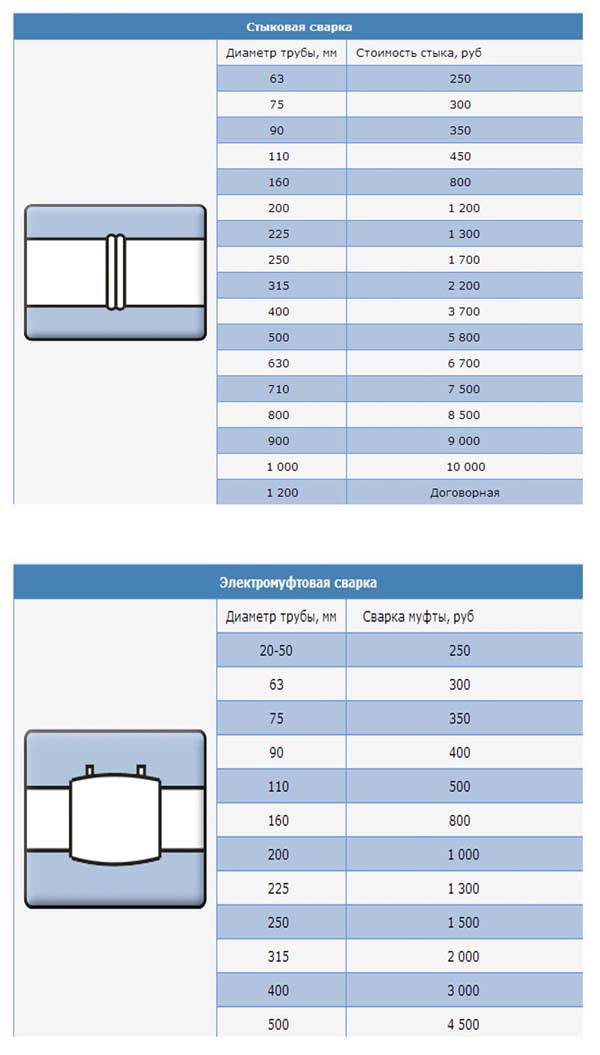
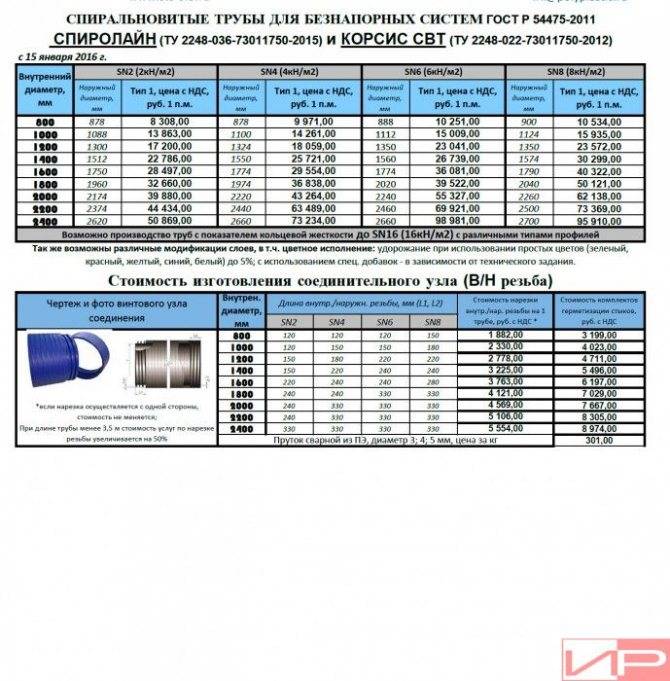
Стыковая сварка
Стыковая сварка ПНД труб, трубопроводов под воду, канализации, футляров, кабелей и т.д (кроме газовых трубопроводов).
| Ø, мм | SDR | Цена монтажа за стык | Минимальный заказ* | Стыков в день | Необхо- димая эл. мощность и Стоимость аренды электро- генератора | ||||
| Без снятия Грата | Со снятием Грата для ЦТД (контрольный стык) | Москва и до А-107 (МБК). | От А-107(МБК) до А-108(ББК) | Далее А-108(ББК) | |||||
| 90 | 26-11 (PN6-16) | 800 р. | 960 р. | 20000 р. | 15000 р. | 18000 р. | по догово- ренности | до 25 | 7 кВт 220V 4000 р./смена |
| 110 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 125 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 140 | 26-11 (PN6-16) | 800 р. | 960 р. | ||||||
| 160 | 26-11 (PN6-16) | 900 р. | 1100 р. | ||||||
| 180 | 26-11 (PN6-16) | 1000 р. | 1200 р. | 10-15 | |||||
| 200 | 26-11 (PN6-16) | 1100 р. | 1300 р. | ||||||
| 225 | 26-11 (PN6-16) | 1300 р. | 1500 р. | ||||||
| 250 | 26-11 (PN6-16) | 1600 р. | 1900 р. | ||||||
| 280 | 26-11 (PN6-16) | 2100 р. | 2500 р. | ||||||
| 315 | 26-11 (PN6-16) | 2500 р. | 2760 р. | ||||||
| 355 | 26-11 (PN6-16) | 2900 р. | 3500 р. | 23000 р. | 18000 р. | 23000 р. | по догово- ренности | 5-10 | 12 кВт 380V 5000 р./смена |
| 400 | 26-11 (PN6-16) | 3300 р. | 3900 р. | ||||||
| 450 | 26-11 (PN6-16) | 3900 р. | 4600 р. | ||||||
| 500 | 26-11 (PN6-16) | 5000 р. | 6000 р. | ||||||
| 560 | 26-11 (PN6-16) | 5400 р. | 6400 р. | ||||||
| 630 | 26-11 (PN6-16) | 6000 р. | 7200 р. | ||||||
| 710 | 26-11 (PN6-16) | 8000 р. | 9000 р. | 30000 р. | 27000 р. | 35000 р. | по догово- ренности | 4-8 | 44 кВт 400V 10000 р./смена |
| 800 | 26-11 (PN6-16) | 9000 р. | 10000 р. | ||||||
| 900 | 26-11 (PN6-16) | 10000 р. | 12000 р. | 42000 р. | 36000 р. | 45000 р. | по догово- ренности | 4-6 | |
| 1000 | 26-11 (PN6-16) | 12000 р. | 14000 р. | ||||||
| 1200 | 26-11 (PN6-16) | 15000 р. | 18000 р. | 60000 р. | 60000 р. | 65000 р. | по догово- ренности | 2-4 | |
| 1400 | 26-11 (PN6-16) | 20000 р. | 24000 р. |
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Проверка герметичности
Проверку качества спаивания производят только после того, когда все соединения смонтированы и остыли. Для чего в установленную систему подают воду и производят осмотр трубопровода для определения протечек. Перед заливкой воды необходимо дать смонтированной системе постоять не менее часа при нормальной температуре в помещении, а если воздух имеет низкую температуру, то проверочный запуск производится не менее чем через 5 часов. Если определились неплотные соединения, то нужно слить воду и переделать эту часть трубопровода, используя новые фитинги и подобрав кусок трубы необходимого размера. Попытка каким-либо образом заклеить соединение изначально обречена на провал. Установка трубопровода нуждается в точном выполнении технологий.
После завершения ремонта заново проверяют качество соединения с помощью заливки воды. Если рассматривается отопительная система, то проверку трубопровод сможет пройти лишь после разогрева теплоносителя при подаче под высоким давлением.
Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
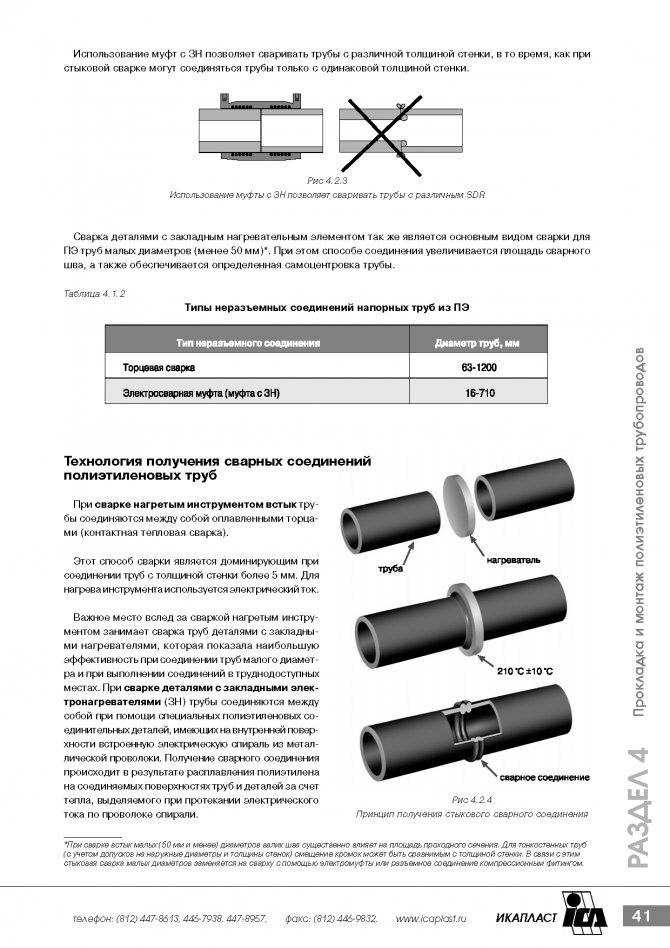
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.
Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
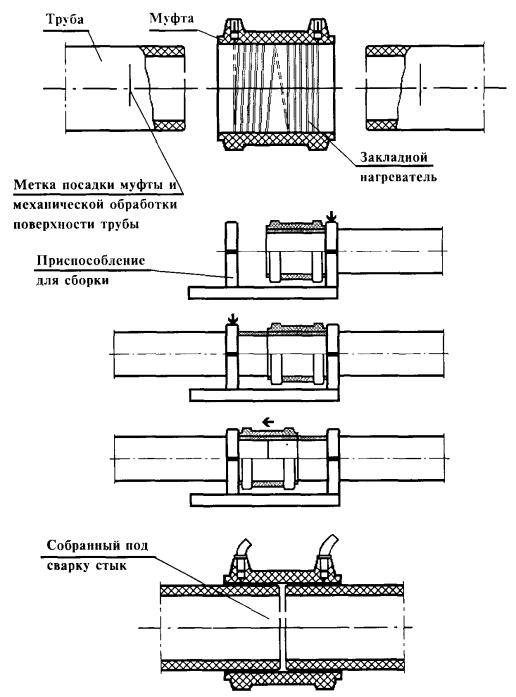
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.







Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
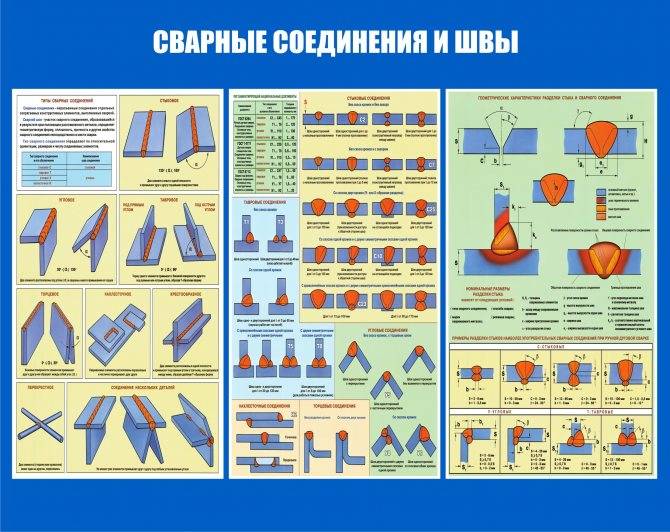
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).
Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Оборудование для сварки полиэтиленовых труб при диффузионном способе
Как уже отмечалось, данный вид работ элементарен и в выполнении, и в применении специального оборудования.
Схема «холодной сварки» труб из ПВХ.
Стандартный набор инструментов в данном случае не сможет обойтись без:
- Трубореза. Специальная установка в виде гильотины, которая предназначена для разделения целой трубы на отдельные составляющие необходимых размеров.
- Калибровщика. При помощи данного инструмента можно восстанавливать форму диаметра полиэтиленовых труб после того, как с ними произвели обрезку.
- Фаскоснимателя. Как понятно из названия, этот инструмент работает с торцевыми скосами труб, придавая им необходимые формы.
- Сварочной установки. При помощи данного аппарата вырабатываются высокие температуры, которые и плавят материал. Если объективно оценить, то такой сварочный аппарат является аналогом паяльника.
- Набора насадок с определенным калибром. Они нужны для того, чтобы проводить необходимую температуру в нужные точки сварки, при этом их диаметр соответствует сечению трубы, с которой производится работа.
Конечно, не обойтись в этом деле и без измерительных рулетки и линейки. Для работы с чистыми поверхностями необходимо запастись и ненужными тряпками, чтобы счистить всю пыль и грязь. Также могут понадобиться ключи для установки насадок на нагревательную шину, отвертки для работы с контактами электромуфты. В целом все эти инструменты есть в хозяйстве у любого мужчины или их можно попросить у соседа.
Если все-таки их придется закупать, то стоимость не так уж высока.
Диффузионный способ пайки ПЭ труб
На сегодняшний день полиэтилен все еще не имеет такого авторитета как металл или металлопластик, но по факту его прочностные и эксплуатационные характеристики ничуть не хуже. Современные технологии на этапе производства позволяют сделать ПЭ трубы качественными и надежными. Наиболее интересным способом их сварки считается диффузионный, не требующий использования специального оборудования. Даже новичок сможет выполнить сварочные работы данным способом.

Полиэтилен высокого и низкого давления (ПВД и ПНД) – это одни из самых популярных полимерных термопластов, пользующихся высочайшим спросом при организации самых разных систем водоснабжения, водоотведения и т.д. Отличительной особенностью полимерного материала является то, что при нагревании он размягчается, поскольку теряется взаимосвязь цепочки молекул между собой. Застывая, он возвращает себе былую прочность, будто трансформации вовсе и не происходило. Именно эта особенность делает полиэтилен идеальным материалом для проведения сварочных работ на нем. Во время размягчения двух изделий их можно соединить, что после застывания приведет максимально прочному скреплению. Между двумя кусками будет создан прочнейший сварочный шов.

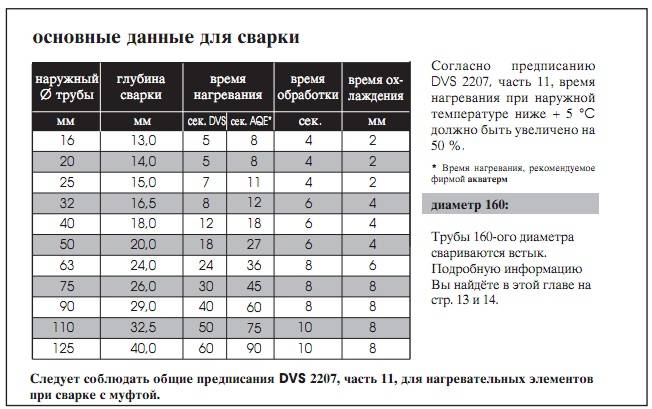
Производится сварка ПЭ труб под относительно низкой температурой в 270 градусов по Цельсию, что значительно облегчает задачу по выбору оборудования и последующему его использованию. Время работы крайне мало (несколько секунд на каждый этап) и может корректироваться лишь за счет изменения толщины трубопроводов.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Источник
Типы соединений труб из ПЭ

Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки. Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка. Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.
Рекомендации для правильной сварки труб ПЭ

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.



Требования выглядят следующим образом:
Обзор сварочных аппаратов для полиэтиленовых труб
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Монтаж труб ПВХ
Монтаж и соединение пластиковых труб осуществляется значительно проще, чем металлических трубопроводных изделий и занимает минимум времени. Трубы ПВХ можно соединить методом пайки, используя паяльник для труб ПВХ. Этот способ не нуждается в предварительных, специальных подготовительных работах.
Прибор для проведения сваривания изделий
Сварочный аппарат для труб ПВХ предназначен для стыковки изделий друг с другом. Он имеет нагревательный элемент, в который устанавливаются специальные гильзы необходимого диаметра. Благодаря встроенному индикатору прибора, осуществляется контроль над температурой нагрева. Работает утюг для труб ПВХ от промышленной сети переменного тока.

Сварочный аппарат (утюг) для ПВХ труб
Разогревающее тепло трубам передается от предварительно раскаленных гильз. Они обеспечивают расплавление наружной поверхности трубы для осуществления эффекта молекулярной диффузии соединяемых поверхностей. Гильзы покрываются специальным материалом (тефлоном), благодаря которому к ним не прилипает расплавленный материал трубы. Работа с прибором осуществляется только в специальных перчатках для недопущения получения ожогов.
До отвердения ПВХ материала после пайки необходимо ветошью или деревянной лопаткой очистить поверхности от остатков оплавления. После остывания соединения проделать эту операцию без повреждения поверхности трубы будет проблематично.
Соединение изделий может осуществляться по одной из следующих технологий сварки:
- Муфтовой, когда концы труб для соединения входят в дополнительную муфту.
- Раструбной, когда один конец трубы имеет специальное расширение для входа в него конца другого изделия.
- Встык. Такой способ используется для соединения трубопроводных изделий в диаметре более чем 63,0 мм. Считается наиболее эффективной и надежной именно стыковая сварка. Такой метод состыковки является также наиболее долговечным.
Также стоит отметить способ клеевого соединения или холодную сварку ПВХ труб.

Оборудование для пайки труб большого диаметра встык
Соединение ПВХ изделий по раструбной технологии
Рассмотрим более подробно, как осуществляется пайка труб ПВХ с применением раструбной технологии. Для этого способа при монтаже продукции до 40,0 мм в диаметре достаточно использовать ручной специальный аппарат для сваривания изделий. Если же соединению подлежат изделия большого диаметра, необходимо использовать стационарное оборудование для ПВХ труб, обеспечивающее точную предварительную их центровку.
Для осуществления пайки труб необходимо:
- Надежно установить на горизонтальную поверхность аппарат для сварки. Обеспечить полную неподвижность прибора.
- Соединяемые концы труб должны быть отрезаны острым ножом или специальными ножницами строго под прямым углом.
- Включить прибор и подождать некоторое время, необходимое для нагревания насадок до высокой температуры (около 260ºС).
Следует помнить, что при меньшей температуре нагрева не гарантируется прочность и герметичность соединения. В случае перегрева муфт произойдет разрушение структуры материала труб, что приведет к потере ее прочности.
- Далее на разогретые насадки необходимо поместить трубные изделия на небольшое время, до начала расплавления конца трубы, который вставляется в раструб. При соединении необходимо обязательно контролировать, чтобы не возникло перекосов.

Конец трубы и фитинг надевают на разогретые насадки
- После проведения пайки обеспечить неподвижность соединенных элементов на несколько минут до окончательного отвердевания стыка.
Таким образом, используя специальный инструмент можно самостоятельно за короткое время проводить соединение ПВХ продукции. Полученные соединения характеризуются герметичностью и прочностью на протяжении продолжительного периода эксплуатации.
Этапы работ
Чтобы выполнить сварку труб ПНД своими руками в домашних условиях, применяют метод соединения деталей в стык. Этапы выполнения работ:
- Обрезать элементы по требуемым размерам.
- Снять фаски, отцентровать две детали.
- Зачистить соединяемые части от заусенцев, грязи. Обезжирить их спиртом.
- Нагреть две части с помощью сварочного аппарата для пластика.
- Руками с нажимом соединить две детали.
Подождать пока шов остынет. Зачистить наплывы пластика с помощью мелкой наждачной бумаги. Стыковой метод соединения обеспечивает гибкость трубопровода на всем его протяжении, что считается плюсом. Если нужно сделать шов в труднодоступном месте, желательно выбрать муфтовый метод. Разъемные стыки подходят для изготовления временных трубопроводов.
Сварка полиэтиленовых труб считается надежным методом изготовления трубопроводов из пластика. Выделяется несколько методов проведения работ, которые отличаются друг от друга используемым оборудованием, этапами выполнения сварки. Изготовить прочное соединение можно самостоятельно.
Стыковая сварка ПНД труб своими руками

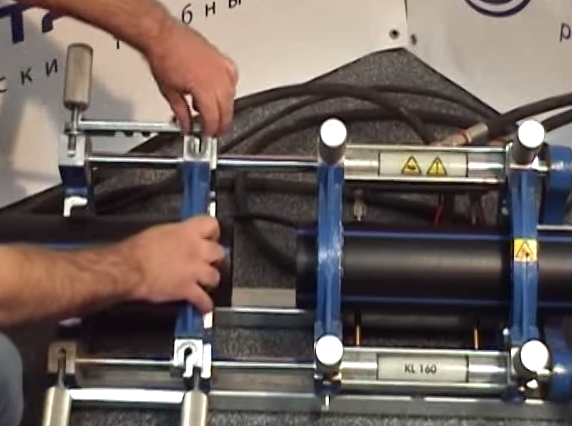
Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.








Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
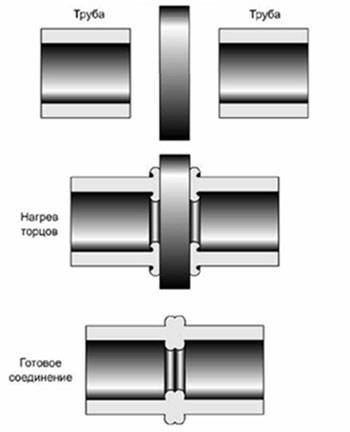
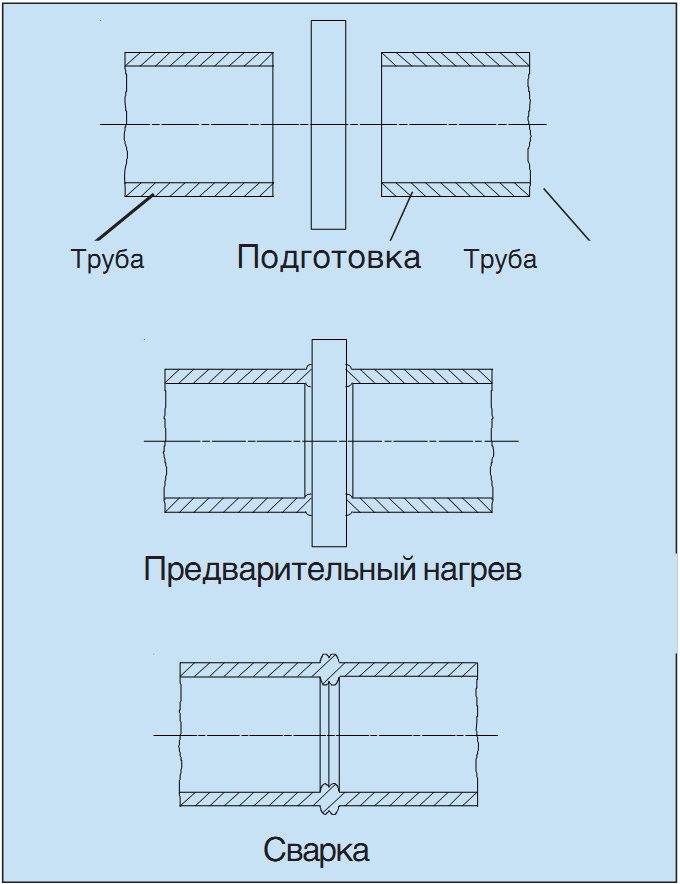
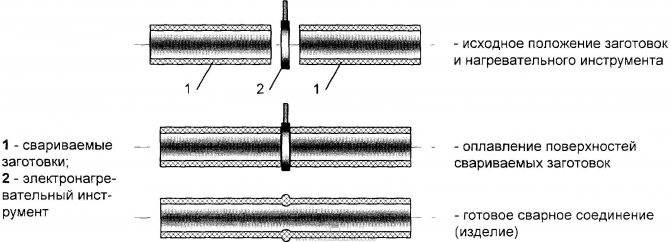
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
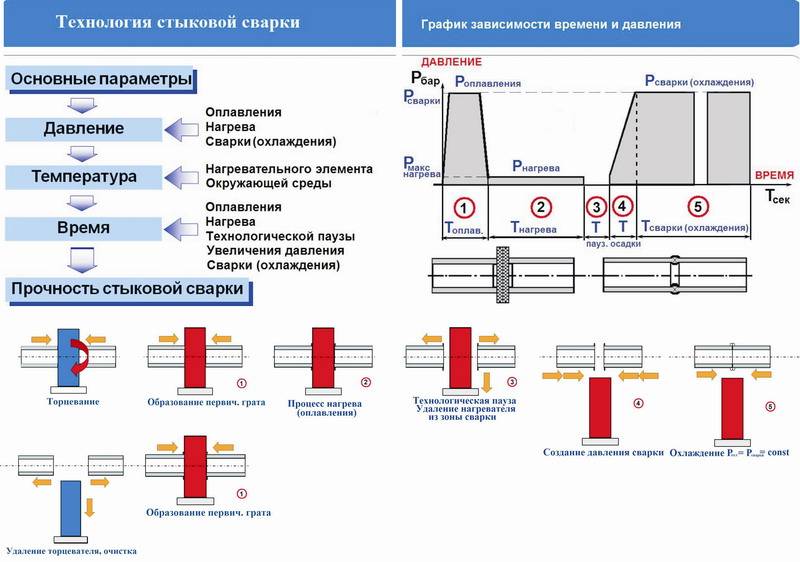
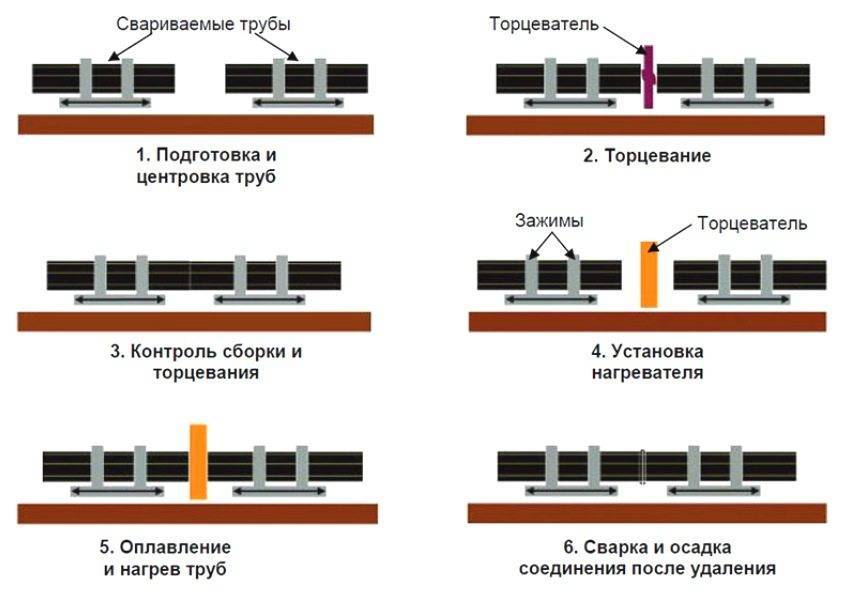
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
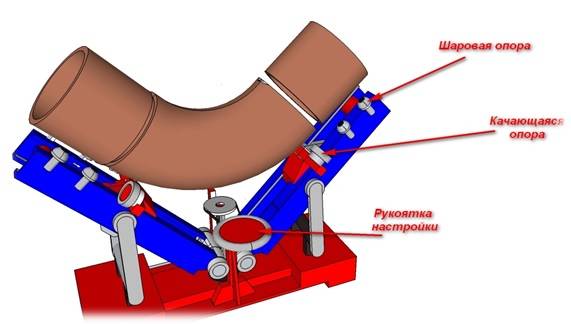
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
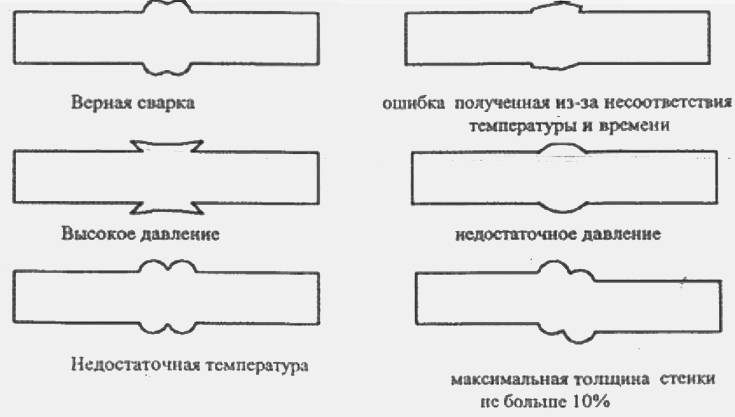
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД

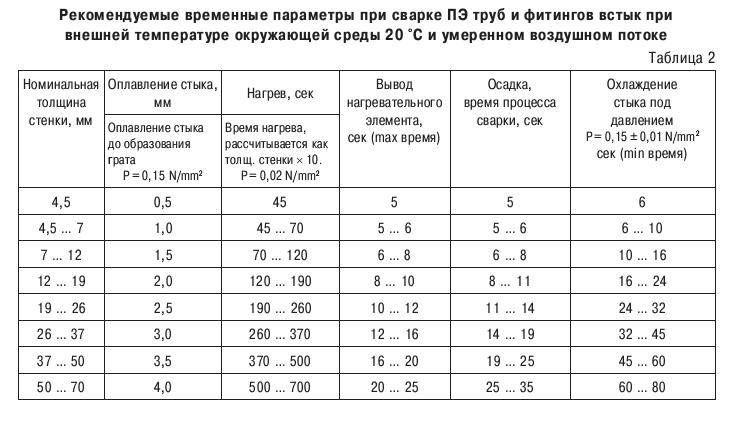
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см

Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки

Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД

Технология стыковой сварки
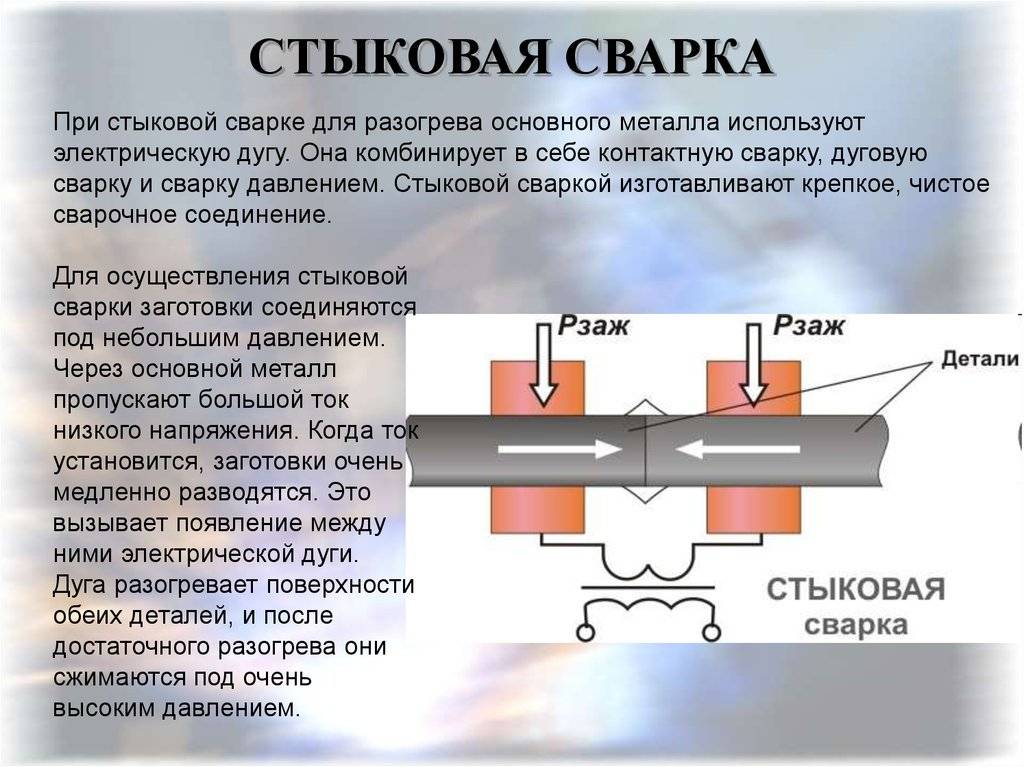
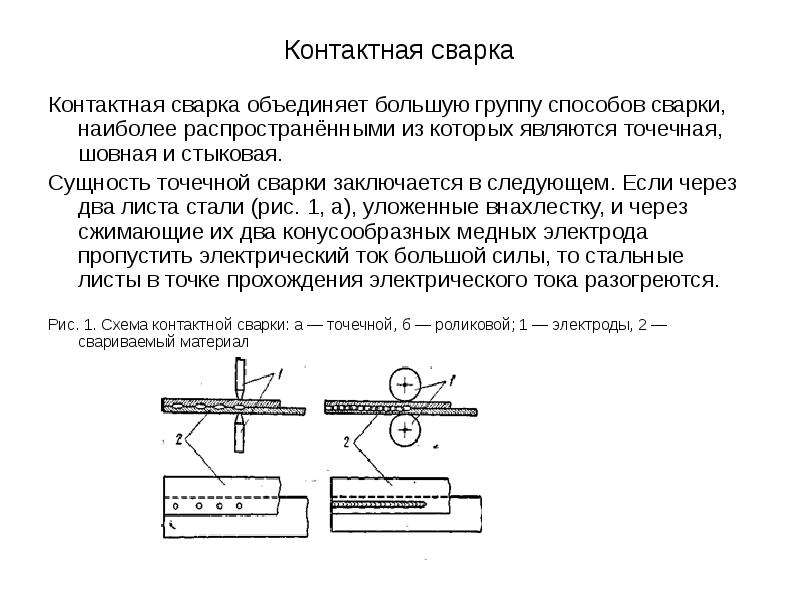
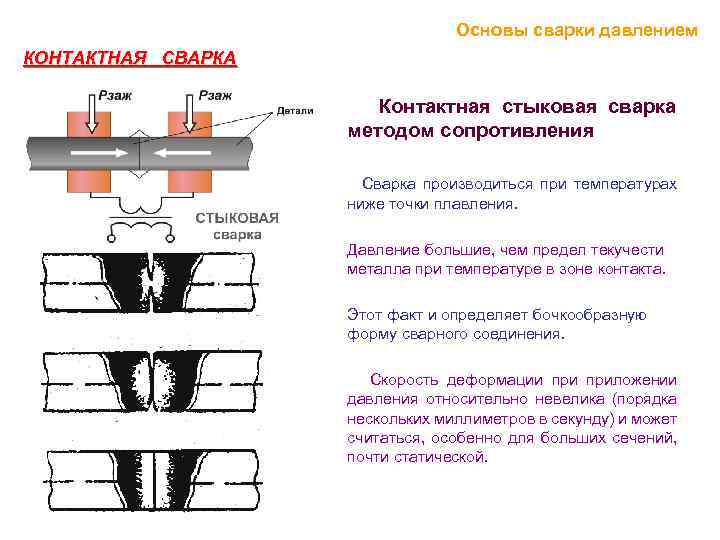
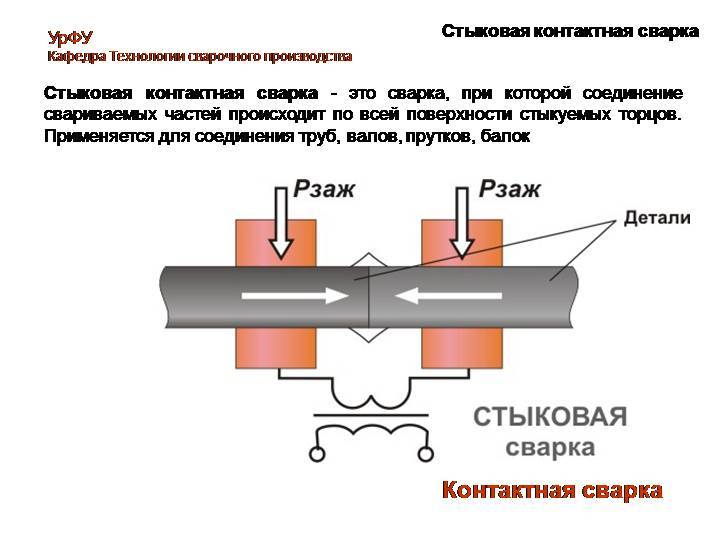
Вне зависимости от разновидности контактной стыковой сварки для ее осуществления используются особые аппараты, а алгоритм действий строится по одному и тому же принципу.
Необходимое оборудование
Роль основного производственного оборудования играет аппарат стыковой сварки. Он состоит из двух модулей: стыковочной машины и сварочного трансформатора. Стыковочная машина служит для создания необходимого осевого давления в зоне сварки и включает в себя:







- станину, то есть корпусы с опорной поверхностью;
- плиты и направляющие – обеспечивают соосность заготовок;
- фиксаторы – перемещаются по направляющим, удерживая заготовки;
- механизм привода – служит для создания необходимого давления и передачи его фиксаторам.
Механизм привода, в свою очередь, состоит из блока электродвигателя с редуктором и насосом, а также пневмо- или гидроблока, непосредственно воздействующего на рабочие органы устройства.
Сварочный трансформатор служит для подачи тока на заготовки через специальные зажимы, которые должны обеспечивать минимальное сопротивление и плотно прилегать к свариваемому металлу. В противном случае, велик риск возникновения нежелательных процессов подгорания и плавления в местах контакта.
Подготовка поверхностей к сварке
Свариваемые поверхности очищают от загрязнений и оксидных пленок, шлифуют и обезжиривают. В случае сварки оплавлением этого достаточно.
Кромкование деталей не выполняется, так как в условиях перемещения избытка металла не внутрь, а наружу стыка оно не имеет смысла. Присадочные материалы также не используются.
Процесс сварки
Стыковая сварка заготовок проводится механизированным или автоматизированным методом. Ниже приводится последовательность действий для механизированной сварки, автоматизированная отличается от нее лишь компьютеризацией управления:
- Подготовленные к сварке изделия закрепляются в фиксирующих устройствах на станине сварочного аппарата.
- К заготовкам подключаются зажимы сварочного трансформатора, на его первичную обмотку подается электрический ток.
- В заданной последовательности проводятся нагрев и сжимание стыка. Величина сварочного тока, сила давления и время воздействия определяются из расчетных параметров.
- После кристаллизации стыка отсоединяются зажимы трансформатора, раскрываются фиксаторы. Деталь снимается с устройства.
- Образовавшийся на поверхности стыка грат механически удаляется.
Простота и эффективность данного алгоритма обеспечивают высокую производительность работ при надлежащем качестве стыка.
Возможные ошибки
Тщательно продуманные и неспешные движения являются гарантией недопущения ошибок. Нужно учесть все особенности выполнения технологии и полностью их соблюдать.
Самые частые ошибки, вследствие которых образуются бракованные узлы прокладываемой системы трубопровода следующие:
- Угол среза соединяемых частей отличается от значения 90 градусов.
- Не произведена чистка поверхности от жирной пленки.
- Недостаточный или чрезмерный нагрев соединяемых элементов.
- Неплотная установка изделия внутрь фитинга.
- Корректировка соединяемых частей после застывания полимера.
- Неполное удаление слоя армирования.
В некоторых случаях на высококачественных материалах сильный нагрев не показывает видимых дефектов. Но в то же время происходит внутренняя деформация, в этом случае расплавленный пластик перекрывает внутренний проход трубопровода. В последующем этот узел теряет работоспособность — быстро забивается и перекрывает передвижение воды.
Если срез торцов отличается от значения 90 градусов, то во время соединения элементов они ложатся по скошенной плоскости. Появляется несоосность стыка, которая заметна, когда уже проложено несколько метров трубопровода. Зачастую из-за этого необходимо переделывать всю работу сначала.
Плохое обезжиривание торцов способствует появлению «островков отторжения». В этих местах полифузное соединение полностью не происходит. Определенное время трубопровод с этим дефектом может работать, однако в любой момент может появиться течь.
Такой же результат могут иметь соединения, которые сделаны с неполной чисткой слоя армирования. Чаще всего армированная труба устанавливается на участках повышенного давления. Оставшаяся алюминиевая фольга на участке спаивания создает зону неконтакта. Этот участок зачастую является каналом, через который происходит протекание воды.
Выводы и полезные видео по теме
Порядок и особенности стыковой сварки полиэтиленовых труб на механическом аппарате:
Стыковая сварка полиэтиленовых труб автоматикой:
На практике стыковая сварка полиэтиленовых труб своими руками встречается не очень часто. Это связано с тем, что для выполнения такой работы требуется специальное оборудование, определенный уровень знаний и навыков.
Стыковая сварка полиэтиленовых труб должна выполняться в соответствии с установленными требованиями и правилами. Это обеспечит качественную и прочную конструкцию. Стыковая сварка имеет свою технологию, особенности и отличия.
Вы можете реализовать способ самостоятельно, но для этого важно создать необходимые условия, правильно подготовить трубы. Если нет сварочного аппарата, целесообразнее взять его в аренду
Рекомендуется заранее ознакомиться с видео по теме стыковой сварки. Так будет легче понять суть метода и особенности его реализации.
Есть ли у вас опыт стыковой сварки полиэтиленовых труб? Вы хотите поделиться своими знаниями в этой области или задать вопросы о сварке? Пожалуйста, оставляйте комментарии, участвуйте в обсуждениях – ниже форма обратной связи.
Источник – https://sovet-ingenera.com/santeh/svarka/stykovaya-svarka-trub.html