Канализационные трубы
Современными пластиковыми трубами приходится подсоединять сантехнические аксессуары и приборы (как работает биде) к уже имеющейся канализационной системе, выполненной из чугуна.
Попутно, нужно решать задачу по несовпадению диаметров.
Самый ходовой размер пластиковых труб – это 110 и 50 мм, а чугунных – 123 и 73 мм соответственно.
Для начала, нужно старое соединение демонтировать и извлечь заменяемый участок трубы из патрубка. Именно, на этом этапе работы возникают основные трудности и совершаются ошибки.
Главное правило – ни в коем случае нельзя применять грубую физическую силу.
И второе – не пытайтесь расколоть чугунную трубу, стуча по ней молотком.
Методы состыковки труб
По технологии стыковки считаются универсальными. Подойдет любой из нескольких способов соединения, что является несомненным плюсом.
В зависимости от целей можно выбрать:
- сварку;
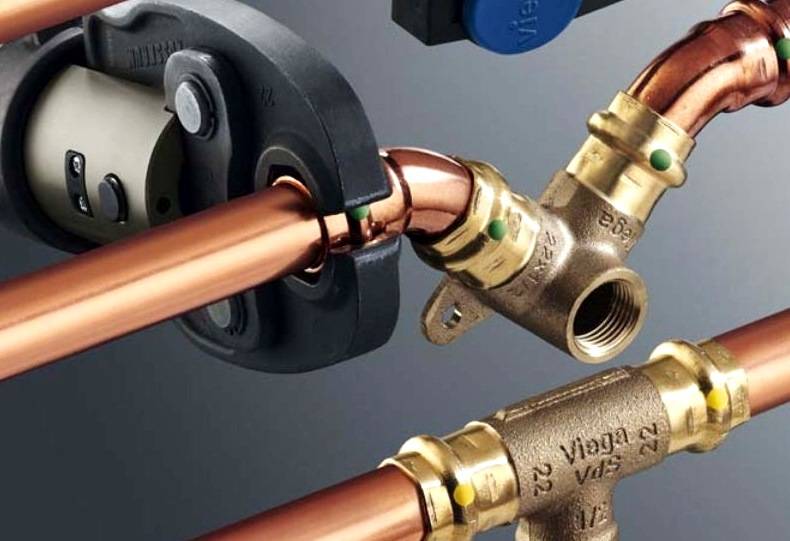
- механическую сборку (прессование, компрессионное соединение, зажим самофиксирующимися фитингами);
- пайку (твердым или мягким припоем).
Для сварки подойдет диаметр от 100 мм с толщиной стенки более 1,5 мм. Механическая сборка подходит только для открытых участков. Если участок скрыт в монолитах или в строительных конструкциях, то такие фитинги дорого обойдутся. В бытовых отопительных системах, как правило, используется пайка мягким припоем. Она требует для работы специальные капиллярные фитинги.
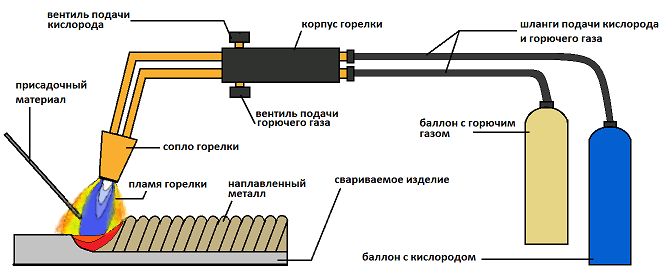
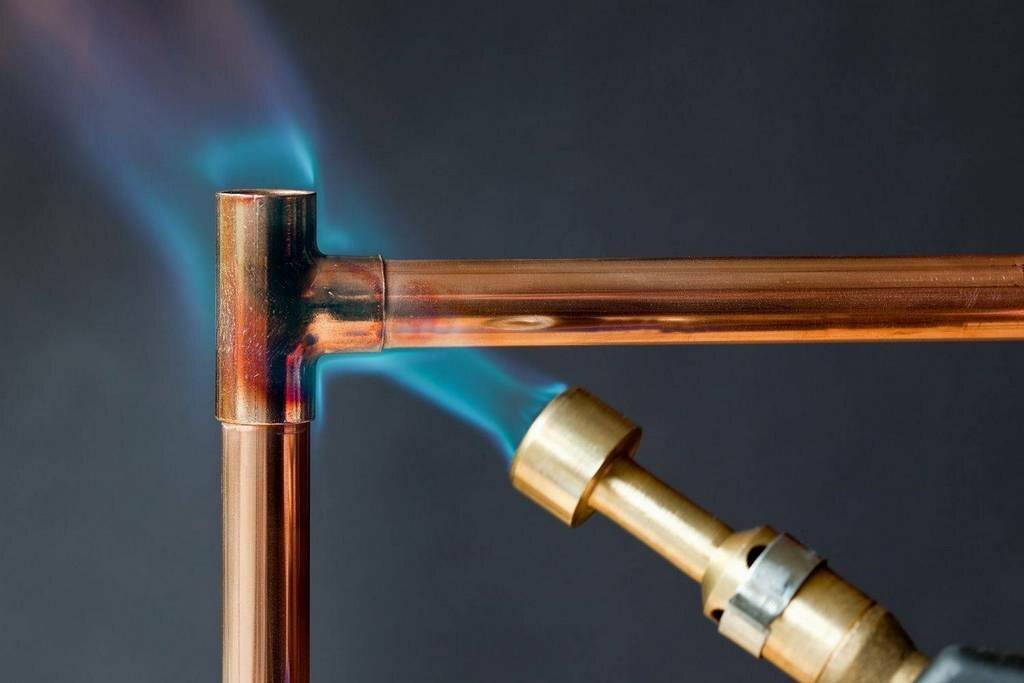
Газовая сварка секреты технологии
Источником получения энергии в данном способе является газовый баллон. Сварка меди, выполненная по такой технологии, позволяет получить надежное и качественное соединение. Ввиду того, что медь обладает повышенной теплопроводностью, следует применять пламя с усиленной мощностью. Рекомендуемые значения:
- 150 литров за час при толщине трубы менее 10 мм;
- 200 литров в час – для всех остальных изделий.
Некоторые хитрости, выполняя которые, сварка меди газовым баллоном будет успешной, правильной и высококачественной:
- Все действия необходимо выполнять быстро, не прерываясь. Так можно минимизировать контакт расплава с кислородом и избежать нежелательных трещин;
- Пламя лучше использовать восстановительное;
- Направлять пламя на трубу необходимо под прямым углом;
- В качестве присадки рекомендуется использовать медную проволоку или любую другую металлическую при условии, что она содержит раскислители;
- Кромку трубы необходимо зачистить до чистого металла;
- Тепло газовой горелки следует распределять таким образом, чтобы присадка плавилась раньше трубы;
- Для увеличения прочности сварочного шва, после сваривания изделия необходимо проковать. Делают это в холодном состоянии при условии, что толщина стенки изделия не превышает 5 мм;
- Затем следует поддать шов отжигу при температуре 500 – 550 градусов;
Температура менее 500 градусов станет губительной для меди, она спровоцирует потерю прочностных характеристик.
Последним этапом станет опускание в холодную воду.
Аргонодуговая сварка меди, именуемая также ТИГ, выполняется с помощью аргона, или смеси аргона и гелия. Кроме того, для осуществления сварочного процесса, как в промышленных, так и в домашних условиях, потребуются вольфрамовые электроды.
Вольфрамовые электроды относятся к неплавящимся и характеризуются хорошей устойчивостью дуги.
Особенности выполнения соединения:
- Если применяются вольфрамовые электроды, сваривание необходимо производить при постоянном токе;
- Электроды лучше зачистить до чистого металла перед свариванием;
- В процессе работы электроды рекомендуется направлять на поверхность шва;
- В некоторых случая допускается использовать плавящиеся электроды.
Более детально технология ТИГ сваривания изображена на рисунке:
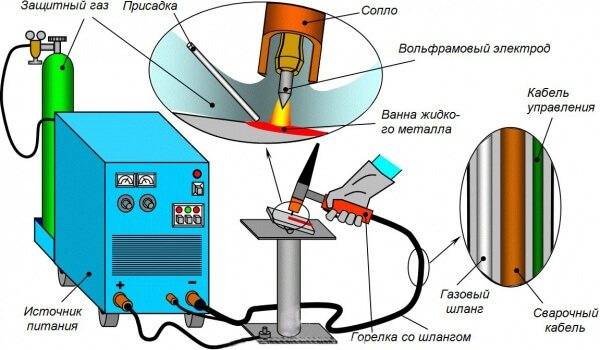
Дуговая сварка меди позволяет выполнить высококачественное соединение при правильном соблюдении технологии.
Ход работ
Стыковку отрезков труб с помощью фитингов выполняют в следующей последовательности:
- отрезать секции труб необходимого размера;
- если водопровод собирается из медных труб с ПВХ — изоляцией, то на концах изделий этот слой следует снять;
- линию среза зачистить с помощью напильника от заусениц;
- снять фаску;
- надеть на подготовленную деталь поочерёдно накидную гайку и обжимное кольцо;
- состыковать фитинг с гайкой и затянуть резьбу сначала рукой, а затем с помощью ключа;
- в местах, где выполняется установка переходного фитинга с медной трубы на стальную, герметичность стыков обеспечивают применением ФУМ — ленты.
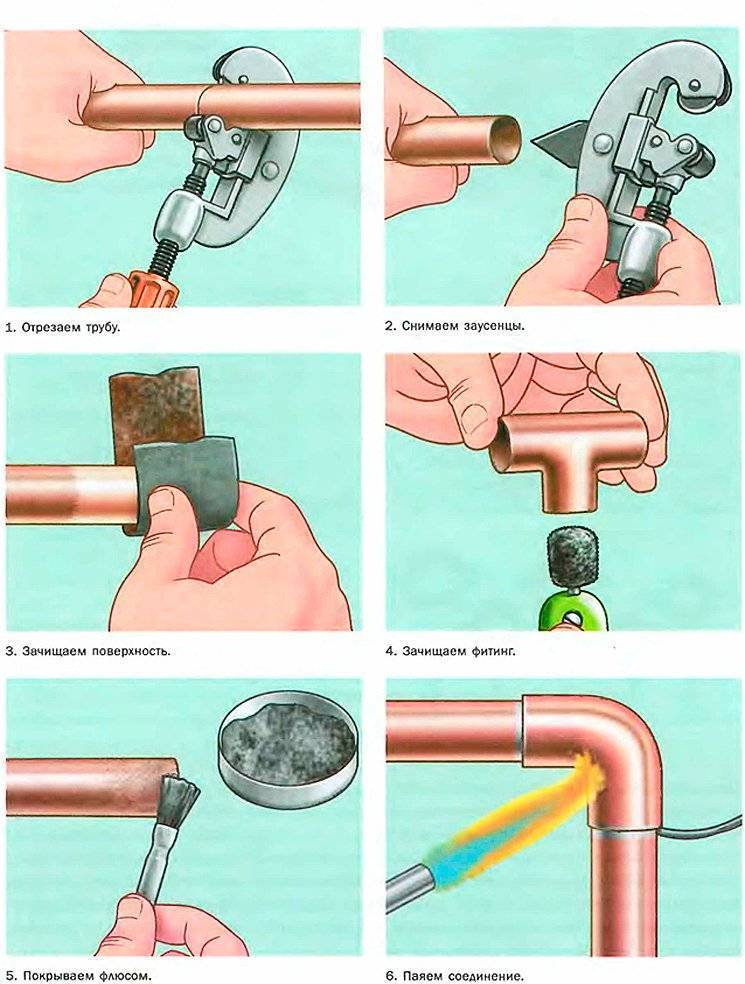
При соединении труб пайкой своими руками нужно соблюдать меры предосторожности, описанные выше, и обладать определёнными навыками. Процесс подготовки и сама пайка включает в себя следующие действия:
- резка необходимых отрезков труб с помощью трубореза или ножовки по металлу;
- удаление на их концах теплоизоляционного слоя (если имеется) и образовавшихся заусениц;
- удаление в зоне пайки оксидной пленки мелкой абразивной шкуркой;
- ошкуривание фитинга;
- промазка флюсом наружной поверхности деталей;
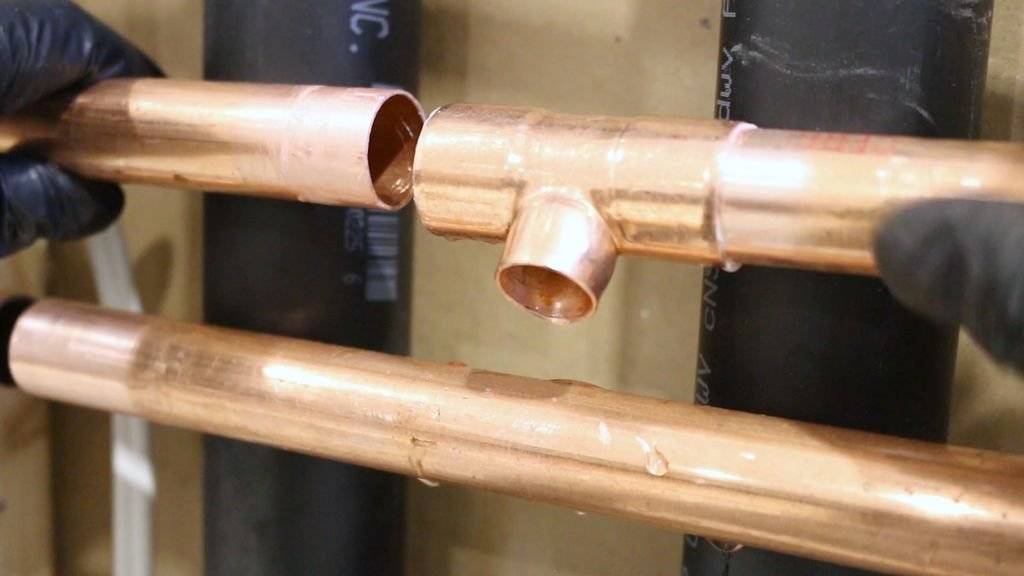
- вставка конца трубы в фитинг таким образом, чтобы между деталями оставался зазор не более 0,4 мм;
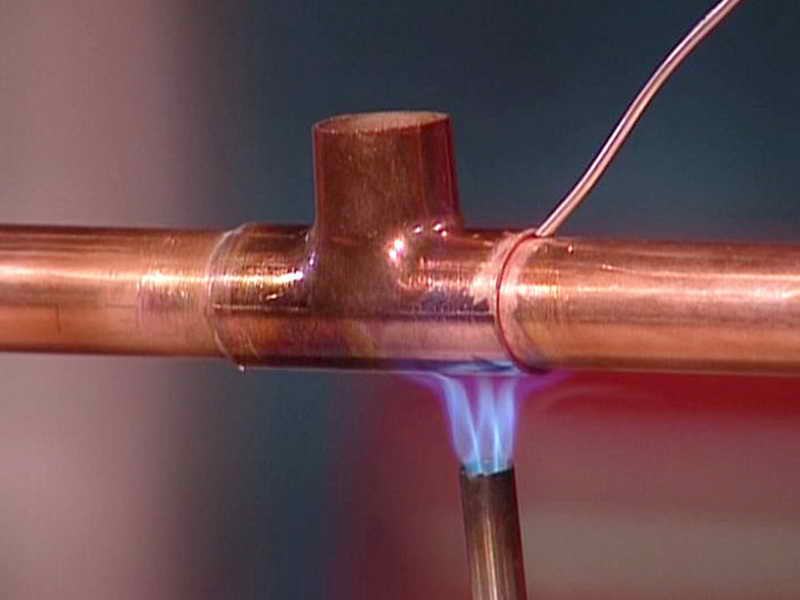
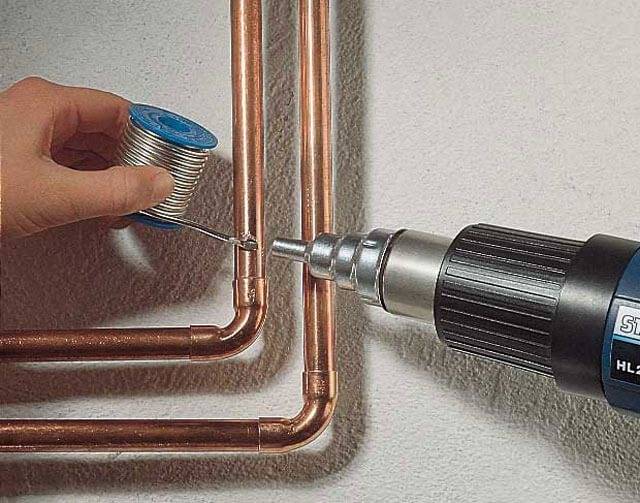
- прогрев зоны контакта элементов газовой горелки(на фото ниже);
- вставка припоя в зазор между фитингом и концом медной трубы;
- пайка шва;
- промывка системы от частичек флюса.
Процесс пайки медного трубного проката можно посмотреть на видео:
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.






Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.
Монтаж медных труб отопления
При сборке трубопровода используются два вида соединений: при помощи фитингов и сварки. Через разборные или прессовые фитинги стыкуются трубы с отопительными приборами. Возможна установка и для соединения/разветвления труб, но чаще используется для этих целей сварка. При использовании отожженных труб в нужных местах их можно гнуть, уменьшая количество соединений. Для изгиба используют специальное приспособление – трубогиб, которое позволяет получить разные углы не уменьшая просвета трубы и не ухудшая проходимость системы. Гнуть медные трубы руками практически невозможно: хоть материал и пластичен, но изогнуть его вручную без уменьшения просвета не получается. Так что такой метод лучше не использовать.
 Чтобы согнуть медную трубу используют специальное оборудование — руками это делать нельзя, так как уменьшается просвет трубы и ухудшается циркуляция
Чтобы согнуть медную трубу используют специальное оборудование — руками это делать нельзя, так как уменьшается просвет трубы и ухудшается циркуляция
Для установки обжимных фитингов не требуется никакого специального оборудования: труба вставляется в соответствующий паз до упора, а затем при помощи гайки закручивается, прижимая материал трубы к корпусу фитинга. Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать.
Установка прессовых фитингов происходит при помощи специальных пресс-машин. Они стоят недешево (и аренда в том числе). Зато соединение получается герметичным и надежным, но неразъемным.
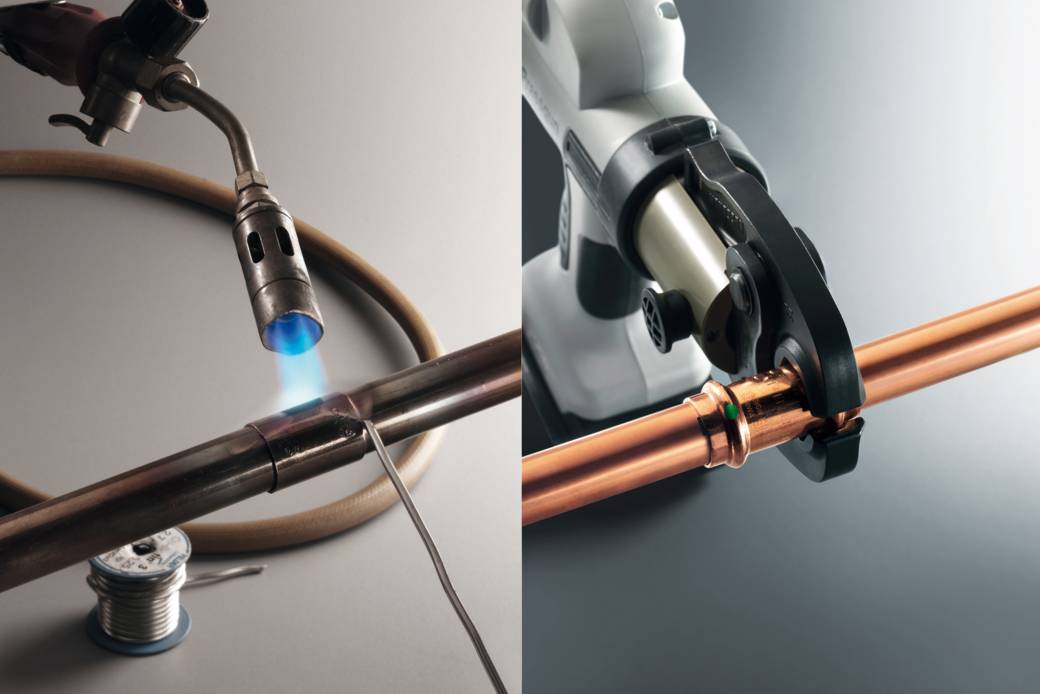
Более универсальным и надежным считается капиллярная пайка. Таким способом можно соединять участки труб одинакового диаметра напрямую: один из свариваемых концов развальцовывают – незначительно увеличивают диаметр, чтобы трубы можно было вставить одну в другую. Для этого используют специальное устройство. Место соединения зачищают при помощи металлической щетки или специальных губок (есть в продаже). Заем соединяемые поверхности обрабатывают флюсом – специальным составом, который улучшает «сцепление» металла с припоем. Обработанные трубы вставляют одна в другую. Просвет между ними при этом должен быть минимальным – доли миллиметра. Затем соединение разогревают при помощи сварной горелки. Когда материал нагреется до температуры плавления припоя, его вносят в пламя и расплавленным составом заливают имеющиеся щели. После того как шов заполнен, его остужают. Можно просто оставить его на воздухе, до остывания, а можно опустить в воду. В принципе, процесс не очень сложный, но требуется опыт, сноровка и тщательность исполнения: и развальцовка и сам процесс заполнения требуют точности и аккуратности. По такой де схеме паяются соединения со специальными медными фитингами под пайку.
Хорошо продемонстрирован процесс пайки медной трубы и такого же фитинга на этом видео, но тут предусматривается использование в водопроводной системе, а потому в качестве припоя использовано олово. Для отопления используют другие составы, имеющие температуру плавления не меньше 115оС. В остальном процесс такой же.
https://youtube.com/watch?v=N9QwpYEQpUw
Монтаж медных труб отопления
Во время проведения работ придется резать и сгибать изделия, собирать узлы и соединения, паять или сваривать, обжимать фитинги. В дополнение к основным операциям нужно уметь калибровать и обрабатывать концы, удалять грат и заусенцы, наносить флюс, а затем очищать поверхность от его остатков и прочее. При монтаже не обойтись без следующих инструментов:
- трубореза;
- ручного калибратора;
- газовой горелки;
- набора гаечных ключей;
- напильников;
- флюса;
- припоя;
- уплотнительной ленты.
Сначала производится отбраковка труб с повреждениями, изломами, пережатиями. Их применение приведет к нарушению работы отопительной системы и снижению ее надежности. Заготовки нарезаются на труборезе или ножовкой с новым полотном. Крепление к стенам осуществляется с помощью кронштейнов, пластиковых и металлических хомутов с прокладками из резины.
Особенности выполнения операций
При подготовке необходимо следить за перпендикулярностью линии среза к оси трубы. Отклонение не должно превышать:
| Наружный диаметр, мм | Величина скоса, мм |
| 6-18 | 2 |
| 22-42 | 3 |
| 54-76 | 4 |
| 88-108 | 5 |
Используя дисковый труборез, нельзя прилагать большие усилия, лучше повысить скорость вращения. При разрезании отожженных изделий их концы могут деформироваться, что приведет к неравномерности монтажного зазора и невозможности пайки. Поэтому необходимо концы откалибровать, начиная изнутри, потом – снаружи. Во время спаивания припой может затечь в трубу, образуя там наросты (грат). Если их не убрать, увеличится гидравлическое сопротивление всей системы.
Высокая пластичность медных изделий позволяет соединять их раструбами без фитингов. Однако применение этого способа допускается для заготовок одинакового диаметра в отопительных системах с температурой теплоносителя не более 110 ⁰C. Для создания раструбов необходимо специальное оборудование.
Допустимый радиус изгиба заготовок с сечением до 15 мм не должен быть меньше 3,5 диаметра, а у более толстых – 4. При ручном сгибании радиус ограничивается 8 величинами, иначе возможно сплющивание стенок. Жесткие трубы рекомендуется предварительно нагревать.
Разъемные соединения
Для создания разборных стыков используются обжимные фитинги. Эти соединения не отличаются высокой надежностью и требуют периодического подтягивания. У труб с пластиковым покрытием концы очищаются от изоляционного слоя, а с торцов удаляются заусеницы.
Сначала надеваются накидные гайки, потом обжимные кольца. Затем производится затяжка. По мере закручивания гаек кольца начнут прижиматься к трубе, герметизируя стык. Главное – не переусердствовать, чтобы не нарушить форму концов, из-за чего возможно появление утечек. Герметизация переходных фитингов при соединении с устройствами из других металлов осуществляется лентой ФУМ. Поток воды при этом должен быть направлен к меди.
Паяные соединения
Способ основан на использовании капиллярного эффекта, под действием которого припой способен заполнять зазоры. Соединение производится фитингами с внутренним диаметром больше наружного размера трубы на 0,1-0,15 мм. Пайка бывает высоко- или низкотемпературной. Первая, как и сварка, применяется для стыковки толстостенных труб диаметром более 110 мм.










Низкотемпературная пайка осуществляется по следующему алгоритму:
- Концы труб очищаются от полимерного покрытия (если оно есть) и заусениц.
- Производится обработка места пайки и внутренних стенок фитинга мелкой наждачной бумагой.
- После очистки от пыли на поверхность наносится флюс.
- Концы труб вставляются в фитинг.
- Соединение нагревается горелкой или паяльной лампой.
После достижения необходимой температуры припой, положенный на поверхность, за счет капиллярного эффекта начнет плавиться и затекать в зазор между трубой и фитингом. Во время пайки и остывания конструкция жестко фиксируется. Чтобы прочность меди не снизилась, нельзя использовать принудительное охлаждение.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль
Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа
На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.









Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Особенности медных труб
Важными достоинствами коммуникационных сетей из меди являются высокая прочность, коррозионная стойкость, гибкость и пластичность, долговечность эксплуатации. Важная особенность меди – способность устранять некоторые бактерии, что предотвращает их размножение и оседание на внутренней поверхности трубы.
При монтаже трубопровода своими руками необходимо учитывать такие факторы выбора медных труб:
- назначение трубопровода;
- температура веществ, которые будут транспортироваться;
- давление в системе водоснабжения или отопления;
- размер труб;
- наличие изоляционного слоя.
Недостаток медных труб – низкая совместимость с изделиями, выполненными из других материалов.
Медные трубы — лучший вариант для водопровода
Наиболее важной характеристикой, которая определяет технические параметры трубопровода и выбор необходимых фитингов, является диаметр медной трубы. В строительстве бытовых систем самыми распространенными являются такие размеры:
| Диаметр трубы, мм | Толщина стенки, мм |
| 10-28 | 1 |
| 35-54 | 1,5 |
Более громоздкие системы предполагают монтаж медных труб больших размеров.
Сборка трубопровода при помощи фитингов
Соединение медных труб при помощи фитингов производится исключительно в местах, доступных для проведения контроля. Это правило обуславливается тем, что соединение получается не полностью герметичным и с течением времени могут образовываться протечки.
Преимуществом резьбового соединения является то, что в случае необходимости можно произвести ремонт без дополнительных усилий, так как полученное соединение получается разъемным.
Инструменты и материалы
Для сборки трубопровода потребуются следующие материалы и инструмент:
- медные трубы подходящего диаметра;
- соединительные обжимные или пресс-фитинги;

Специальные устройства для сборки трубопровода
Виды и количество фитингов подбирается в соответствии со схемой трубопровода.
- труборез или ножовка по металлу;
- трубогиб для медных труб. Устройство используется для организации трубопровода с меньшим количеством соединений, что повышает прочность системы;
- напильник для обработки труб после резки (перед соединением). Дополнительно можно использовать мелкую наждачную бумагу;
- ФУМ-лента для герметизации резьбы. Кроме ФУМ-ленты можно также использовать льняную нить, нить Тангит Унилок или любой иной герметизирующий материал;
- гаечный ключ.
Инструкция по сборке
Сборка медного трубопровода своими руками при помощи фитингов производится следующим способом:
- нарезка труб для трубопровода. Длина каждой трубы должна полностью соответствовать составленной в процессе разработки системы схеме;
- удаление изоляционного слоя. Если для обустраиваемой системы трубопровода какого-либо назначения используются трубы с изоляцией, то для прочного соединения утепляющий слой удаляется. Для этого ножом прорезается нужный участок и производится зачистка трубы;
- обрезанный край обрабатывается напильником, наждачной бумагой до получения ровной поверхности. Если на конце трубы останутся заусенцы, выбоины или иные неровности, то соединение получится менее герметичным;

Зачистка трубы перед соединением с фитингом
- при необходимости производится гибка труб;
- на подготовленную трубу надевается накидная гайка и обжимное кольцо;

Установка элементов фитинга для соединения
- труба соединяется с фитингом. Первоначально затяжка производится руками, а затем гаечным ключом. В процессе затяжки обжимное кольцо полностью герметизирует соединение, что исключает необходимость применения дополнительных герметиков. Однако при соединении медной трубы с трубой или фитингом, изготовленным из иного материала, требуется дополнительная герметизация ФУМ-лентой.

Фиксация фитинга
Важно не перетянуть резьбу, так как мягкая медь легко деформируется
Виды изделий
При устройстве водопроводной системы из труб ПНД 32 мм понадобятся соединительные элементы различного назначения и конфигурации. Любой трубопровод никогда не состоит из одного прямого участка.






В нем есть повороты, разветвления, отводы, заглушенные концы.
Фитинги латунные для труб ПНД 32 мм (а также для линий другого диаметра), используются следующих видов:
- отводы – эти элементы предназначены для изменения направления прохождения трубопровода на угол от 45 до 120º;
- тройники – позволяют создать отдельную ветку на основной магистрали под углом в 90 градусов;
- крестовина – соединяет четыре отрезка по двум взаимно перпендикулярным направлениям;
- муфта – соединяет два отрезка трубы одинакового диаметра, которые проложены по одной прямой;
- переходная муфта – позволяет надежно соединить две участка с разными диаметрами, лежащими на одной прямой;

Латунные фитинги разных видов (тройники, отводы, прямые)
- заглушки (колпаки, пробки) – позволяют герметически закупорить свободный конец трубы;
- штуцер – соединительный элемент для подключения к основному трубопроводу (источнику воды) или емкости, в которой она находится;
- ниппель – специализированная трубка с наружной резьбой на обоих концах, которая позволяет сделать соединение с трубой или штуцером.
Система, состоящая из труб ПНД 32 мм, может быть смонтирована при помощи полиэтиленовых фитингов. И многие строители так и делают, аргументируя такие действие низкой себестоимостью материалов. Но для ПНД труб 32 мм, предпочтительнее использовать соединители, которые сделаны из латуни.
Одной из причин, почему стоит заплатить несколько дороже, являются прочностные характеристики материалов и возможность многократного использования.
Латунные фитинги могут обеспечить герметическое соединение ПНД трубы, диаметром 32 мм и толщиной стенок 2,4 мм, с гарантированным отсутствием протечек.
Это обусловлено тем, что обжимное кольцо (оно также сделано из латуни) имеет на внутренней поверхности подобие резьбы, которая при закручивании гайки вдавливается в структуру полиэтилена. Таким образом, когда при внешнем физическом воздействии происходит растяжение (деформация) трубы, соединение не будет нарушено.
Этапы монтажа
Прежде чем приступить к процессу сборки трубопровода необходимо сделать следующее:
- Нарезать трубы ПНД 32 отрезками в соответствии с требуемой длиной по отдельным участкам.
- Заготовить латунные фитинги необходимого типа (конфигурации) для соединения отдельных отрезков.
- Проверить соответствие общему плану, разложив отдельные элементы трубопровода в необходимой последовательности, на месте его прохождения.
Убедившись, что все на своих местах, можно приступать к сборке. Принцип соединения труб латунным фитингом одинаков для всех его конфигураций:

Пошаговый монтаж латунных фитингов на ПНД трубу
- необходимо зачистить концы труб, после того как они были разрезаны труборезом или ножовкой для металла;
- нанести метку, которая показывает, что труба вошла в фитинг до упора;
- смазать конец трубы для более легкого вхождения в фитинг;
- отвинтить накидную гайку фитинга на 3-4 оборота;
- вставить трубу (в соответствии с меткой);
- затянуть гайку.

Последовательность применения деталей при монтаже латунного фитинга
Для того чтобы быть уверенным в будущей герметичности соединения при монтаже каждого отдельного элемента трубопровода специалисты рекомендуют отвинчивать накидную гайку полностью. Это связано с тем что, проведя практически полную разборку соединяющего узла, можно будет убедиться в двух важных обстоятельствах:
- все внутренние детали фитинга на своих местах и находятся в рабочем состоянии (особого внимания требует резиновое кольцо);
- при последующей окончательной сборке, есть возможность визуально проконтролировать правильность положения всех колец (обжимного, внутреннего, резинового).