится гибка металла холодным способом. Станок может быть полуавтоматическим и автоматическим. При использовании второго из них обеспечивается качественный прогиб трубы.
Готовый металлопрокат
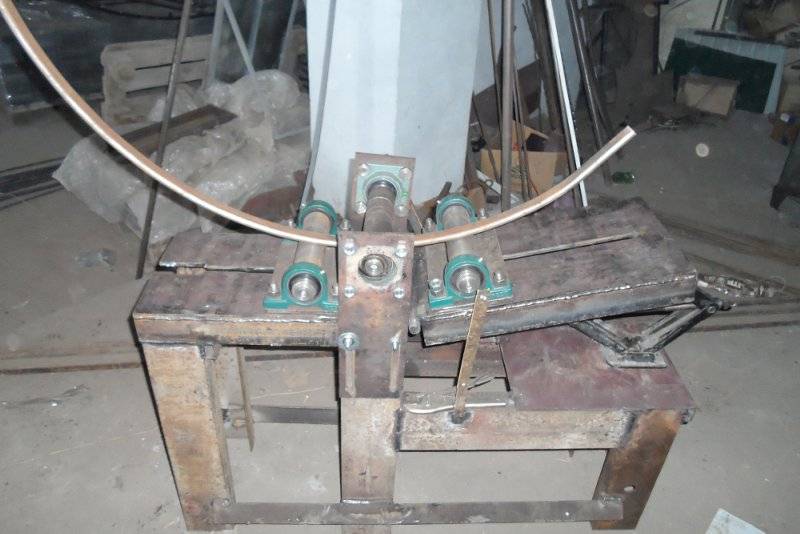
Вальцы для гибки металла – это устройство, которое имеет две составляющие – металлическую станину и подающие вальцы. Ручной инструмент применяется для изгибания изделий небольшого диаметра. Гидроприводные вальцы используются, если профтруба имеет толстую стенку, а ее диаметр более 10 миллиметров.








Трубогиб
Инструмент позволяет согнуть металлическую профильную трубу в домашних условиях правильно. Принцип работы оборудования основан на оказании большого давления на одну или несколько точек, что обеспечивает ее изгиб. Инструмент имеет компактные размеры, что упрощает процесс его использования в домашнем хозяйстве. Существуют ручные и гидравлические трубогибы. Второй вариант агрегатов имеет больший коэффициент полезного действия. Производятся электрические аналоги, которые упрощают процесс изгибания металла и не требуют участия мастера. При одноразовом проведении процедуры их покупка нецелесообразна.
Трубогиб
Трубогиб придает трубе плавности линий. В металлоизделие засыпается мелкий песок, а его отверстия закрываются с двух сторон деревянными пробками или простым брусом. При выборе пробки рекомендуется следить за тем, чтобы ее длина в два раза превышала радиус. Это устранит возможность деформации профтрубы. Далее с двух концов просверливаются небольшие отверстия, с помощью которых обеспечивается выход газа. В местах будущего изгиба делается разметка. Затем проводится прогревание необходимого участка и загиб.
Болванка
Этот способ используется при большом радиусе изгиба металлоизделия. Место изгиба пользователь нагревает паяльной лампой. Предварительно берется проволока, диаметром 1-4 миллиметра, и сделать из нее пружину, которая надевается на место изгиба. После разогрева профтрубы ее сгибают болванкой, которая имеет радиус равен изгибу.
Форма металлоизделий после изгибания болванкой
Холодные способы гибки
Это простой способ, который применяется только при отрицательных температурах. Берется отрезок и с одной стороны надевается пробка. В другой конец металлоизделия заливается вода. Конструкцию оставляют на морозе до тех пор, пока вода внутри не замерзнет. После этого проводится гибка любым инструментом. Этот способ применяется, если материал – дюраль, медь латунь и другие мягкие металлы.
Перед применением способа рекомендуется следить, чтобы толщина стенки была не более 1 миллиметра, а диаметр – не более 8 миллиметров.
Метод резки
Предварительно рекомендуется точно рассчитать радиус закругления. С трех столон рекомендовано сделать метки-пропилы. Далее с применением инструмента проводится аккуратное сгибание. В местах пропилов труба заваривается сваркой.
Метод резки
С применением песка и соли
В металлопластиковую трубу засыпается песок или соль, которые предварительно разогреваются. После прогрева отрезка его сгибают в соответствии с шаблоном заданного радиуса.
Форма после использования соли и песка
Разновидности ручных станков
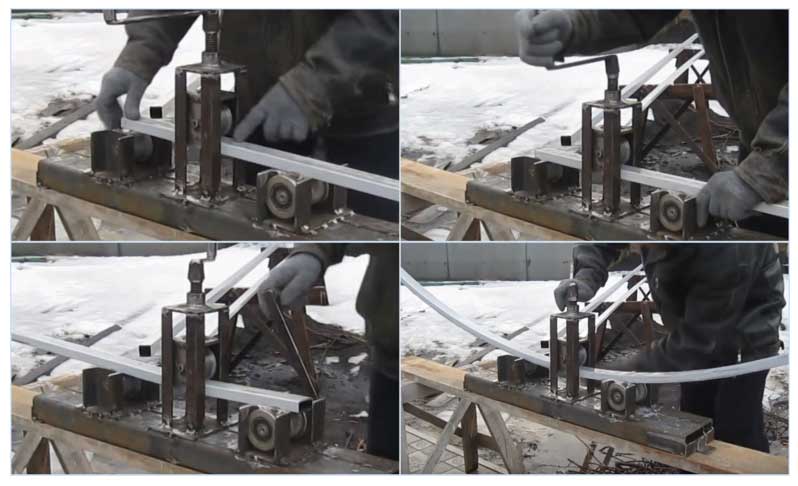
Существует несколько вариантов, позволяющих сделать профилегиб ручной своими руками. Чертежи первого варианта самые популярные. В таких станках на заготовку воздействуют движущиеся ролики, вследствие чего и происходит изгиб. Заготовка гнется об неподвижную часть станка.
Следующий вариант представляет собой устройство, в котором именно оправа двигается навстречу заготовке. Преимуществом таких аппаратов является тот факт, что благодаря специальной конструкции, ими очень легко пользоваться, а также при их применении исключается измятие заготовки.

Для работы с толстыми по сечению деталями лучше всего использовать гидравлический ручной профилегиб своими руками. Благодаря создаваемому гидравликой давлению в десятки тонн, трудностей в работе с такими деталями не должно возникнуть.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.







Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.
У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
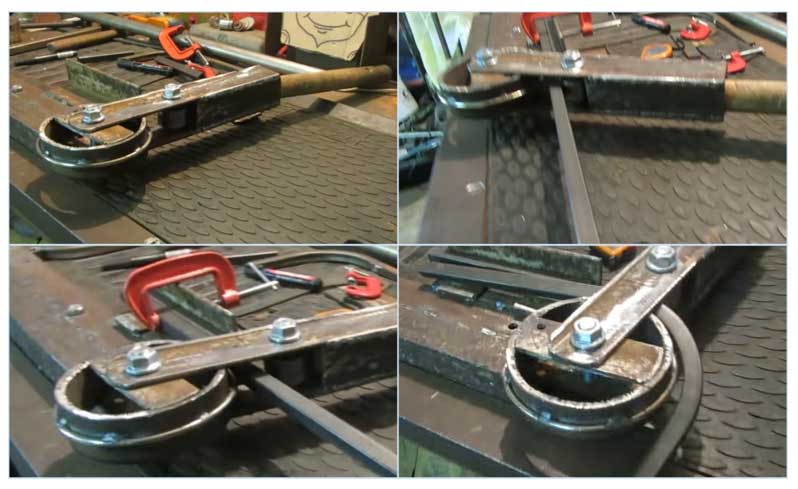
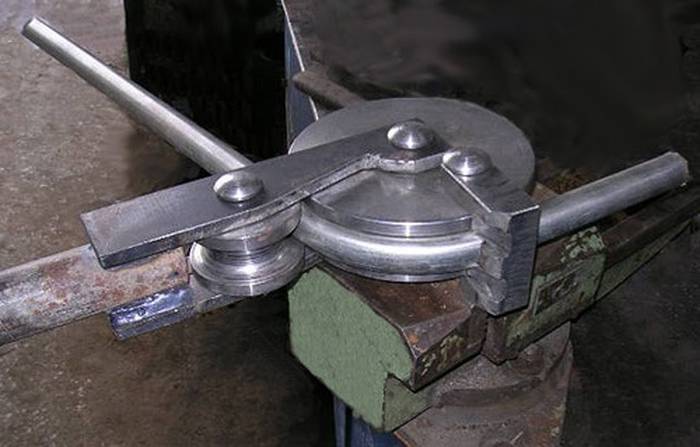
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.
 Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.

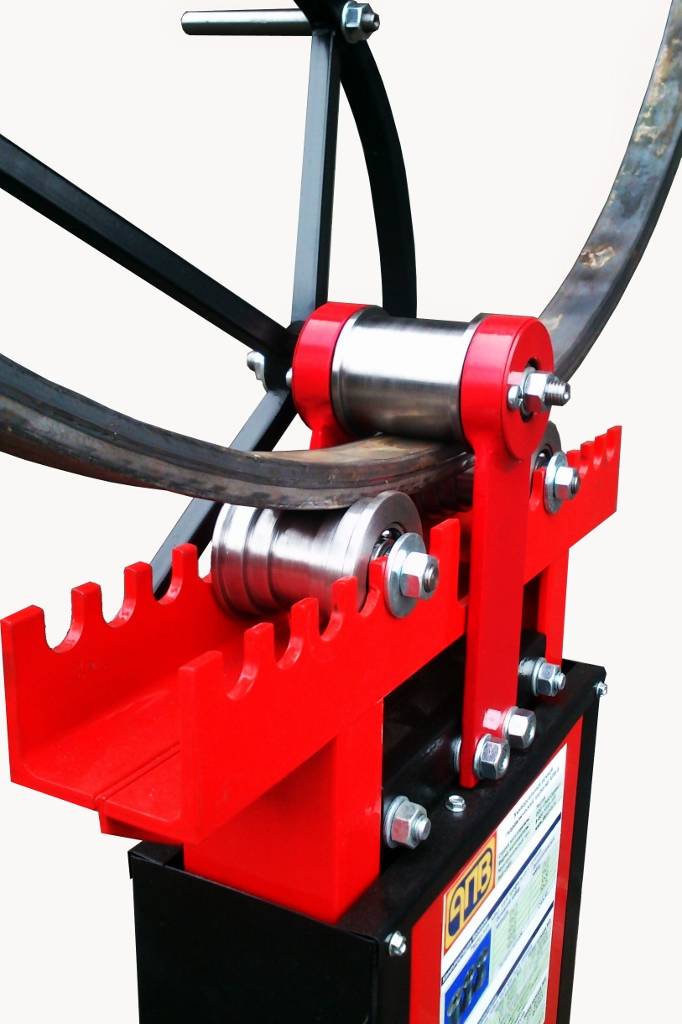
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.

4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.

5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.

6. Собираем обработанные заготовки в ролик
Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение
Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Готовый ролик сделанный из пяти кругов.
Готовый ролик сделанный из пяти кругов.
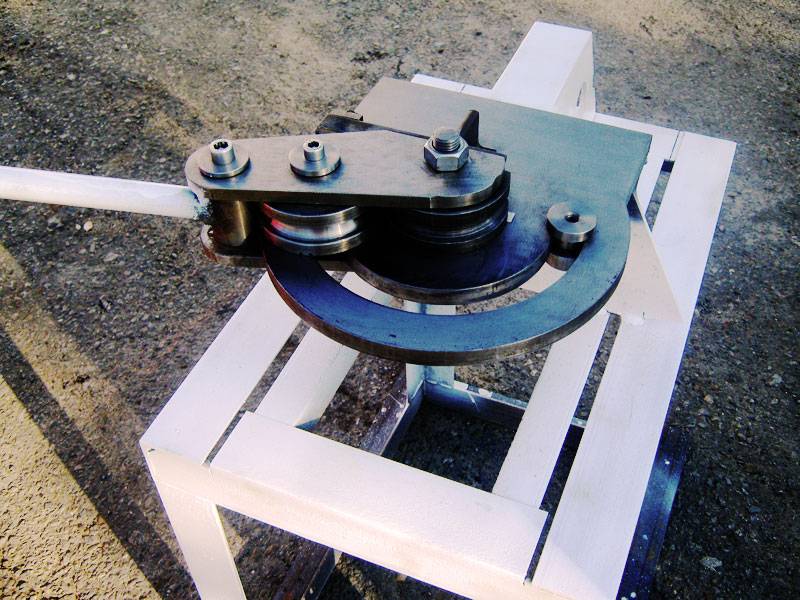
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.









Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.
 Минимальный радиус гибки трубы.
Минимальный радиус гибки трубы.
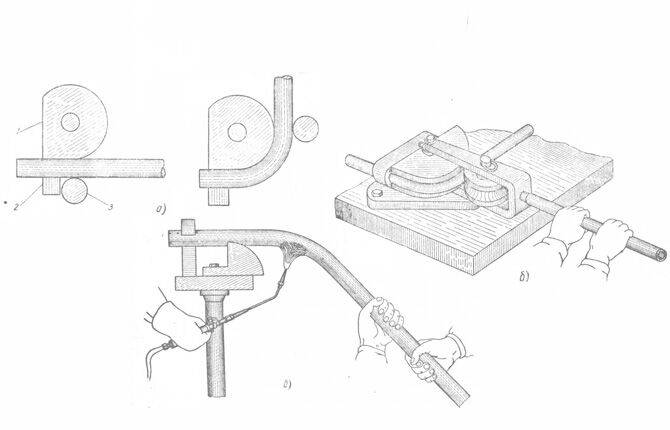
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой: 1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
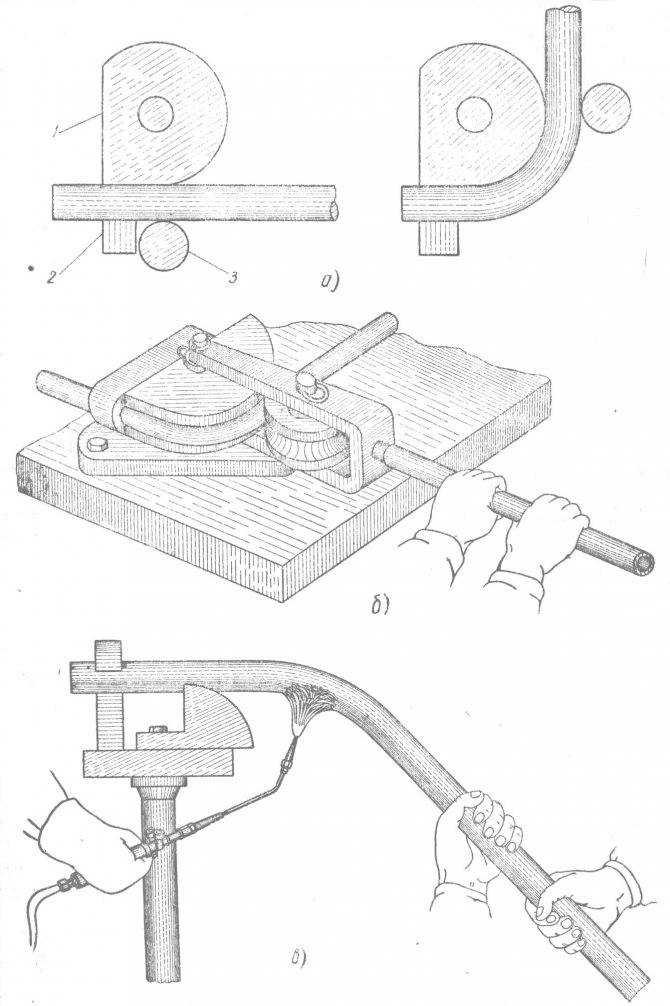
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Схема формирования изгиба в трубах
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.

Все способы, как согнуть ПНД трубу на производстве и в домашних условиях Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Для чего нужен трубогиб?
Благодаря совершенствованию производства, современные устройства могут изогнуть трубу любого размера и из любого материала (например, сталь, ПВХ, алюминий) до 180°. Данное оборудование незаменимо при проведении сложных строительных работ и, особенно, при прокладке инженерных сетей (отопления, водоснабжения, газоснабжения и так далее). Кроме того, они часто применяются для благоустройства приусадебных участков.

Устройство теплицы из гнутых профилей
При помощи профилегиба можно сгибать следующие элементы:
- Балки.
- Целостные заготовки прямоугольной или квадратной формы.
- Швеллеры.
- Двутавры.
- Трубы.

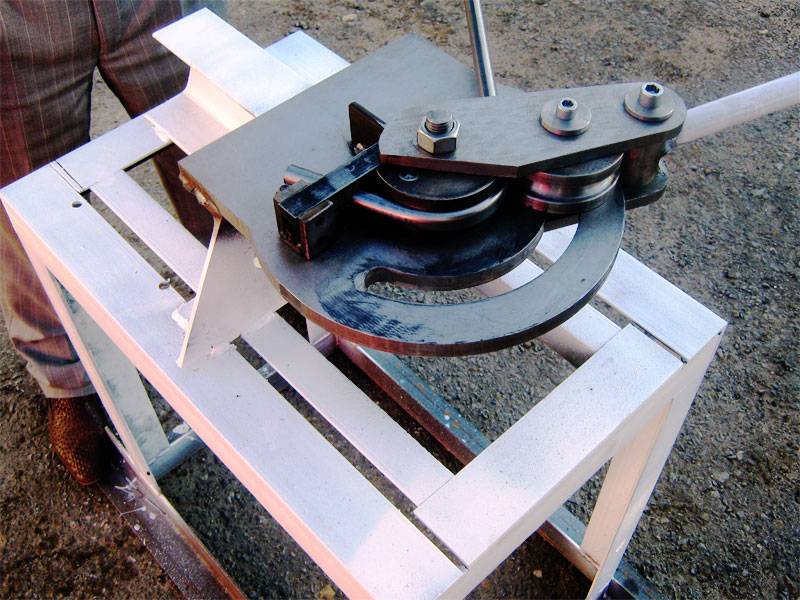
Фото самодельного трубогиба для профильной трубы
Конструкция и чертеж трубогиба для профильной трубы
Устройство для сгиба профильной трубы – ручное, электрическое или механическое оборудование с относительно небольшими размерами и весом. В работе применяется технология холодного проката. А для кривизны оптимальных параметров и обработки деталей разных разметов и видов используются специальные насадки.
 Гибочные башмаки для деформации деталей разных размеров
Гибочные башмаки для деформации деталей разных размеров
Профилегибочные станки являются роликовыми механизмами и бывают четырех видов:
С верхним подвижным роликом.
Самый распространенный и простой вид. При этом, если профилегиб ручной, ролик движется под управлением редуктора, если гидравлический – гидросистемы. Погрешность данного вида устройств – минимальна.









С левым подвижным роликом.
Кроме обычного сгиба детали, данное устройство способно завивать спирали. Для контроля сгибания такие станки оснащены ЧПУ с возможностью заранее установить параметры процесса. Поэтому у готового изделия параметры сгибания максимально соответствуют начальным параметрам.
Станки с подвижными нижними коликами.
Применяются для сгиба крупных заготовок. Такие трубогибы бывают только гидравлическими и отличаются полным автоматизированным управлением.
Трубогибы, все ролики котороых двигаются при работе.
Самое технологически сложное устройство, вмещающее в себя плюсы всех вышеперечисленных видов. Он способен провести полный цикл гибочных работ над деталью.
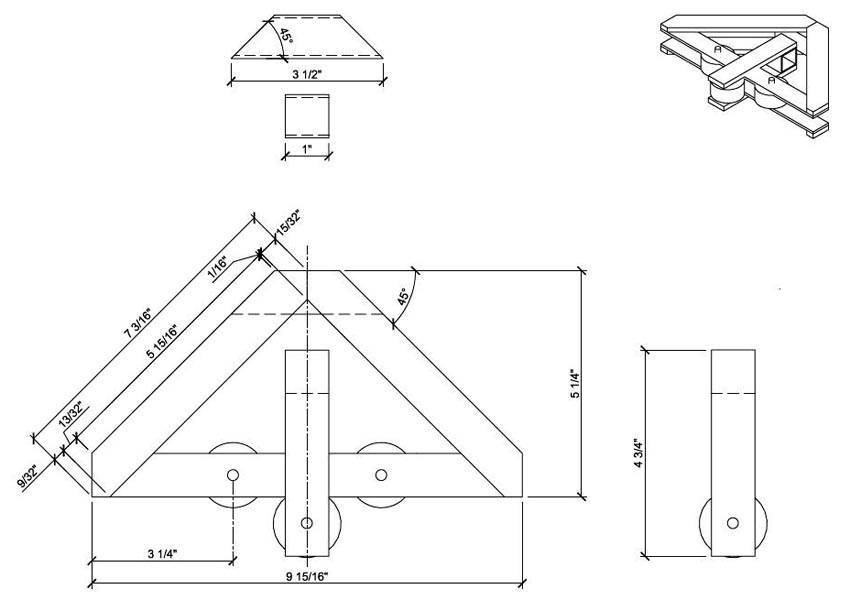 Чертеж профилегиба своими руками
Чертеж профилегиба своими руками
Чертежи как покупного, так и самодельного трубогиба для профильной трубы зависят от вида прибора. Но есть элементы, присутствующие в каждом устройстве: рама, трубные упоры (два или больше), валы.
 Вальцы для трубогиба, предназначенные для деталей разных форм и размеров
Вальцы для трубогиба, предназначенные для деталей разных форм и размеров
Рама (или станина) предназначена для закрепления на ней остальных деталей. Она может быть одного из двух видов:
- Закрытая (имеет сложную конструкцию, поэтому изготавливается на заводах; требует определенных навыков при эксплуатации, однако является более безопасной, чем открытая).
- Открытая (характерна для трубогиба, сделанного своими руками по чертежам; размеры такой рамы относительно небольшие, поэтому использовать ее несложно).





