Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка
Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра
Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления
Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
ОБЩАЯ ЧАСТЬ
1.1. Настоящие технические рекомендации распространяются на опытное строительство внутренних систем холодного и горячего водоснабжения (температура не более 75 °С) и отопления (температура не более 90 °С) жилых и гражданских зданий в г. Москве из напорных комбинированных полипропиленовых труб: «Фазер» (далее трубы «РР-R80-GF») и «фузиотерм-штаби» (далее трубы «PP-R80-AI») и являются развитием отраслевых норм ВСН 47-96 и ВСН 69-97.
1.2. В соответствии с СНиП 2.04.01-85 (изменение № 2) трубы PP-R80-GF следует применять для всех систем водоснабжения зданий (кроме раздельной сети противопожарного водоснабжения) при условии скрытой прокладки в плинтусах, штробах, шахтах, шахт-пакетах и каналах (кроме подводок к санитарным техническим приборам).






1.3. Допускается открытая прокладка водопроводов из труб PP-R80-GF в производственных и складских помещениях, а также в технических этажах, чердаках и подвалах, в местах, где исключается их механическое повреждение.
1.4. Допускается применение труб PP-R80-GF для опытного монтажа систем хладопроводов, искусственных катков, ледовых дорожек, сооружаемых в закрытых помещениях.
1.5. Трубы PP-R80-AI следует применять с учетом общих требований СНиП 2.04.05-91 (изменение № 2) для систем отопления преимущественно скрытой прокладкой в плинтусах, за экранами, в штробах, шахтах, каналах.
Не допускается прокладывать трубы PP-R80-AI в помещениях по пожарной опасности категории «Г».
1.7. Для систем отопления зданий в г. Москве рекомендуется применять трубы PP-R80-AI, сортамент, типоразмеры и масса которых приведена в табл. 2.
1.8. Основные физико-механические свойства труб PP-R80-GF и PP-R80-AI приведены в табл. 3
1.9. В комплекте с трубами PP-R80-GF и PP-R80-AI и должны поставляться соединительные детали из PP-R80 под контактную сварку враструб, комбинированные соединительные детали с закладными резьбовыми вкладышами из латуни с гальванопокрытием и резьбовые детали из латуни.
Указанные соединительные детали должны быть рассчитаны на номинальное давление 2,5 МПа.
Подготовительные работы
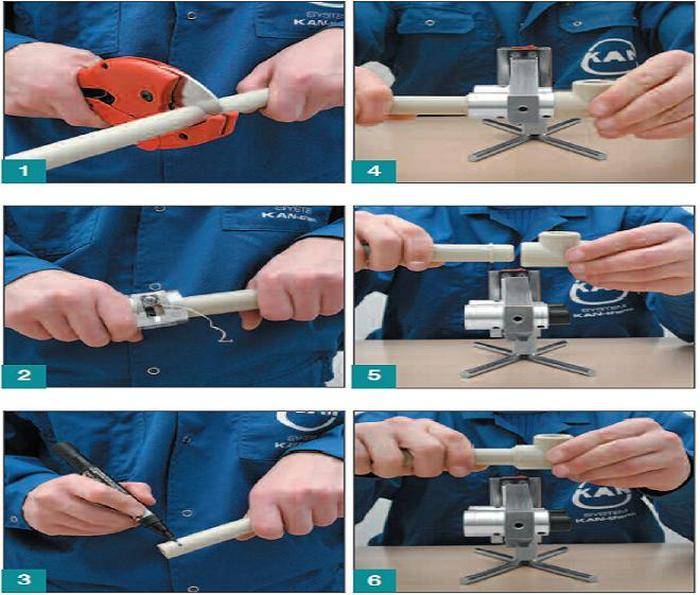
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.

Установка оборудования на платформу Источник static.onlinetrade.ru При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Как выбрать насадки
Подбирая нагревающие насадки, необходимо учитывать диаметр соединяемых труб и другие важные моменты:
- прочность;
- насколько хорошо сохраняется форма после изменения температуры;
- теплопроводность.
Практически ко всем сварочным аппаратам подходят различные насадки. Это очень удобно, когда необходимо смонтировать сложную магистраль.
Каждый надеваемый элемент имеет два конца. На одном нагревается внешняя сторона детали, на другом – ее внутренняя часть. Все насадки имеют тефлоновое напыление, которое защищает поверхность от налипания расплавленного материала. Размеры деталей находятся в диапазоне 2-6 см, что соответствует распространенным диаметрам цилиндрических изделий.
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
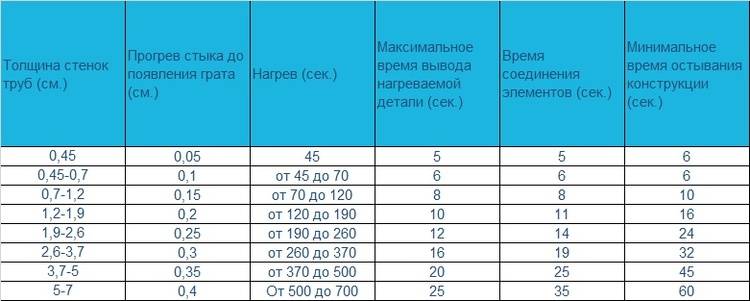
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.







Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
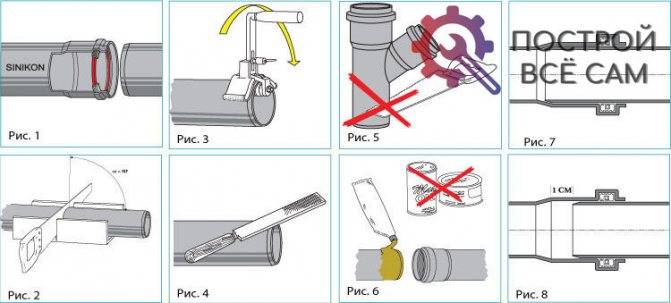
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Инструкция по сварке
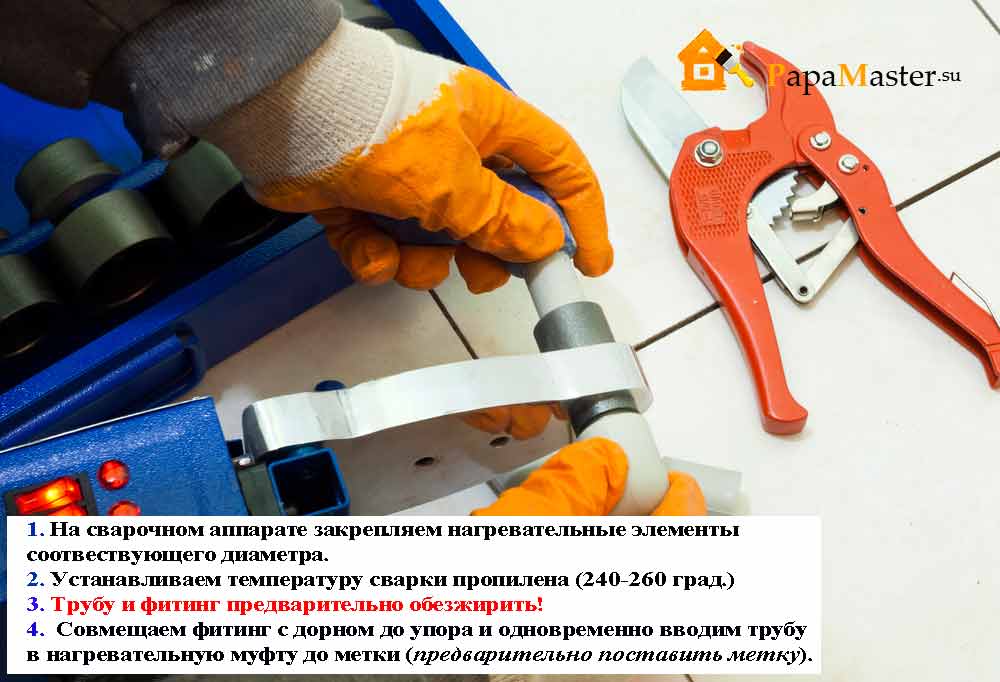
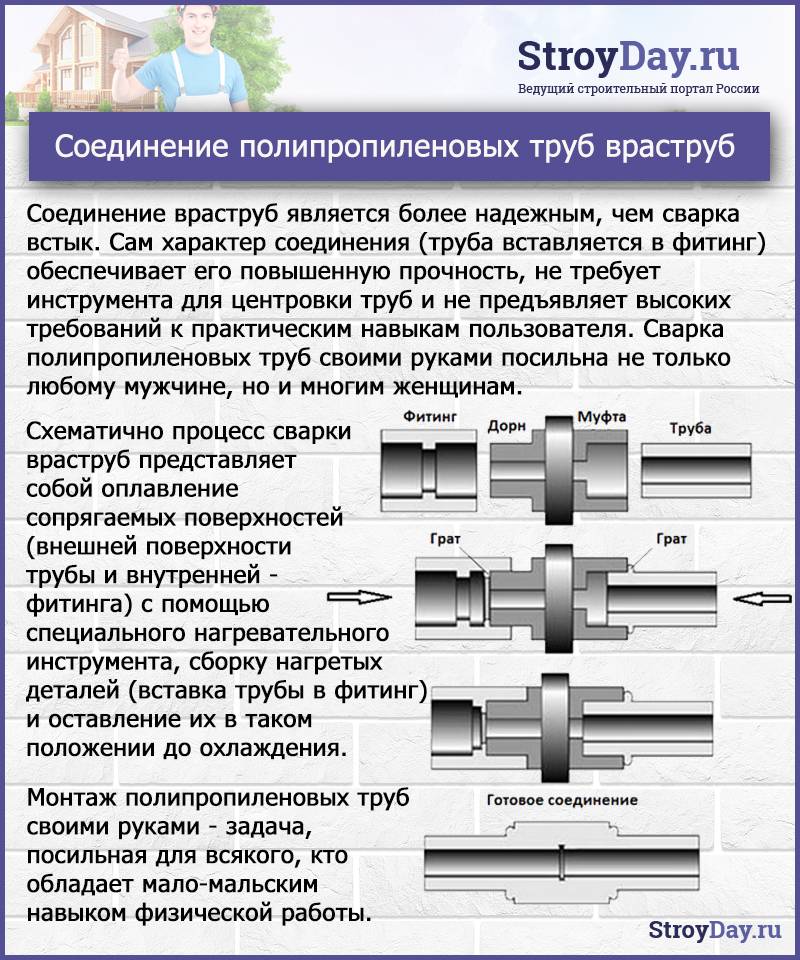
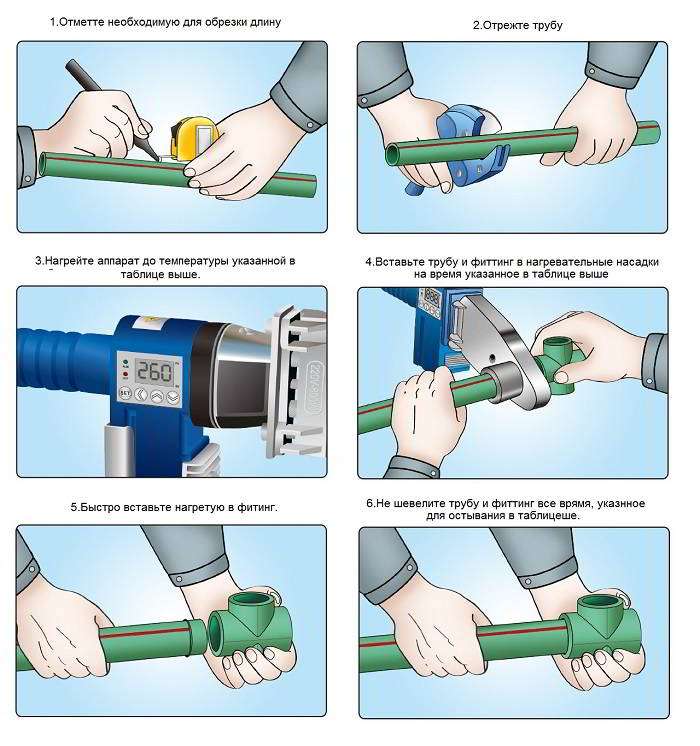
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
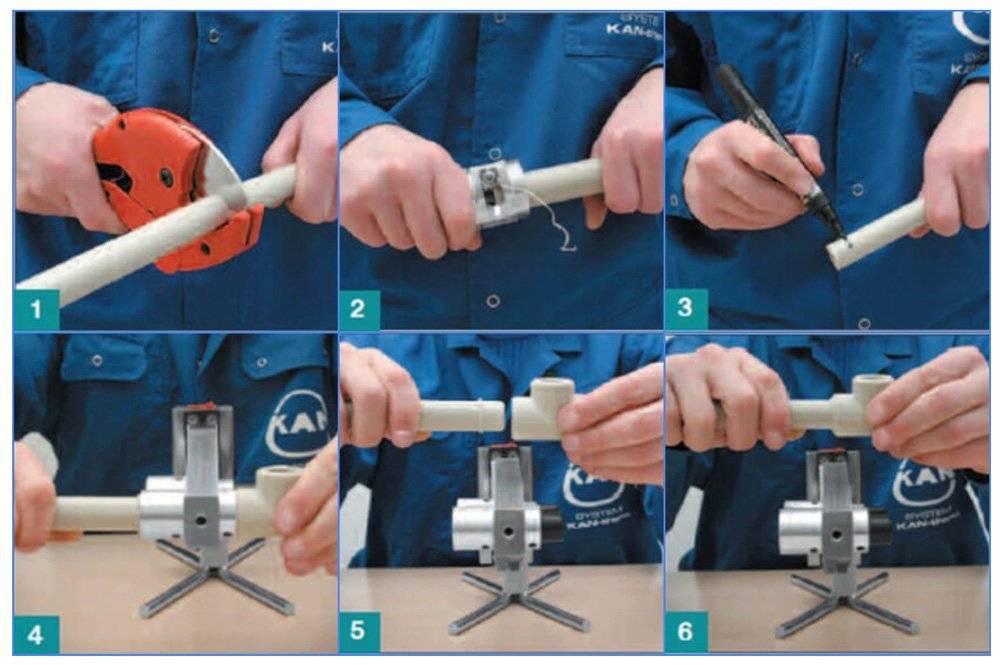
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
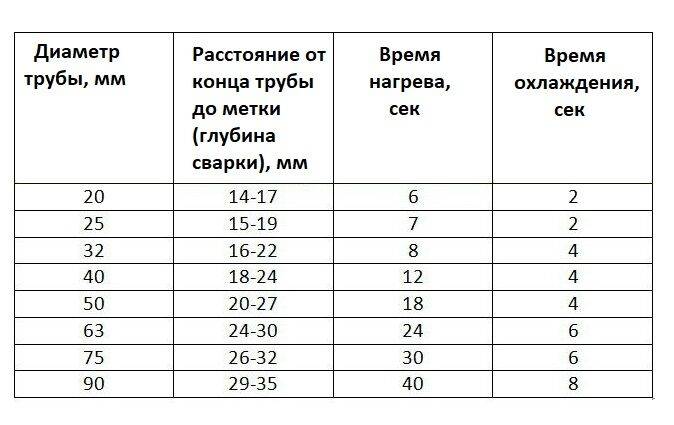
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
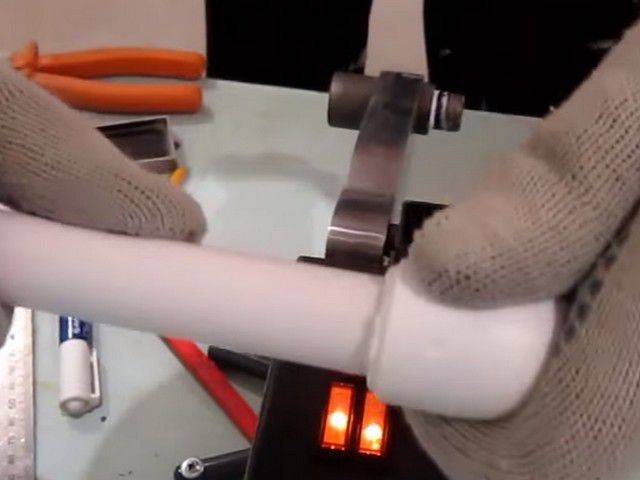
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
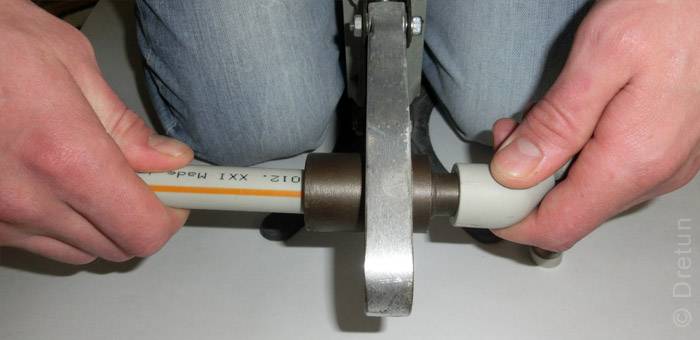
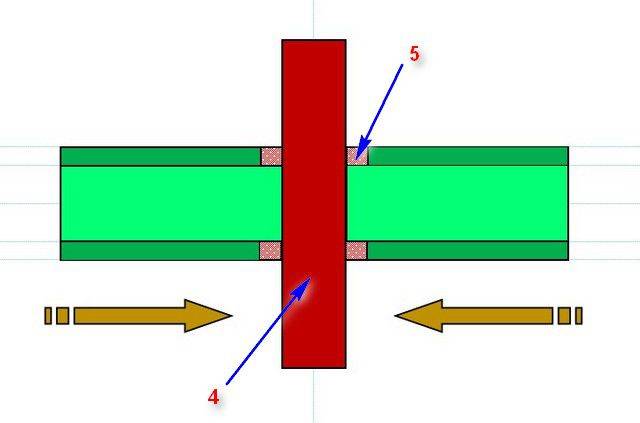
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
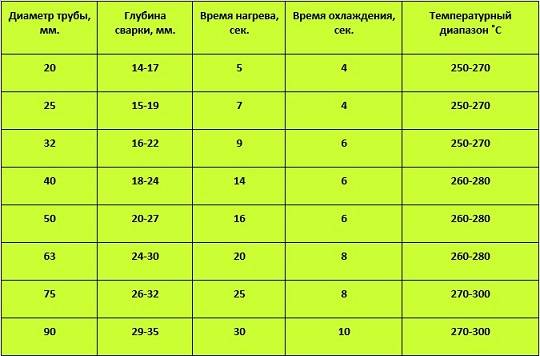
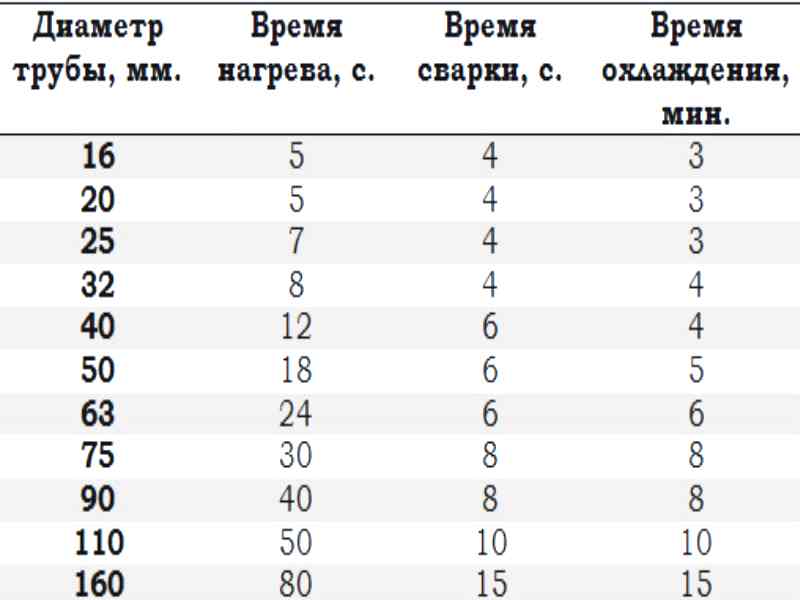
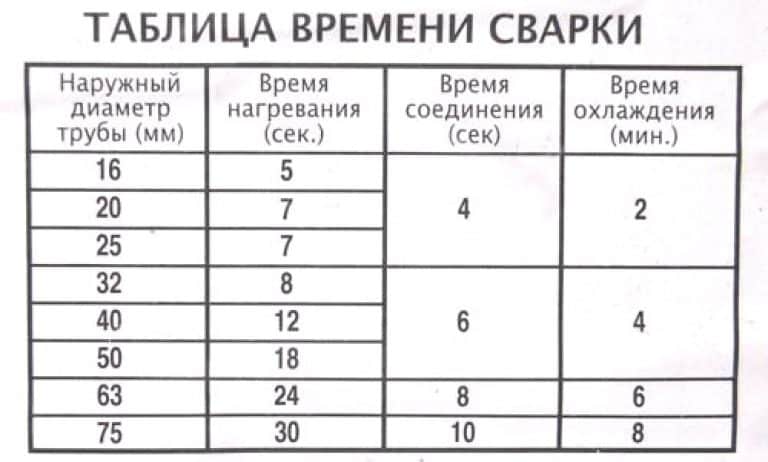
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.


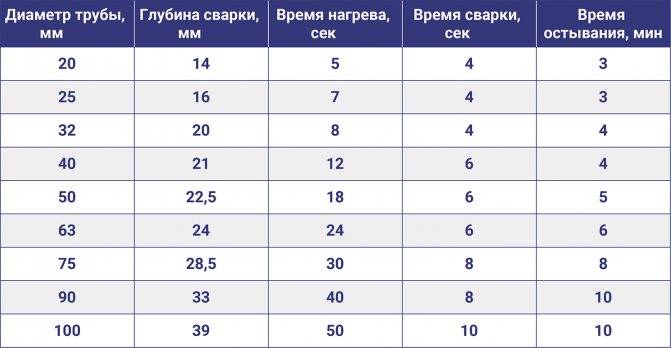
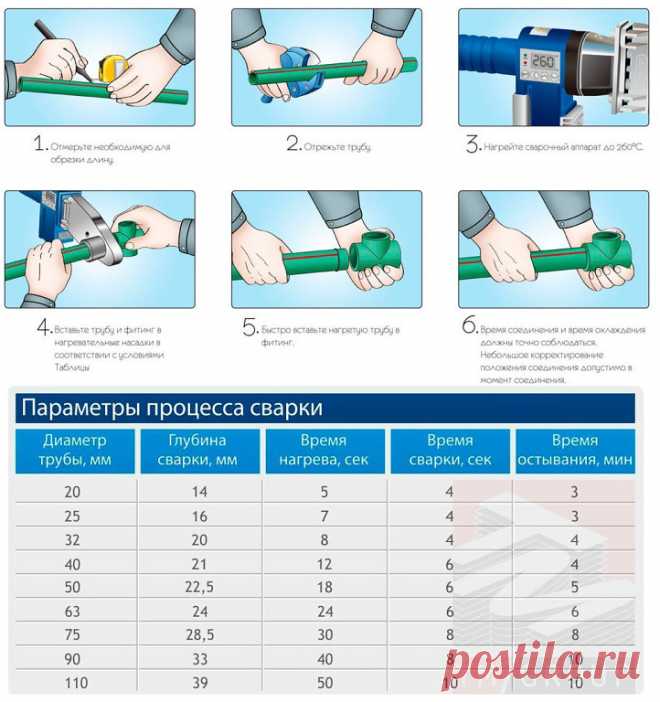




Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.






Важные дополнения
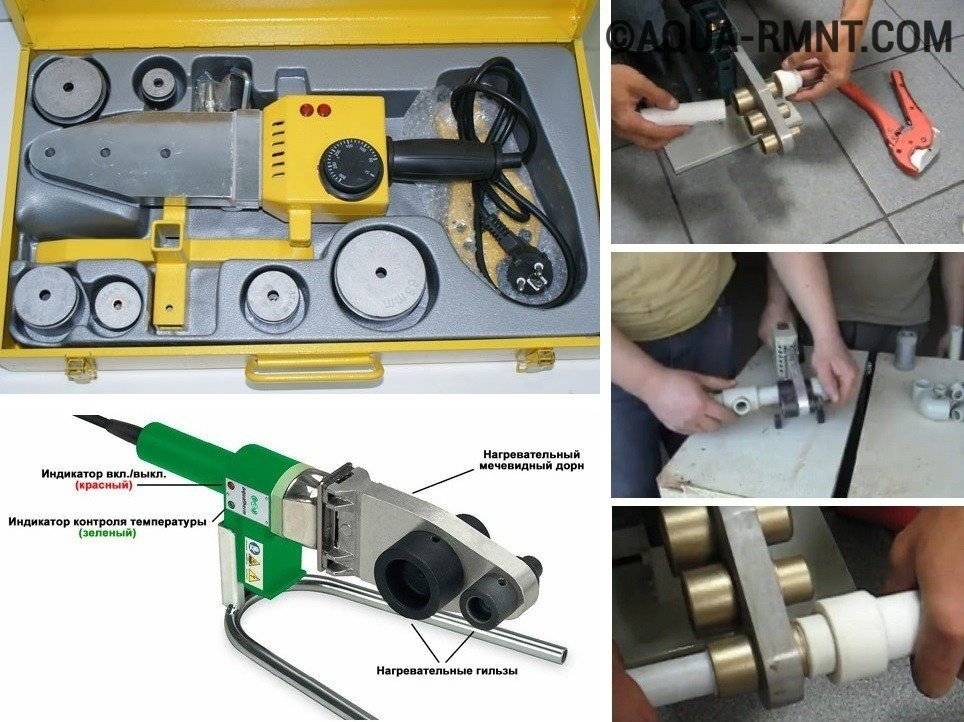
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Полипропиленовые трубы: гост, снип и проверка качества. Правила монтажа полипропиленовых трубопроводов Снип по монтажу полипропиленовых труб отопления

«ГИДРОПЛАСТ» — Ваш надёжный партнёр в области инженерных систем! Обладая многолетним опытом решения задач по комплектации и строительству объектов, предлагаем Вам ознакомиться в нашем каталоге с ценами на трубы из полипропилена и дополнительную продукцию из полипропилена .
Монтаж полипропиленовых труб в России регламентируется положениями ГОСТ Р 52134-2003 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления», СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование», СНИП 3.05.01-85 «Внутренние санитарно-технические системы», СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий» и СП 40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер»». В Евросоюзе требования к монтажу полипропиленовых труб устанавливают ряд технических регламентов – стандартов, подробный перечень которых приведен в этом материале .
Основной целью монтажа полипропиленовых труб вне зависимости от исходного материала (гомополимер полипропилена РР-Н, блоксополимер полипропилена РР-В, рандомсополимер полипропилена PPRC) и его модификаций (Polypropylen-Homopolymer PP-H-s огнестойкий, Polypropylen-Randomcopolymer PP-R-el электропроводный, Polypropylen-Randomcopolymer PP-R-s-el электропроводный и огнестойкий) (см. подробнее ), а также армирования алюминиевой фольгой или стекловолокном является обеспечение эксплуатационных условий, при которых давление и температура транспортируемой жидкости, и температура окружающей среды не вызовут в трубопроводе и его отдельных узлах внутренних напряжений, способных привести к нарушению целостности или остаточных деформаций в трубах, фитингах и соединениях. Первоочередной задачей монтажа полипропиленовых труб остается компенсация линейных температурных изменений в трубопроводе за счет изменения направления трассы и без использования специальных компенсаторов.
В отличие от труб из оцинкованной или нержавеющей стали (см. ) все трубы из термопластов-полимеров (см. этот материал) имеют высокий коэффициент линейного температурного расширения, особенно значительный в системах горячего водоснабжения и отопления.

Для решения этой проблемы трассу трубопровода условно разбивают неподвижными опорами на участки, автономно реагирующие на изменение температуры (или давления) в трубопроводе. Неподвижные опоры (НО) направляют удлинение по оси на скользящие опоры (СО), устанавливаемые в местах изменения направления трассы, которые, по сути, и являются компенсирующими устройствами.
Относительное температурное удлинение участка трубопровода, ограниченного неподвижными опорами для полипропиленовых труб рассчитывают по формуле Δl = 0.15*l*Δt , где:
- Δl – изменение линейного размера участка трубопровода по оси трассы, мм;
- l – длина участка трубопровода, ограниченного неподвижными опорами, м;
- Δt – разность температур трубопровода при эксплуатации и во время монтажа полипропиленовых труб, °С;
- 0.15 – коэффициент линейного температурного расширения труб из полипропилена, мм/м °С.
Важно: Полипропиленовые трубы, армированные алюминиевой фольгой, имеют температурное линейное расширение, на 2/3 меньшее, чем трубы из полипропилена без армирования. Полипропиленовые трубы, армированные стекловолокном, имеют температурное линейное расширение, на 3/5 меньшее, чем трубы из полипропилена без армирования
Линейное температурное расширение труб PN 10,16,20 из рандомсополимера полипропилена и армированных алюминиевой фольгой полипропиленовых труб PP-R для систем горячего водоснабжения и отопления в зависимости от температуры транспортируемой среды можно определить по номограммам (см. ниже).
 Рис.Рис.
Рис.Рис.
Скользящие опоры при монтаже полипропиленовых труб, как правило, выполняют из клипсов, одинарных или двойных, соответствующих диаметром DN номинальному диаметру полипропиленовой трубы.
 Рис.
Рис.
СП 40-101-96 категорически запрещает жесткую фиксацию трубопровода при монтаже полипропиленовых труб путем сжатия трубопровода. Поэтому неподвижные опоры могут быть выполнены на базе скользящих опор с ограничением осевого перемещения двумя муфтами или муфтой и тройником.
 Рис.
Рис.
Наиболее часто при монтаже полипропиленовых труб используют компенсирующие изменения направления трассы:
Возможности петлевых компенсирующих элементов в зависимости от номинального диаметра полипропиленовых труб представлены в таблице ниже.