

Как правильно соединить пластиковые трубы?
Для проведения сварочных работ с использованием специального аппарата для пластиковых труб, необходимо знать несколько простых правил, чтобы обезопасить себя от возможных ошибок.
- Подключить к сети. Необходимо поставить аппарат на подставку, обычно включённую в комплект, и оставить его на 2-5 минут до потухания регулирующих лампочек. Это необходимо, чтобы устройство нагрелось до определённой температуры. Во время этого процесса можно осуществить крепление соответствующей насадки.
- Установите температурный режим. При наличии термостата есть возможность выбрать оптимальную температуру пайки. Иногда производители пластиковых труб могут использовать при производстве укрепляющие примеси, которые либо повышают, либо уменьшают тугоплавкость материала.
- Позаботьтесь о своей безопасности. Металлическая поверхность насадки при начале работы имеет очень высокую температуру. При контакте с кожей возможен сильный ожог. Используйте термозащитные перчатки при работе со сварочным аппаратом.
- Произведите предварительные расчёты. Отмерьте расстояние, на которое одна труба войдёт в другую на момент спаивания. Лучше всего карандашом или маркером, который можно легко стереть. Отмерять стоит в зависимости от диаметра труб. Например, при 20 мм диаметра стоит отмерить около 13-15 мм длины.
- Разогревайте обе детали перед спайкой. При разогреве одной из частей соединяемых труб не достигается желаемой герметичности. Желательно держать каждую из пластиковых деталей на насадке паяльника от 5 до 10 секунд.
Более подробно смотрите на видео:
Условия сварки конструкций из полиэтилена низкого давления
Для успешного выполнения операции по соединению труб нужно выполнить основные условия:
Используемые трубы должны изготавливаться одним производителем. Во избежание брака выбирайте поставщика, который использует заводское производство. Приобретенные трубы должны сходиться в диаметре до миллиметра.
Из за наличия высокого напряжения недопустим монтаж во время дождливой погоды или в условиях избыточной влажности.
Перед сваркой поверхность нужно очистить от масла, краски и грязи, чтобы сохранить монолитность сварочного шва и избежать дефектов.
Трубы должны быть точно отцентрированы
Для этих целей применяют центратор.
Критически важно обеспечить надежную фиксацию во время рабочего процесса. Нельзя допускать смещение труб относительно друг друга в момент остывания.
Обязательное заземление.
Монтаж ПНД труб – это работы повышенного риска
Поэтому нужно помнить о технике безопасности: при монтаже используется спецодежда с защитой, рабочие инструменты отсоединяют от сети во время перерывов и по завершении, а также осматривают для обнаружения дефектов.К монтажу допускаются лица не младше 18 лет, которые прошли медицинский осмотр и имеют теоретическую и практическую подготовку.
Как выбрать сварочный аппарат для полипропиленовых труб
Торцы коммуникаций из полимера для водопровода и отопления плавятся при температуре от 260 градусов, поэтому все производители паяльников ориентируются именно на этот показатель. Большинство моделей имеет рабочий диапазон от 260 до 320º С и сильно переживать об этом значении не стоит
Но есть критерии выбора аппарата, способного соединять полипропилен, которые важно учесть при покупке:
- Конфигурация нагревательного элемента. Среди моделей для муфтового соединения бывает два типа: мечевидный и цилиндрический. У первого есть одно, два или три фиксированных отверстия для расположения насадок. Это оптимально для работы за столом или на полу. У второго варианта матрицы одеваются в виде хомутов и могут располагаться на любом расстоянии от края, что удобно для пайки близко у стены или другого препятствия.
- Мощность. От величины показателя зависит скорость нагрева полипропилена и время исполнения каждого стыка. Характеристика аппаратов варьируется от 500 до 2000 Вт. Промышленные модели бывают на 4000 Вт.
- Количество ТЭНов. Для разогрева полипропилена внутри аппарата могут применяться один или два ТЭНа. От их числа зависит время выхода на рабочую температуру.
- Тип регулятора температуры. Бывает механический или электронный. Аппараты с первым дешевле, а со вторым функционируют более точно.
- Число насадок в комплекте. Обычно производители кладут в набор несколько насадок с тефлоновым покрытием (3-7 шт). Чем их больше, тем шире возможности аппарата по пайке полипропилена и тем меньше придется вкладывать средств в будущем.
- Масса. Вес паяльника может варьироваться от 900 г до 3 кг. При стационарной установке предпочтительнее тяжелые модели, которые будут меньше ерзать по столу. Для манипуляций на весу выбирайте те, что полегче.
- Дополнительные функции. Аппараты для стыковки полипропилена могут оснащаться индикаторами сети, выхода на рабочую температуру и срабатывания перегрева, что упрощает эксплуатацию. Еще у некоторых бывает дисплей, показывающий фактическую, а не выставленную температуру. Таймер пригодится, чтобы задать определенное временное значение пайки полипропилена и меньше контролировать процесс. Термостат будет поддерживать заданный режим.
Еще аппараты отличаются по способу сварки, в связи с чем мы разделили наш обзор на три категории.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат
В этом ракурсе стоит обращать внимание на следующие аспекты:. Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат
С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ
Методы полиэтиленовой сварки

Ниже рассмотрены самые распространенные виды полиэтиленовой сварки.
Контактная сварка

Метод прост в использовании и экономичный. Он позволяет нагревать полиэтилен воздушным потоком или с помощью специального нагревательного элемента (клина).










Специальное приспособление, зажимные ролики, обеспечивает сжатие и соединение участков полиэтилена. Можно получить прочный одинарный или двойной шов.
Используют также аппараты подобные промышленному фену. Они нагревают полиэтилен горячим воздухом и расплавляют его. Аппарат имеет небольшой вес и высокую мощность. Его легко носить с собой. Это позволяет работать с ним в любых условиях.
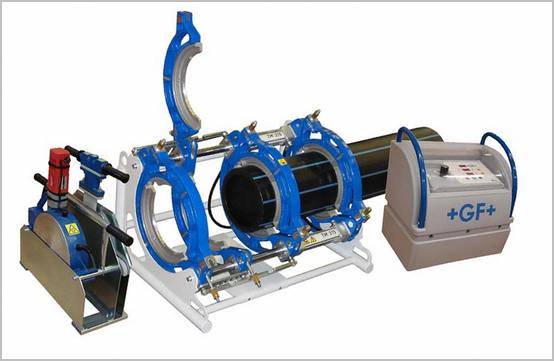
Машины для сварки труб ПНД
Машины для сварки труб ПНД широко используются в сфере строительства и прокладки трубопроводов напорного типа из полимерных материалов, требующих соблюдения основных стандартов ГОСТа и также полиэтиленовых фитингов для них: тройников, отводов, втулок и т.д. Базовым принципом проведения контактно-стыковых сварочных работ является соединение механическим способом с определенным усилием, или с помощью гидравлического привода, и охлаждение под давлением предварительно отшлифованных и подогнанных по диаметру торцов полиэтиленовых труб с дальнейшим нанесением номера стыковочного шва на корректно выполненном грате.
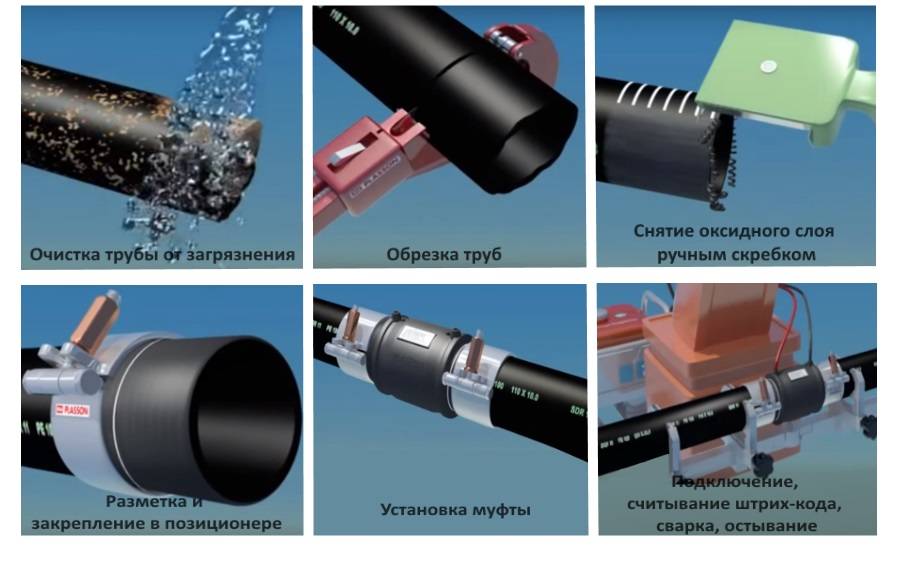
Принцип проведения стыковых сварочных работ достаточно прост и состоит из следующих базовых процедур:
- размещение труб в центраторе сварочной машины;
- торцевание и выравнивание торцов двух свариваемых труб;
- оплавление торцов нагревательным элементом;
- соединение и охлаждение под давлением;
- освобождение труб из зажимов центратора;
- нанесение номера шва.
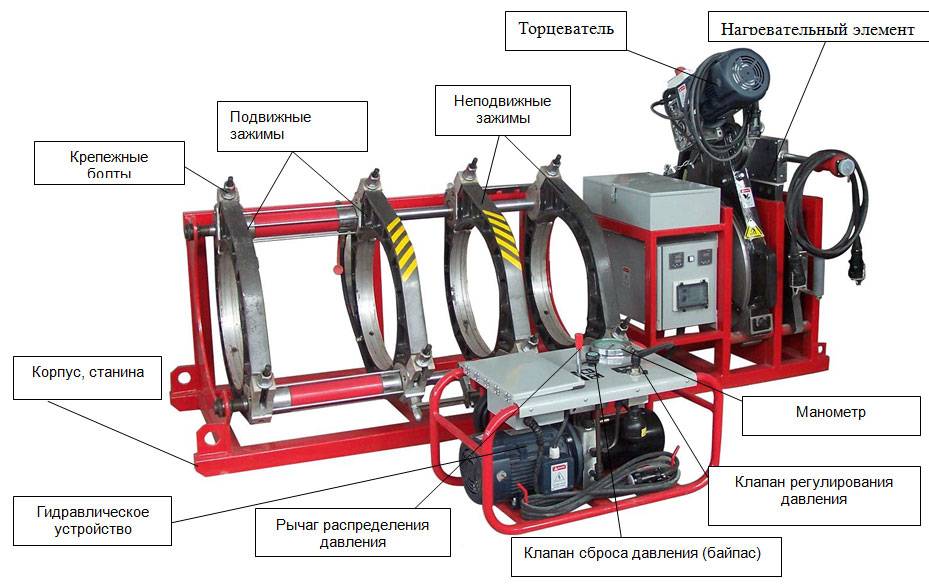
Центрование по соосности, торцевание и выравнивание, нагревание и прижимание под давлением — это основные функции сварочных машин для сварки труб. В настоящее время в России построено два крупных завода по производству сварочного оборудования и их комплектующих. Современные производственные технологии и опыт ведущих российских и зарубежных инженеров позволяют производить оборудование не сложное по применению и высокое по производству качественного сварочного шва. Российское производство с позиции экономической выгоды держит Низкие Цены при высоком качестве.
Мы готовы предложить сварочные машины следующих производителей с бесплатной доставкой по всей России.
Сварочная машина бывает 3 типов:
- Ручная, или механическая;
- Полуавтоматическая;
- Автоматическая машина для контролируемой сварки и проведения протоколирования в онлайн режиме, а также возможностью дистанционного управления режима сварки.
Вы можете подобрать наиболее подходящий для Вас способ проведения сварочных работ и приобрести необходимое оборудование предварительно сделав выбор в пользу цены или автоматизации сварки.
Ниже мы описали вкратце процессы и преимущества каждого вида сварочного оборудования:
РУЧНАЯ, или МЕХАНИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 32 до 315 мм.
Сварочный процесс: выставление параметров сварки производится вручную согласно таблиц, указанных в инструкциях по сварке. Весь процесс, начиная с позиционирования и заканчивая извлечением сваренных труб происходит вручную.
Преимущество: ЦЕНА, мобильность. Возможность использования в «полевых условиях».
ПОЛУАВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 160 мм до 500 мм
Сварочный процесс: Конструкционной основой полуавтоматических сварочных машин является гидравлический привод центратора. Сварочные параметры задаются специалистами вручную, соединение свариваемых труб производится с помощью гидравлической системы центратора, что позволяет упростить процесс сварки и не требует приложения физической силы со стороны работников. При этом использовать данные аппараты можно при работе с трубами бОльшего диаметра, экономя на цене.
Преимущества: Цена достаточно низкая с учетом наличия гидравлического привода. Возможность использования в «полевых условиях».
АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА.
Наружный диаметр труб: от 530 мм до 1600 мм
Сварочный процесс: полностью автоматизированная сварка, производимая под компьютерным управлением. После ввода специалистом в блок управления всех необходимых характеристик трубы (диаметров, материалов изготовления) режим для сваривания устанавливается и настраивается автоматически, позволяя избежать ошибочных настроек со стороны человеческого фактора. Сам процесс центрования, нагревания и сжимания труб производится самостоятельно, без человеческого вмешательства, с последующим выводом циклограммы сварки на протоколере с возможностью последующего переноса на ПК через USB. Более того, управлять процессом сварки возможно дистанционно.
Преимущество: ПРОФЕССИОНАЛЬНОЕ оборудование, позволяющим получать высокое качество и герметичность свариваемых швов. Качество грата во всегда получается без погрешностей и соответствует нормам. Используется для сварки трубопроводов напорного типа, в том числе питьевого водоснабжения, требующие полного соответствия нормам ГОСТа.
По вопросам приобретения оборудования для сварки полиэтиленовых труб звоните:
8.
Будем рады сотрудничать с Вами!
Устройство паяльного оборудования
Конструкции паяльников для полипропиленовых труб могут отличаться в деталях, но основные их элементы одинаковы.
В состав оборудования входят:
- корпус;
- нагреватель;
- терморегулятор;
- насадки;
- подставка.
Корпус прибора обычно выполнен из металла, потому что пластиковые детали могут стать хрупкими из-за постоянного воздействия на них высоких температур, хотя встречаются модели и с прорезиненными ручками.
Индикаторы нагрева и готовности в разных моделях паяльников могут иметь различный цветовой окрас, поэтому об их предназначении следует читать в инструкции
Электронагреватель (ТЭН) имеет вид конусовидной металлической пластины или толстого стержня цилиндрической формы. Размеры ТЭНа зависят от потребляемой мощности и количества одновременно одеваемых на него насадок.








В электронагревателе в виде пластины имеется одно или несколько отверстий для крепления насадок. С увеличением их количества возрастает мощность паяльника и его стоимость. Стандартная температура нагревателя при сварке труб составляет 260 °С, но она может регулироваться.
Терморегулятор имеет вид круглой ручки, с помощью которой настраивается необходимая рабочая температура. Для контроля готовности паяльника к работе используются индикаторы (обычно красная и зеленая лампочки). При нагреве горит красный индикатор, а когда нагреватель достигает рабочей температуры, то загорается ещё и зелёный.
Насадки на плоский ТЭН имеют цилиндрическую форму и называются дорн и гильза. Дорн служит для нагрева внутренней полипропиленовой поверхности раструба, а гильза применяется для размягчения внешнего слоя соединяемой трубы.
Насадки для сварочного аппарата должны иметь идеально ровное и гладкое основание – от этого зависит скорость их нагрева и стабильность температуры расплавляемого полипропилена
Сверху насадки имеют антипригарное покрытие, чтобы размягченный полипропилен к ним не прилипал. На каждый диаметр трубы имеются свои насадки. Обычно они идут в комплекте с паяльником в количестве 3-5 пар.
Для цилиндрических нагревателей используются хомутовидные насадки. Их максимальное количество на стержне паяльника зависит от длины нагревателя.
Подставки под сварочный аппарат существуют универсальные и индивидуальные.
По форме они могут быть:
- крестовые;
- U-образные;
- прямоугольные.
Универсальные подставки могут приобретаться отдельно и подходят под большинство паяльников, а индивидуальные имеют специальное крепление, предназначенное для конкретной модели или целой серии оборудования. Все подставки относительно компактны, но отличаются весом.
Конструкция и внешний вид подставок могут быть различными, главное, чтобы они обладали необходимым для работы качеством – устойчивостью
Наилучшая подставка имеет в основании прямоугольный металлический лист. Такая конструкция наиболее устойчива, но много весит и редко используется в портативных устройствах
Изредка попадаются паяльники с нагревателями и подставками необычной формы, но массового распространения они не получили.
Виды сварочных аппаратов

механический аппаратручной сварочный аппарат.
Для выравнивания концов труб есть электроторцеватель. Он выглядит как диск, который вращается, с двухсторонними ножами. Для безопасности в аппарате присутствует блокирующий механизм. Нагревательный элемент выглядит как диск из металла с антипригарным покрытием. Внутри данного диска располагаются ТЭНы. Так же он имеет датчики контроля температуры и терморегуляторы. Чаще всего его используют для установки труб, которые будут работать под высоким давлением или при резких перепадах температуры.
Второй вид — ручной сварочный аппарат, который используется при относительно не большем объёме работ. Он соединяет трубы разного диаметра до 50 мм. В его состав входит терморегулятор, нагревательная плита и эргономичная ручка. В нагревательной плите бывает от двух отверстий, в которых закреплены парные сварочные элементы с разным диаметром. Сваривающие элементы покрыты тефлоновым покрытием, что предотвращает прилипание пластика к нагреваемой поверхности. Терморегулятор регулирует температуру до которой нагревается плита. Как только нужная температура достигнута, включается красный индикатор.

мечевидные паяльники
- аппарат с ключом для насадок: такой вариант подходит если нужно провести сварку полипропиленовых трубодного или двух диаметров;
- аппарат плюс несколько популярных насадок: обычно продаётся в чемоданчике, насадки на 20,25,32 и 40 мм, если не оказалось нужных, то их можно отдельно докупить;
- полный комплект, включающий аппарат, насадки и инструменты, необходимые при сварке. Чаще всего его покупают профессионалы, но и в домашних условиях он пригодится.
Конструктивные особенности и принцип использования
Аппарат для сварки пластиковых труб состоит из следующих элементов:
- пластиковый корпус, оснащенный ручкой;
- металлическая платформа (рабочая часть), внутри которой располагается нагревательный элемент;
- специальные сменные насадки для нагрева деталей трубопровода, различаются по диаметру;
- терморегулятор, позволяющий точно задать температуру нагрева в зависимости от технических параметров полимера, из которого выполнены детали трубопровода;
- подставка, благодаря которой аппарат устойчиво размещается на горизонтальной поверхности;
- индикаторы нагрева.
Производители электроинструмента предлагают два конструктивных решения агрегата для сварки полимерных труб, которые различаются формой нагревательного элемента – он бывает плоский (именно такая модель называется утюг для пайки) и круглый, цилиндрический, из-за чего аппарат напоминает формой классический паяльник. На технологию и качество работы форма нагревательного элемента никак не влияет, различия касаются только конфигурации и принципа крепления насадок.
В плоской плите устройства для пайки труб имеются отверстия, в которые устанавливаются разъемные насадки. Каждая насадка состоит из двух элементов, один из которых позволяет нагреть фитинг изнутри (дорн), а второй выполнен в виде гильзы, в которую вставляется край трубы. Дорн и гильзу крепят к плите винтом, который затягивается специальным ключом-шестигранником, идущим в комплекте. У бытовых аппаратов количество отверстий позволяет установить 2–3 комплекта насадок, профессиональные устройства снабжены большим количеством посадочных отверстий.
У паяльника для пропиленовых труб, снабженного нагревательным элементом в форме цилиндра, насадки имеют иную конструкцию. Они надеваются на цилиндр и фиксируются длинным винтом. Чтобы затянуть соединение также используется штатный ключ-шестигранник. Количество насадок, которые можно установить на нагревательном элементе зависит от длины цилиндра
Важно разместить их таким образом, чтобы они не мешали вести работы и не грозили ожогом
Выбирая аппарат для полипропиленовых труб, оцените особенности эксплуатации каждого варианта и выберите тот, который покажется удобнее. Иных различий агрегаты не имеют.










Рекомендации по сварке
При соединении пластмассовых и полиэтиленовых деталей с помощью стыкового аппарата следует придерживаться проверенных временем рекомендаций. Не следует отклоняться от существующей технологии и грамотно осуществлять выставление режимов.
Так, например, перегрев свариваемых изделий может привести к образованию внутренних наплывов. Это приведет к нарушению передвижения жидкостей внутри трубы. Во время стыковки допускается отклонение от центрирования не более, чем на десять процентов от толщины труб. Детали не следует освобождать от зажимов, пока не произошло полное их остывание. Перед началом сварочного процесса необходимо еще раз ознакомиться с инструкцией по эксплуатации выбранного оборудования.
Как не ошибиться с выбором?
Пайка полипропиленовых водопроводных труб происходит при повышенном температурном режиме. Для выбора правильного устройства, которое обеспечит герметичное крепление и безопасное проведение работ, нужно ориентироваться на несколько значимых характеристик.
Во-первых, обратите внимание на мощность сварочного аппарата. Чем выше этот показатель, тем лучше производительность и максимальная температура нагрева
Агрегат должен хорошо разогревать шов, не плавя материал до клейкого состояния и не оставляя чёрных следов. Предпочтительно использовать устройства ручного типа с мощностью до 2000 Вт.
Во-вторых, посмотрите комплектацию сварочных насадок. Здесь аналогично – чем больше, тем лучше. Бытовые устройства способны работать с диаметром труб не более 50-63 мм. Свыше этого показателя начинается профессиональная пайка, требующая иного вида аппаратов. Средний и малый диаметр лучше всего подходят при самостоятельной прокладке коммуникаций и дальнейших работ.
В-третьих, оцените материал покрытия устройства и его комплектующих. Идеальным на сегодняшний день является тефлоновое термостойкое покрытие, обеспечивающее поддержание температуры устройства и не позволяющее ему уйти за допустимые границы. Не стоит выбирать аппараты с незащищённым металлическим или пластиковым покрытием – эти материалы подвержены разрушению.
Безопасность и простота использования должны быть приоритетными показателями при выборе сварочного аппарата для труб. При отсутствии в наборе, обязательно приобретите перчатки и труборез, чтобы облегчить процесс пайки, а также, чтобы обезопасить себя от возможных травм и ожогов.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Лучшие аппараты для стыковой сварки труб из полипропилена
Такой тип сварки не требует наличия специальных муфт. Процесс соединения трубчатых элементов основывается на нагревании их торцевых частей и скреплении под давлением.










Аппараты для стыковой сварки отличаются большим диапазоном обрабатываемых диаметров и высокой производительностью.
Rothenberger Roweld HE 200
4.9
★★★★★оценка редакции
96% покупателей рекомендуют этот товар
К отличительным характеристикам модели относятся ПТФЭ-покрытие нагревательных элементов и удобство замены насадок.
Благодаря этому расплавленные участки не пристают к устройству, а переключение между трубами разного диаметра происходит за считанные минуты. Мощность прибора — 800 Вт. Долгий срок службы ему обеспечивает защищающий от перегрева механизм.
Температура регулируется с помощью электронной системы и распределяется равномерно по всей поверхности паяльника.
Достоинства:
- долговечность;
- индикация состояний;
- удобство настройки;
- быстрая смена насадок.
Недостатки:
высокая цена.
Rothenberger Roweld применяется при соединении труб из синтетических материалов диаметром не более 20 мм. Его можно купить для быстрого и эффективного проведения сварочных работ стыковым методом.
Brexit B-Weld G 315
4.9
★★★★★оценка редакции
94% покупателей рекомендуют этот товар
Нагревательный элемент модели покрыт тефлоном и имеет съемную конструкцию, благодаря чему легко поддается замене.
Устройство оснащено высокоточной системой настройки температурного режима и двухканальным таймером, позволяющим вести статистику затраченного на нагревание и охлаждение времени.
Мощность двигателя прибора составляет 3800 Вт, что гарантирует эффективную обработку труб диаметром до 315 мм. Низкое давление при запуске аппарата и гидравлический привод обеспечивают высокое качество сварки.
Достоинства:
- точная регулировка температуры;
- мощный двигатель;
- сварка труб большого диаметра;
- встроенные манометр и таймер.
Недостатки:
большой вес.
Brexit B-Weld G 315 используется в строительной и производственной сферах. Это профессиональный инструмент для сварки полипропиленовых труб различного диаметра. Прекрасный выбор для качественной и производительной работы.
Rijing Makina HDT 160
4.8
★★★★★оценка редакции
88% покупателей рекомендуют этот товар
Главными особенностями модели являются малые габариты, устойчивость и надежность конструкции. Зажимные вкладыши устройства оснащены регуляторами силы и фиксации.









Температура нагревательного элемента поддается точной настройке, равномерно распределяется по всей поверхности и поддерживается на протяжении всего времени работы.
Мощность двигателя составляет 1000 Вт. В комплектацию включены редукционные вкладыши для фиксации труб диаметром 40, 50, 63, 75, 90, 110, 125 и 160 мм. Высокая скорость обработки достигается с помощью установленного на корпусе электрического торцевателя.
Достоинства:
- богатая комплектация;
- устойчивость;
- компактность;
- наличие торцевателя.
Недостатки:
короткий кабель.
Rijing Makina HDT 160 стоит приобрести для проведения сварочных работ в труднодоступных местах, например, подвалах или колодцах.
Удобство использования и простота настройки позволяют с успехом применять его как в профессиональной сфере, так и при проведении бытовых работ.





