

Монтаж медных труб с трубами из других материалов
Есть несколько важных моментов, связанных с возможностями монтажа медных труб с трубами из других материалов:
- Соединения меди и латуни, меди и пластика и меди и стали неопасны и не вызывают коррозии материалов.
- Установка оцинкованной стали и меди может отрицательно сказаться на состоянии трубы из оцинкованной стали: химические процессы между медью и цинком приводят к разрушению цинка.
Поэтому если есть необходимость соединения оцинкованной и медной труб, то оно возможно только через латунный фитинг и только в одном направлении: по течению воды от оцинкованной трубы в медную.
 Коррозия оцинкованной трубы при неправильной пайке с медной
Коррозия оцинкованной трубы при неправильной пайке с медной
Для бытового водопровода в России это возможный выход: почти всегда центральный водопровод использует сталь или оцинкованную сталь, поэтому медную сантехнику в квартире можно приобретать без сомнений. Медные трубы соединяются со стальными или пластиковыми только при помощи отжимных фитингов из латуни. Основной крепеж системы осуществляется через зажимную гайку и зажимное кольцо фитинга: они закручиваются на стандартное число оборотов, прописанное в технической документации фитинга, и обязательно регулярно проверяются в период эксплуатации на наличие ослаблений и возможных протечек.
Пайка медных труб
Для пайки элементов медного трубопровода потребуется следующее оборудование:
- паяльник;
- приспособление для резки труб;
- фаскосниматель;
- специальный расширитель для труб;
- обычный молоток;
- измерительная рулетка.

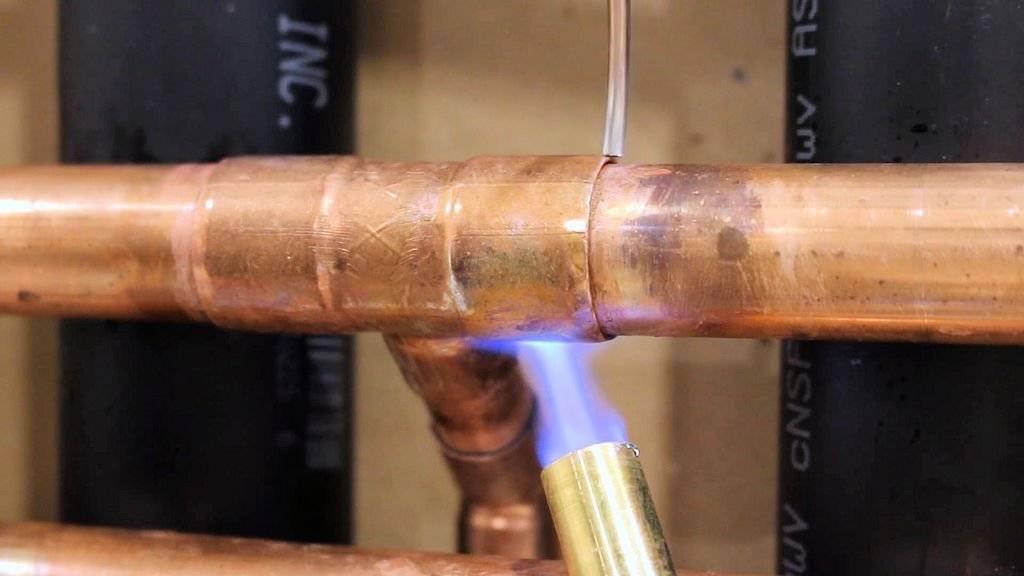
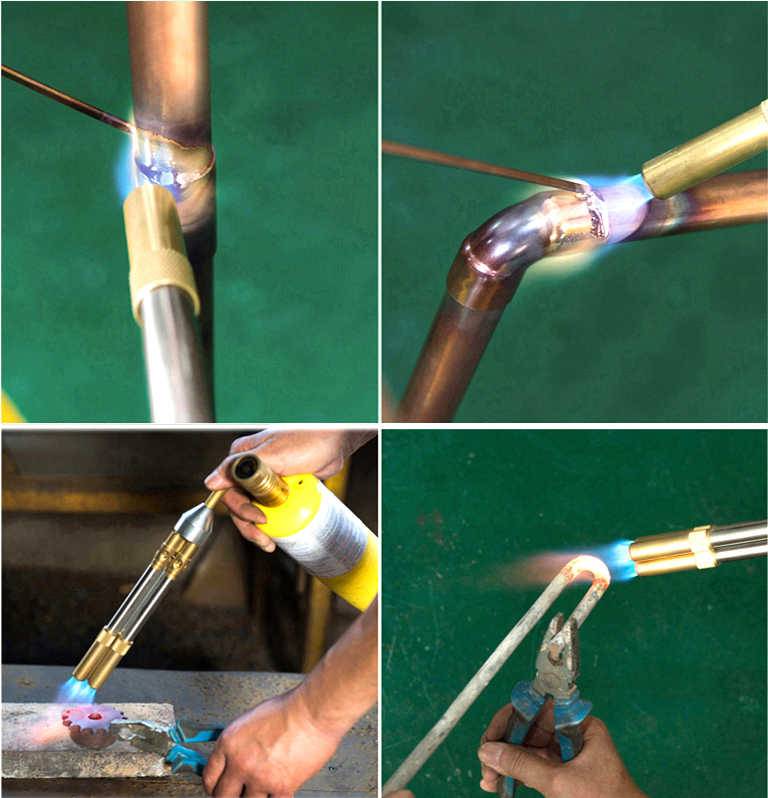
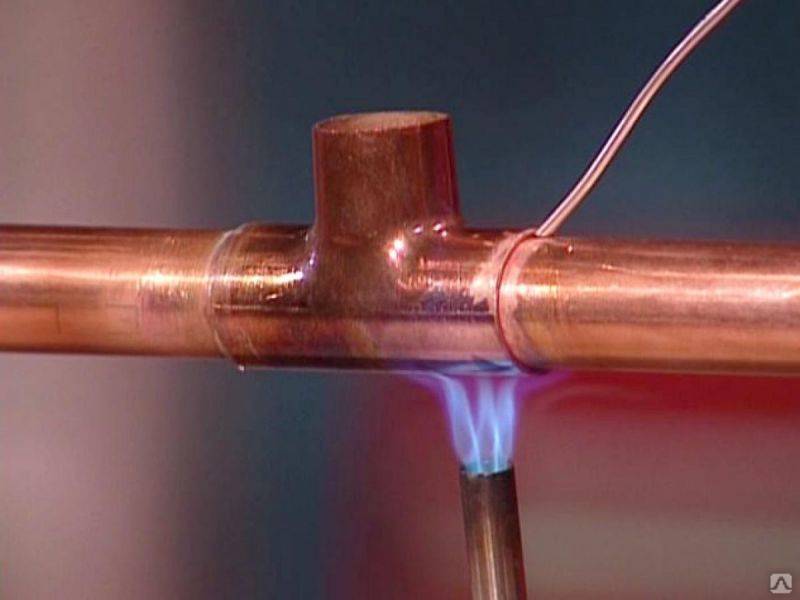
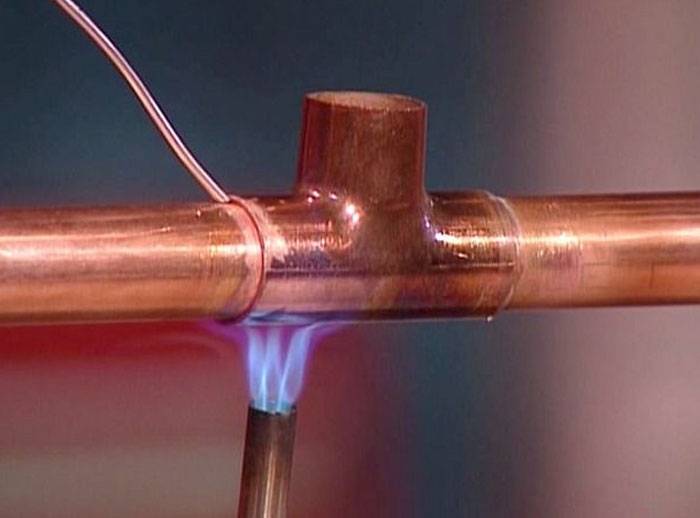
Перед нанесением припоя место соединения нагревают газовой горелкой
Если все необходимые инструменты присутствуют, можно приступать к процессу пайки медного трубопровода. Работа включает в себя следующие этапы:
- При помощи специального трубореза проводится разделение труб на необходимые отрезки.
- Далее, с помощью металлической щётки или любого другого подручного приспособления, проводится зачистка зоны, которая будет подлежать пайке.
- Затем необходимо произвести расширение концов труб. Это выполняется с помощью расширителя. Впоследствии эти расширенные концы будут надвигаться на другие трубы.
- На края труб, которые будут стыковаться, необходимо нанести флюс.
- Конец одной трубы нужно вставить в расширенное окончание другой.
- Тряпкой или губкой устраняются излишки флюса.
- На этом этапе необходимо произвести подогрев соединения.
- К будущему соединению необходимо поднести припой. Припой, как правило, растекается без подогрева с помощью горелки, так как температуры ранее прогретой меди вполне достаточно. Заканчивают работу после того, как припой заполнит все пустоты в области шва.
- В конце необходимо протереть стык влажной тряпкой, чтобы удалить остатки припоя и флюса.
Пайка медных труб — достаточно простой процесс, но он требует соблюдения определенных правил. Важным моментов является выбор флюса и припоя, от качества этих материалов зависит надежность соединения.
Технология
В процессе достигается герметизация поверхности между трубой и муфтой через припой (термопластическое вещество). Припой становится более жидким при высоких температурах и заполняет пространство между муфтой и трубой, тем самым связывая их.
Для таких работ мастера используют переносной пост для сварки. В его состав входят газовые баллоны, редукторы, соединительные рукава, горелка и резак. Сварочные посты нужны для работ, связанных с резкой, пайкой, металлоконструкцией. Обычно он необходим при высокотемпературной пайке, потому что высокотемпературная пайка требует специального оборудования, в том числе переносной пост. Однако если есть желание самим научиться паяльному делу и самостоятельно заниматься ремонтными работами, то такой пост нужно приобрести.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.
Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера
Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.
Еще один необходимый инструмент – труборасширитель. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.









Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
Фото — пошаговая инструкция
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга; Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания; Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
Паять труб нужно не более 20 секунд, т. к. максимальная температура горелки – свыше 1000 градусов. Будьте внимательны, в некоторых условиях требуется низкотемпературная сварка, поэтому желательно знать, какой у Вас тип труб; После осуществляется сборка канализации









Очень важно сразу не включать воду в магистрали, иначе соединение не успеет остыть и покроется трещинами – это негативно повлияет на герметичность соединения. Среднее время остывания меди от 30 минут до двух часов
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.
Виды медных труб и их использование
Наиболее часто встречаются в продаже два типа медных труб – не отожжённые и отожжённые. При формовке на производстве происходит потеря эластичности, которая необходима в некоторых производствах, домашних конструкциях. Эластичность возвращается материалам путем обжига при температурах до 700 °. Трубы из меди отожженного типа более дорогие, но эластичнее и позволяют выдерживать высокие перепады температур. Однако существует определенный недостаток – потеря прочности изделия, которая теряется в процессе нагрева до температур, близких к плавлению.
Неотожженные трубы не гнутся, но намного прочнее. При соединении медных стыков используются фитинги, процесс соединения происходит методом пайки. Различная толщина стенок позволяет выбрать изделие по параметрам прочности и теплоотдачи. Отожжённые материалы реализуются бутами от 25 до 50 метров соответственно, как правило, такие медные трубы поставляются меньшим диаметром. Негнущиеся материалы продаются прогонами различной длины.
Флюс
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
Флюс выпускается:
в жидком виде;

Составы для пайки в жидком виде
в виде пасты.
Состав для пайки в виде пасты
Приоритетней и удобней использовать флюс, изготовленный в виде пасты, так как более твердый состав способствует равномерному нанесению и не растекается по поверхности трубы.
Флюс позволяет:
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.
Элементы для соединений труб из меди
Медные фитинги, при помощи которых выполняют соединение медных труб, представлены на современном рынке в большом разнообразии размеров и их конструктивного исполнения. Наиболее известными типами таких соединительных элементов являются:
- резьбовые фитинги для медных труб;
- самофиксирующиеся соединительные элементы;
- фитинги компрессионного или обжимного типа;
- так называемые, пресс-фитинги;
- соединительные фитинги капиллярного типа.
Из всех перечисленных типов соединительных элементов в наше время реже всего применяются пресс-фитинги для медных труб, что объясняется следующими причинами: для их монтажа необходимо использование сложного и дорогостоящего оборудования: специальных прессов. Конструкция пресс-фитингов изначально разрабатывалась для того, чтобы соединять с их помощью пластиковые и металлопластиковые трубы, поэтому их использование для монтажа медных изделий не всегда целесообразно.

Чтобы трубопровод, при обустройстве которого используются медные детали, служил как можно дольше и отличался высокой надежностью, желательно при его монтаже применять элементы из однородных материалов. Выполнять соединение медных труб фитингами, которые изготовлены из другого сырья, следует только в редких исключениях.
Если же избежать использования фитингов из разнородных материалов при монтаже трубопроводов не удается, то выполнять такой процесс нужно, придерживаясь следующих несложных правил:
- медные трубы в коммуникациях, для создания которых используются элементы из разных материалов, всегда устанавливаются после изделий из черных металлов: по ходу движения жидкости;
- медные части трубопроводов нельзя соединять с фитингами из оцинкованной и нелегированной стали, несоблюдение этого требования приведет к тому, что в таких системах будут действовать электрохимические реакции, которые значительно ускорят процесс коррозии стальных деталей;
- медные элементы трубных конструкций допускается соединять с деталями из кислотоупорных сталей, но если есть такая возможность, то лучше заменить подобные детали фитингами, выполненными из поливинилхлорида.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.






Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора.
Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах.
Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов. Именно такую задачу и решает такое приспособление как труборасширитель
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм.
Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки.
Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов.
Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа. При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.

Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
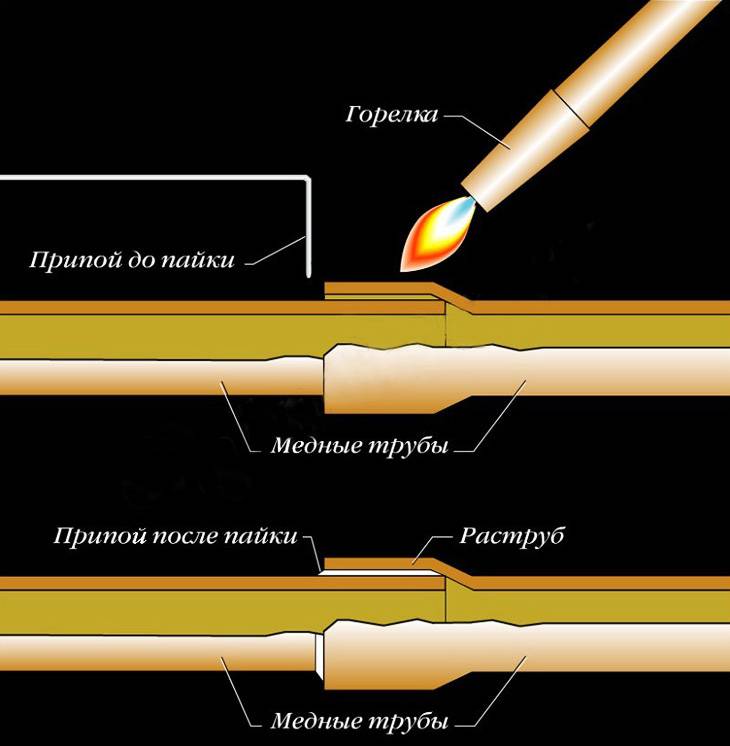
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
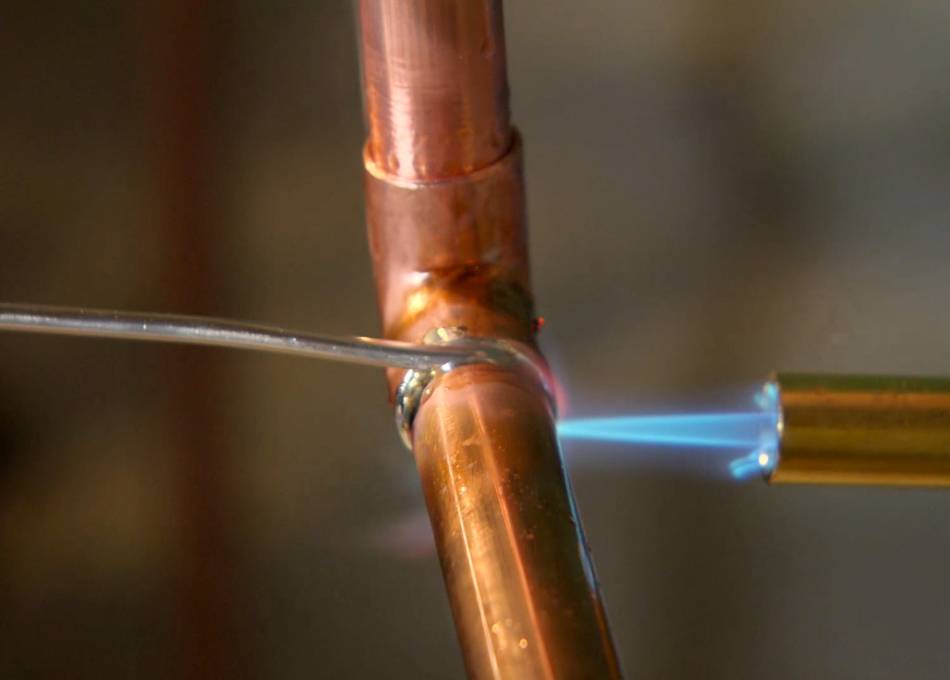
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
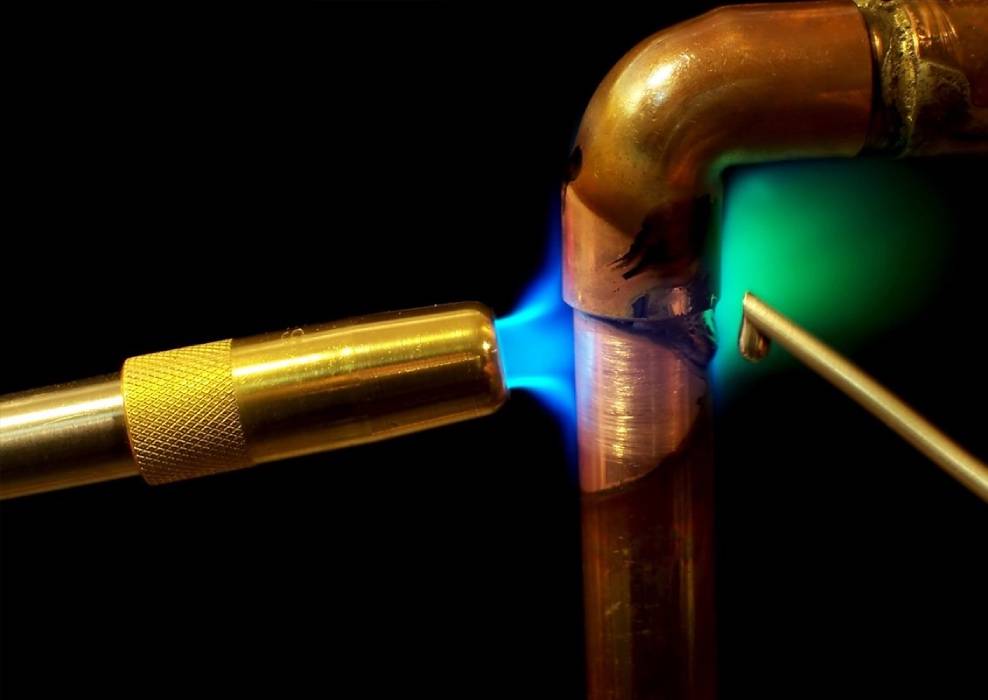
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.








Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Некоррозионная группа
Обычная светлоокрашенная канифоль относится к неактивным флюсам, легко удаляется этиловым спиртом любой степени очистки, техническим ацетоном.

Такой флюс пригоден для пайки меди и сплавов на ее основе. Его применяют при пайке проводов, радиодеталей.
В местах углублений, не очень удобных для нанесения чистого канифольного флюса, можно проводить обработку поверхности раствором канифоли в этиловом спирте.
Если предполагается эксплуатация медных изделий при больших нагрузках, нужно обеспечить соединение с повышенными прочностными характеристиками. Для этих целей пайку проводят со смесью канифоли с глицерином, растворенной в спирте.
Высокотемпературная пайка
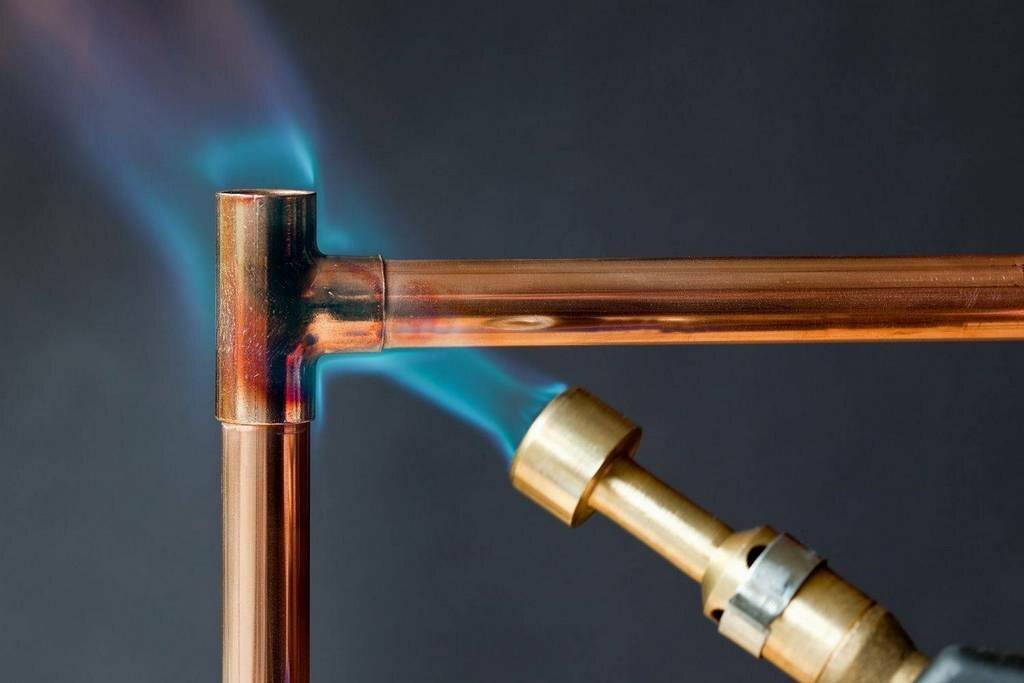
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.










Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.





