

Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Разновидности электродов
Электрод — тонкий металлический стержень, который покрыт специальным составом. Он защищает металл от возникновения коррозийного налета и от него зависит, каким получится сварочный шов. Чтобы разобраться, какими электродами варить трубы, нужно рассмотреть свойства каждого из них. Главные параметры, по которым классифицируют электроды — это вид покрытия и тип сердцевины. Изделия бывают с плавящей и неплавящей сердцевиной.
- Для изготовления плавящей сердцевины используют сварочную проволоку с разным диаметром, который подбирают в зависимости от вида работ.
- Для изготовления неплавящей сердцевины используют вольфарм, графит или электротехнический уголь.
Электроды покрывают целлюлозным, рутиловым, рутилово-кислотным или рутилово-целлюлозным покрытием.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Соединение металлических труб отопления без сварки
Наиболее быстрым способом соединение без применения сварки является компрессионный фитинг. Тем не менее, рассмотрим и другие методики: резьбовое соединение и установка ремонтно-монтажной обоймы. Последняя применяется как для стыковки, так и устранения протечек, возникших вследствие растрескивания металла.
Резьба
Создать резьбовое соединение получится только при условии свободного доступа к трубе, т.е. на этапе первично установки. В остальных случаях провести нарезку резьбы будет достаточно проблематично или невозможно. Сама процедура проводится по следующей схеме:
- Очистить трубу от краски и ржавчины. Если имеются металлические наплывы после выполненной ранее сварки, их следует спилить. Соединяемая поверхность должная быть чистой и гладкой.
- Используя напильник, снять фаску с торца, где был выполнен срез.
- Взять плашку подходящего размера, вкрутить в нее ручки. Промазать резцы смазкой или салом.
Плашка
- Установить инструмент на трубе, убедиться, что он расположен строго перпендикулярно.
- Произвести пол оборота плашки по часовой стрелке, затем четверть оборота против. Затем повторять движение, пока резьба не будет нарезана.
Теперь разберемся, как врезаться в трубу отопления без сварки. Для этого потребуется использовать муфту с гайкой. Она может иметь три ответвления для создания разводки. При создании резьбы, следует помнить, что на одной трубе она должна быть в 2 раза длиннее. Закрепление муфты:










- На более длинную резьбу накручивается гайка, затем муфта.
- На вторую трубу накручивается гайка.
- Детали сопоставляются вместе, после чего муфта скручивается с длинной резьбы и частично накручивается на короткую. Элемент должен оказаться примерно посередине разреза.
- Осталось накрутить гайки с обеих сторон, предварительно намотав на резьбы уплотнительный материал (фум-ленту, паклю).
Подобное соединение считается достаточно прочным и может прослужить не один год.
Монтаж резьбовой муфты
Компрессионные фитинги для стальных труб
Данный вид соединения позволяет провести отопление без сварки труб и нарезания резьбы. При этом специалисты отмечают высокую надежность компрессионных фитингов, лидером производства которых является фирма Гебо. Отсюда часто возникает путаница понятий – многие называют эти соединительные приспособления в честь популярного производителя (яркая аналогия – марка Xerox, которая стала нарицательным именем для работ по копированию документации).
Компрессионный фитинг
Среди плюсов данного способа соединения можно выделить скорость работы, и отсутствие необходимости использования специального инструмента. Все что понадобиться – это два баллонных ключа, которыми будет удерживаться и зажиматься фитинг.
Методика работы следующая:
- Надеть на трубу детали фитинга в последовательности: гайка, зажимное кольцо, прижимное кольцо, уплотняющее кольцо.
Схема монтажа компрессионного фитинга
- Надеть муфту, убедиться, что все элементы расположились правильно и без перекосов.
- Затянуть гайку. Должен остаться виден один виток резьбы. Если после подачи теплоносителя появилась небольшая протечка – гайку можно подтянуть.
- Произвести те же действия в отношении второй стороны фитинга.
Больше узнать о компрессионных фитингах можно посмотрев видео:
Ремонтно-монтажная обойма
При эксплуатации старых систем или превышении давления, часто возникает вопрос, как заделать трубу отопления без сварки. Для этих целей применяется ремонтно-монтажная обойма. Она может быть выполнена в виде муфты или тройника. Внешняя часть детали металлическая с прижимными болтами, внутри резиновая прокладка.
Ремонтно-монтажная обойма
Элемент зачастую используется для экстренного устранения течи, но может быть применен и как постоянный вариант соединения труб водоснабжения. Инструкция по применению:
- Очистить места прилегания трубы от краски и прочих отложений, которые могут повлиять на будущую герметичность.
- На место соединения наложить резиновый уплотнитель. Пронаблюдать, чтобы его разрез не попал на место стыковки верхней и нижней части обоймы.
- Промазать разрез герметиком и, при возможности, дать некоторое время на высыхание.
- Установить части обоймы, закрепить болтами.
Схема установки ремонтно-монтажной обоймы Это все варианты создания прочного соединения между металлическими трубами без использования сварочного аппарата. Теперь опишем несколько методов при работе с металлопластиковыми деталями.
Выбор электродов для электросварных труб
Существует масса видов электродов, подходящих для реализации различных задач и отличающихся материалом изготовления, толщиной и характеристиками. Перед покупкой электродов необходимо разобраться в их особенностях, чтобы избежать ошибок при работе. Кроме того, стоит поинтересоваться, как отличить поддельное изделие от настоящего, и приготовиться к затратам – хорошие электроды обходятся недешево.

При соединении труб необходимо добиваться не только высокой прочности, но и герметичности соединения, для чего можно воспользоваться простым методом, заключающемся в следующих действиях:
- Шов проваривается не по кругу, а по форме восьмерки или подковы;
- При такой сварке шлак из металла постепенно выдавливается наружу;
- Каждый кусок шлака необходимо снимать, в результате получится не только надежный, но и достаточно симпатичный сварной шов.
2.Подготовка стыков к свариванию
Подготовка стыков выполняется механической обработкой или термической резкой. Если использовалась термическая резка, то полученную кромку необходимо обработать абразивным инструментом, либо резцом.
Если вы планируете варить трубу из низколегированной или углеродистой стали без использования подкладного кольца, фаску выполняйте только механическим путем. Точно также разделывается кромка на трубах из легированных и высоколегированных сталей (в том числе, из нержавеющей стали).
Подготовленная кромка не должна иметь острых углов, заусенцев, вырывов и резких переходов. Все эти « излишества» тщательно зачищаются напильником или абразивным кругом.
Для контроля качества обработки кромок сварщики пользуются шаблонами проверки:
- углов;
- превышения кромок;
- притупления кромок;
- зазора в нахлесточном соединении;
- зазора в тавровом соединении;
- зазора в стыковом соединении.
Сварка корневого валика
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения. Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать. В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно
Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов
Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно. Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.








Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
Эту операцию можно проводить на любом давлении
Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики
Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня. В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается. Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке. После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место. У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала
Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну. Это регулируется диаметром электрода
Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень. Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Как соединить асбестоцементные трубы?

Асбестоцемент – строительный материал для труб, состоящий из портландцемента и асбестовых волокон. Компоненты смешиваются в соотношении 4 к 1, и после некоторых добавок затвердевают, образовывая нужную форму по заготовке. Метод врезки выбираю на основании типа исполнения и давления внутри системы.
| Тип системы | Что использую |
|---|---|
| Самотечный канал | Использую муфты с толстыми стенками, произведенные из хризотилцемента. |
| Канал под напором | при транспортировке газа или жидкости под давлением советую использовать фланцы из чугуна по типу «Жабо». |
| Кабели связи | Диаметры таких труб от 80 до 400 мм. Отсутствие давления внутри позволяют использовать муфты из полиэтилена. |
Основная проблема новичков при работе с асбестоцементом – хрупкость материала. Делая отверстия под отвод, следует быть крайне осторожным, дабы не раскрошить стенку в области врезки трубы.
Врезка труб горячей сваркой с использованием «седла»:
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.










После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
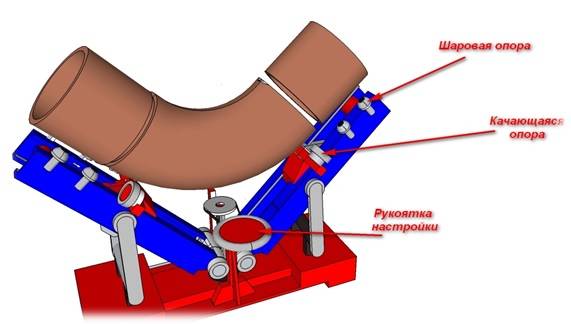
Приспособление для врезки в водопровод под давлением
Врезаться в трубопроводную систему с остановкой прокачки связана с значительными материальными потерями. Чтобы произвести такую операцию, необходимо:
- Сбросить давление в водопроводе и слить находящуюся в нем воду. Это связано со значительным перебоем водоснабжения всех объектов, задействованных на данной трубе.
- Выполнить отверстие в стенке трубы доступным способом.
- Установить отводной патрубок, смонтировать на нем кран или задвижку.
- Смонтировать узел подключения от отвода к внутренней разводке в доме и на участке.
- Проверить все соединения на герметичность.
- Заполнить трубопровод водой, сбросить воздушные пробки, поднять напор в системе до необходимой величины.
Очевидно, что временные и энергетические затраты при такой технологии подключения весьма значительны.
Поэтому разработана и применяется технология установки отводов на трубы, находящиеся под напором без остановки функционирования водопровода.
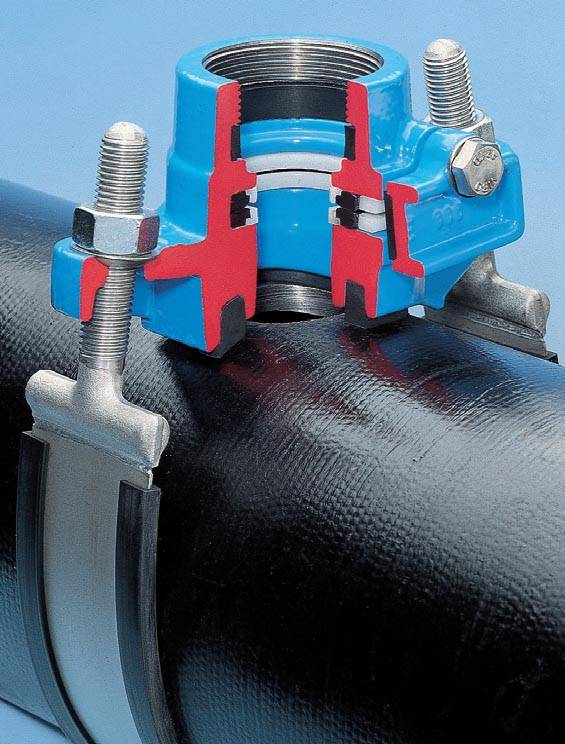
Перед тем, как сделать врезку в водопровод под давлением, следует на трубу установить специальный седельный хомут, так называемую «седелку». Она представляет собой разрезную муфту, которая стягивается винтами.
Для уплотнения используется резиновая прокладка. На полумуфте изготавливается фланец или обрезок трубы для ввода сверла. Вариант уплотнения резиной применяется при производстве врезки в трубу из пластика.
При сверлении труб из чугуна или стали, используется седелка в виде охватывающего слоя пластичного материала, нанесенного по внутренней поверхность муфты.
В настоящее время широкое применение находят универсальные сделки, которые изготавливаются из металлической полосы. Их конструкция напоминает стяжной хомут для автомобилей.
Учитывая постоянное совершенствование инструмента, обращаем внимание на устройство, в которое устанавливается фреза и используется кран, установленный сбоку для отвода воды при прохождении стенки. Для использования с трубками большого диаметра применяются седелки трехсоставные. Для использования с трубками большого диаметра применяются седелки трехсоставные
Для использования с трубками большого диаметра применяются седелки трехсоставные.
Установка седелки
Крепление этого элемента конструкции производится стяжкой винтами. При этом затяжку нужно производить, затягивая винты поочередно, чтобы половинки муфты сходились равномерно, без перекоса.
На стальных трубах необходима тщательная подготовка поверхности вплоть до обработки металлической щеткой или наждачной шкуркой.
При сверлении для врезки в чугунную трубу водопровода под давлением, осевое усилие на инструмент нужно производить с меньшим нажимом, чтобы избежать излома стенки, поскольку чугун хрупок.
Разновидности врезки и предварительные действия
Стадия предварительной подготовки является обязательной в любом случае, будь вы новичок или опытный мастер. Если вы сами не знаете, как врезаться в газовую трубу без сварки или иным способом, обратитесь в контору, специализирующуюся на таких работах.
Обращаясь в подрядную организацию, при оформлении заявки на выполнение врезки, у вас могут попросить предъявить целый пакет документов, предусмотренный законом для таких случаев.
При проведении первоначальной врезки в газовую магистраль коммуникаций недавно построенного дома, потребуются такие документы:
- разрешение на врезку в газовую магистраль от архитектурно-планового учреждения;
- топографический снимок конкретного участка, заверенный газовым хозяйством. Помимо газовых труб на нем должны быть обозначены все коммуникации, подведенные к зданию: водоснабжение и канализация, отопление;
- технический паспорт или его копия, заверенная нотариально, ряд прочих документов.

А вот те хозяева, которые разбираются в тонкостях работ по врезке в магистральные газопроводы, а также вполне уверены, что могут справиться своими силами, должны только закупить необходимые материалы. Тем не менее, будьте внимательны, так как врезаться в газовую трубу нелегально, не совсем безопасно. В случае нарушения технологии можно спровоцировать порчу магистральной линии, что может грозить не только вредом для жизни и здоровья, но и административной и уголовной ответственностью.










Состыковать работающий газопровод с новой веткой можно двумя способами.
Холодная врезка
В данном случае главная труба продолжает работать в штатном режиме без изменений объема и давления транспортируемого газа. Данным способом предпочитают пользоваться при первичной врезке новых абонентов.
Те, кто предпочитает выполнять врезку в трубу под давлением самостоятельно, чаще всего предпочитают именно такую технологию, так как она выполняется легче всего.
Метод сварки

А вот способ подключения газовых труб к магистральным линиям может быть катушечным или тавровым. При катушечном подключении стыкуются торцы труб и работающей системы, а при тавровом методе производится пересечение осей трубопроводов.
Виды
Выделяют следующие основные виды сварки давлением:
- Холодная. Во время этого метода используется техника сваривания частей и заготовок без расплавления торцевых зон.
- С использованием эффекта трения. Сварка под давлением при помощи этого способа осуществляется с применением теплоты, которая выделяется во время динамического соприкосновения свариваемых поверхностей.
- Ультразвуковая и кузнечная. Сварочный процесс под давлением с использованием ультразвука является эффективным методом сочленения давлением разнородных металлов, которые находятся в твердом состоянии. Кузнечная сварка практически ничем не отличается от печного метода, во время нее осуществляется механическое ударное воздействие на материал.
Сочленение профильных труб
Самый доступный способ сочленения профильных труб – посредством установки крепежных хомутов. С помощью этих нехитрых приспособлений удобно собирать любые типы малогабаритных металлоконструкций, возводя навесы и стеллажи, теплицы и ограждения, козырьки и модульные перегородки.
Применение крепежных хомутов дает возможность обеспечивать соединение элементов трубопровода, стабильность и прочность которого не уступает сварному
Неоспоримым преимуществом задействования крепежей является удобство монтажа и возможность разбирать собранную конструкцию неограниченное число раз.
Для воплощения этого способа потребуется всего три составляющие:
- Нарезанный в размер трубный прокат.
- Необходимое количество крепежных хомутов.
- Гаечный ключ.
Хомуты-крабы могут представлять собой «Х», «Г» и «Т»-образные элементы, с помощью которых удобно состыковывать прямые участки труб, угловые конструкции и одновременно в пределах одного узла соединять до четырех сегментов.
В собранном виде они имеют форму квадрата или прямоугольника, стороны которого плотно обхватывают состыковываемые части металлических труб.
Изготавливаются хомуты-крабы из оцинкованного или окрашенного порошковой краской листового металла, имеющего толщину в 1,5 мм
Крепеж крабами не должен вызвать особых сложностей. Вставить нарезанные трубы в хомут и зафиксировать прижимные палки посредством затягивания болтов на системе под силу любому желающему.
Но применять этот способ можно только для профильных труб сечением не более 20 х 20 мм, 20 х 40 мм и 40 х 40 мм. К тому же состыковку элементов можно производить только под прямым углом.
Соединить квадратные трубы без сварки можно и путем установки фитингов заданного профиля.
Для состыковки и врезки труб используют муфту-переходник, диаметр которой на одну единицу больше, чем сечение состыковываемых элементов конструкции
Крепежи в виде фитингов бывают нескольких видов:
- Муфты – в местах стыковки на прямых участках.
- Крестовины и тройники – для установки в местах разветвлений;
- Колена и повороты – при необходимости изменения направления трубопровода.
С помощью фитингов можно получить неподвижный крепеж, единственным уязвимым местом которого является только подверженность коррозии, которая характерна для заведенных в него торцов состыковываемых элементов .
Такая ситуация возникает в результате скопления внутри крепежа конденсата. Он станет причиной ржавления при условии, что металлические трубы не обработаны антикоррозионным составом.
Это интересно: Обозначение сварочных швов на схеме — разбираем в общих чертах
Метод резьбовых соединений
Данный способ свободен от большинства недостатков, присущих сварке, но очень трудоемок, а главное – требует полного отключения подачи. Если не углубляться в подробности, то процесс подсоединения к топливной магистрали производится в такой последовательности:
- Выбранное для врезки место вручную или с помощью болгарки зачищается от старой краски. При этом обязательно учитывается размер устанавливаемого фитинга вместе с резьбой.
- В соответствии с габаритами тройника производится разметка зачищенного места.
- На выбранном участке выпиливается часть трубы.
- На концах труб магистрали нарезается резьба, шаг которой соответствует устанавливаемому элементу.
- Фиксируется фитинг. При этом с одной стороны он накручивается непосредственно на резьбу, а с другой придется использовать переходную муфту и контргайку.
Теперь, когда алгоритм проведения работ ясен, можно выделить основные проблемы при использовании данного метода:
- большое усилие, которое прикладывается к трубе при нарезании резьбы, может повредить старую пораженную ржавчиной магистраль;
- корректная работа с плашкой предполагает наличие большого опыта и практических навыков;
- соединение получается громоздким и не обладает достаточным качеством;
- необходимо перекрывать «стояк» и сливать из него воду.
Последний пункт требует особого пояснения. Дело в том, что подобные манипуляции с системой самостоятельно следует производить только в частном строении.








Любые работы, связанные с вмешательством в отопление многоквартирного дома, можно осуществлять только с разрешения коммунальных служб.
Поэтапное описание процесса сварки
Для его осуществления удерживается дуга от электрода к изделиям, которые необходимо соединить. Под таким воздействием расплавляется основа и стержень электрода. Образуется так называемая сварочная ванна. Заготовки закрепляются тщательно и прочно, во время работы не должно произойти смещения.
Использование сварочного электрода.
Первый шаг – крепится зажим «заземление», кабель необходимо хорошо заизолировать и заправить в держатель.
Второй шаг – на сварочном аппарате выставляется мощность тока, соответствующая диаметру электрода.
Третий шаг – зажигается дуга. Электрод устанавливается под углом к изделию. Если медленно провести им по поверхности, появятся искры. Зазор 5 мм удерживается на протяжении всего процесса сварки.
Запомните, что при правильном сваривании электрод начнет выгорать. Его следует слегка прижимать к металлу. Если дуга не зажигается, попробуйте увеличить силу тока.
Четвертый шаг – наплавление валика. Дуга плавно и спокойно перемещается по горизонтали электрода. Расплавленный металл «подползает» к центру дуги. В итоге вы получаете крепкий шов.
Пятый шаг – шву необходимо время, чтобы полностью остыть. После того как это произошло, необходимо аккуратно очистить его от шлака, постучав по нему молотком. Все лишнее отлетит от трубы, и вы увидите чистый шов
Действовать нужно осторожно во избежание повреждения труб





