

Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Сварка труб из полипропилена: этапы работы
Сварка труб пп: выбор инструментов
Многие задаются вопросом, как правильно сваривать полипропиленовые трубы в домашних условиях, что для этого нужно делать? Прежде чем начать работу, необходимо определиться с выбором сварочного аппарата. Его необходимо выбирать в зависимости от вида пайки, который предстоит осуществить. Аппарат для пайки можно как купить, так и взять в аренду, либо одолжить у знакомых.
Аппарат для пайки пп труб может быть нескольких видов: ручным, полуавтоматическим или автоматическим. Последний вид будет самым дорогим по стоимости. При работе с конкретным агрегатом следует придерживаться правил, изложенных в настоящей статье, а также инструкцией к нему.
Помимо паяльного аппарата вам понадобятся:
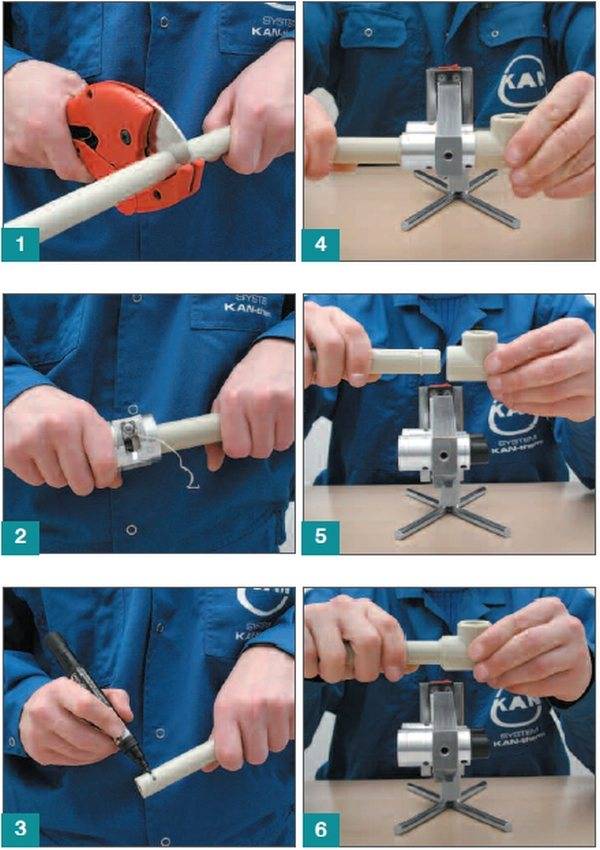
- специальные ножницы для обрезки необходимого размера трубы из полипропилена.
- маркер для нанесения отметок на деталях.
- спиртовая жидкость для обезжиривания поверхности кромок.
- фитинги (на пример муфты).
- пп трубы.
ПП трубы подразделяются на виды в зависимости от цели и технологии использования:
- Для водопроводных систем: как холодных, так и горячих.
- Для отопительной системы, применяется специальная технология сварки полипропиленовых труб для отопления.
Также они подразделяются на разновидности в зависимости от маркировки.
- Маркировка PN 10 применяется для холодного водоснабжения температурой до 20°, а также для обогрева половых покрытий до 45°.
- Маркировка PN 16 используется для водопроводных систем с холодной водой, а также с горячей водой до 60°.
- Полипропилен маркировки PN 20 нужно покупать для горячего водоснабжения до 95°.
- Маркировка PN 25 используется для горячего водоснабжения, а также для отопления до 95°.
Сварка полипропилена и полиэтилена: отличия
- Температура плавления у пп выше, чем у полиэтилена.
- Пп – более прочный и не такой гибкий.
- Пп более тепло- и морозостойкий.
Отличия пропиленовых труб в зависимости от цвета
- Белый и серый цвета монтируются в доме, на улице их использовать запрещается. Они идеально подходят для водопроводных и отопительных систем.
- Черные цвет содержит в составе своего материала вещества, придающие дополнительную устойчивость и износостойкость. Это отличный вариант для использования в канализационных системах.
- ПП зеленого цвета применяются, как правило, для полива насаждений. Некоторые современные изделия зеленого цвета могут использоваться также для холодной воды.
Подготовка к работе
Непосредственно перед пайкой детали должны быть очищены и обезжирены с помощью специальных спиртовых растворов. На них не должно быть посторонних предметов, пыли, грязи и заусенец. Для работы нужно подготовить не только сами детали, но и само место работ: оно не должно быть грязным, пыльным, рекомендуется отсутствие посторонних людей и предметов.









Ориентировочная температура для работы с паяльником – около 260-270 градусов. Все детали нужно подготовить заранее, до нагрева оборудования до нужной температуры. Процесс соединения занимает несколько секунд. Нужно сделать за тем, чтобы детали были расположены ровно, тогда и шов получится качественным и герметичным. Точное время соединения может отличаться в зависимости от толщины детали и исправности сварочного оборудования. Следует иметь ввиду, что, если паяльник греет не очень сильно, время нагрева нужно увеличить. Не стоит приступать к работе при слабо нагретом оборудовании. Соединение может получится не герметичным. Элементы, которые планируется соединить друг с другом, должны быть нагреты одновременно.
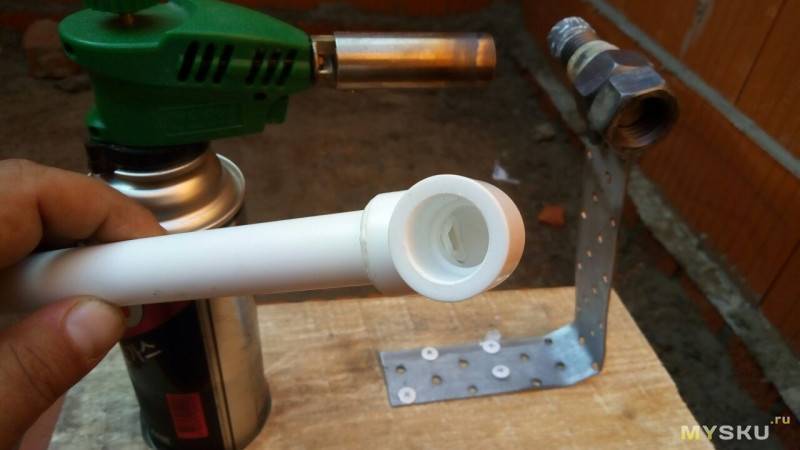
Перегрев элементов характеризуется тем, что материал становится очень мягкий и при контакте друг с другом может деформироваться.
Результат перегрева полипропиленовых труб
Таблица ниже содержит примерные показатели температуры при пайке, в зависимости от толщины детали, время сварки и остывания.
| Объем труб (см.) | Время нагрева (сек.) | Время сварки (сек.) | Время охлаждения после сварки (минуты) |
| 1,6 – 1,3 | 5 | 4 | 3 |
| 2 – 1,4 | 5 | 4 | 3 |
| 2,5 – 1,6 | 7 | 4 | 3 |
| 3,2 – 1,8 | 8 | 4 | 4 |
| 4 – 2 | 12 | 6 | 4. |
| 5 – 2,3 | 18 | 6 | 5 |
| 6,3 – 2,6 | 24 | 6 | 6 |
| 7,5 – 2,8 | 30 | 8 | 8 |
| 9 – 3 | 40 | 8 | 8 |
| 11 – 3,3 | 50 | 10 | 10 |
| 16 – 3,5 | 80 | 15 | 15 |
Сварка пп труб
Когда пластик расплавится, детали нужно снять с насадок паяльника и аккуратно соединить. Делать это нужно быстро. Запрещается сильно надавливать и крутить их. Держать элементы нужно ровно. Если по каким-то причинам шов получился некачественным, разъединить его уже невозможно. Можно только с помощью ножниц вырезать этот шов и спаять кромки заново.
Как проводится пайка полипропиленовых труб
Инструкция по пайке любых полипропиленовых труб посредством термического воздействия на изделия предполагает соблюдение стандартизированных либо рекомендуемых производителем временных промежутков. Они распространяются на разогрев и формирование узлового соединения между элементами магистрали. Сам процесс осуществляется по-разному в зависимости от используемого оборудования и размеров элементов трубопровода.
Общие технологические приемы сварки полипропиленовых труб
Как правильно паять полипропиленовые трубы большого диаметра? Процесс стыковой сварки включает два шага. Заготовки предварительно устанавливаются и фиксируются на оборудовании в заданном положении. Кромки сразу обеих частей подвергают обработке торцевателем (специальный вращающийся диск). Далее его заменяют нагревательным плоским элементом. После его устранения спустя определенное технологией время заготовки с расплавленными кромками прижимают друг к другу для осуществления процесса полифузии.
Муфтовая технология сварки требует внимания относительно времени на расплавление стенок и сжатие элементов.
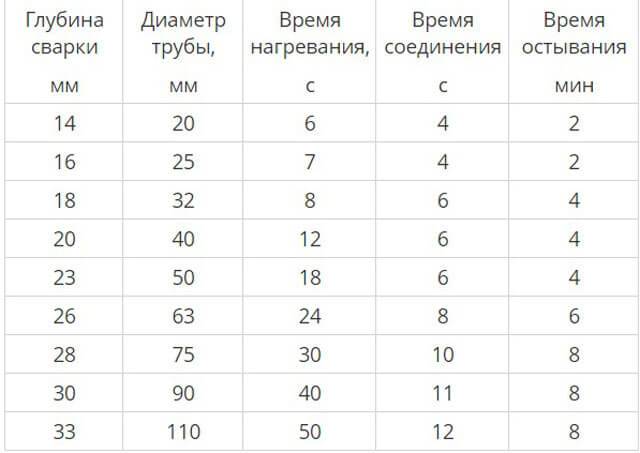
Ниже представлена таблица температур пайки для тонкостенных полипропиленовых труб, на которую стоит опираться особенно начинающему мастеру.
| Характеристика значения | Наружный диаметр (мм) | ||||||
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Участок термической обработки (мм) | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Таймер расплавления (сек) | 5 | 7 | 8 | 12 | 18 | 24 | |
| Таймер корректировки узла (сек) | 4 | 6 | 8 | ||||
| Таймер фиксации соединения (сек) | 6 | 10 | 20 | 30 | |||
| Таймер полимеризации (сек) | 120 | 240 | 360 |
Формирование стыка происходит посредством внутренней стенки фитинга и наружной у трубы. Участки подвергают термическому воздействию посредством специальных насадок на паяльное оборудование, разогретого до температуры +260℃. Далее заготовки вставляют друг в дружку и удерживают фиксацию в течение минимально необходимого времени.
Особенности работы с трубами, имеющими алюминиевое армирование
Полипропилен обладает свойством теплого расширения, что ограничивает использование материала в условиях с высокой температурой, перепадов ее показателей. Недостаток исправлен путем армирования труб алюминием либо стекловолокном. В случае с первым затруднения во время пайки и эксплуатации магистралей не возникают.
Металлическое армирование может быть установлено с внутренней стороны изделий либо под внешней оболочкой. Наружный слой с алюминиевой фольгой перед пайкой подлежит устранению. Причин тому три:
- требуется дополнительный нагрев;
- металлопластиковые заготовки имеют больший наружный диаметр, чем без армирования или со стекловолокном;
- алюминий с полимером в процессе сварки образуют слабое соединение.
Для проведения работы используется шейвер — дюралюминиевый полый цилиндр с расположенными внутри стальными лезвиями. Дополнительно для удобства пользования может быть вставлена съемная рукоятка в виде стержня. Здесь заранее предусмотрено ограничение по толщине среза и глубине обрабатываемого участка, поэтому отслеживать параметры нет необходимости.
Внутреннюю зачистку проводят, чтобы исключить прямой контакт алюминия с транспортируемой жидкостью. Это может привести к активации электрохимических процессов, разрушению армирующей фольги, расслоению трубы, разгерметизации контактного узла. Здесь используют для подготовки заготовок к сварке торцеватели. Это приспособление схоже по строению с шейвером, только лезвия здесь расположены на внутреннем торце.









Этап третий. Монтаж трубопровода

При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.



Сварка труб из полипропилена
Высокая надежность таких швов позволяет выполнять скрытый монтаж трубопровода с заделкой труб в конструкцию здания. Наибольшую популярность сегодня получила технология неразборного соединения при помощи сварки с использованием соответствующих фитингов.
Общие правила работы
На сегодняшний день существует два способа соединения — это враструб и встык. При этом, вне зависимости от выбранной вами технологии, необходимо учитывать соответствующие правила, что позволит гарантировать великолепную прочность и долговечность сварного шва.
Все работы проводятся при плюсовой температуре. А вот выполнение их при отрицательных температурах неизменно приведет к проблемам с качеством работы, в итоге такое соединение быстро потеряет свою герметичность.
 Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Инструмент и свариваемые части обязательно должны быть чистыми, поэтому перед работой проводят обезжиривание пластика. Инструмент обязательно очищают спиртом, а используемая ветошь не должна содержать различных волокон, которые могут ухудшить качество соединения.
Не рекомендуется использовать дополнительное охлаждение соединения с помощью холодного воздуха или воды. Такое резкое охлаждение шва приведет к появлению термического напряжения, что отрицательно сказывается на прочности сварки.
Соединение полипропиленовых труб враструб
Сварка враструб получила наибольшее распространение, что объясняется отличным качеством выполняемых работ и простотой используемого оборудования. Специальный паяльник имеет доступную стоимость, что позволяет приобрести такой инструмент даже обычному домовладельцу.
Выполнить качественное соединение можно даже без какого-либо существенного опыта работы. Необходимо лишь использовать специальные фитинги, отводы, тройники и углы, правильно подбирая их диаметр и материал, из которого они изготовлены.
Если говорить о преимуществах такого способа, то отметим следующее:
- качество соединения ппа;
- простота выполняемых работ;
- возможность использования дополнительных тройников и отводов;
- полная герметичность.

Процесс сварки враструб подразумевает оплавление краев сопрягаемых поверхностей с внутренней стороны
фитинга и внешней поверхности труб. При этом используется специальный паяльник, в патроны которого вставляются разогреваемые детали, после чего происходит их оплавление. Предлагаем вам простейшую инструкцию по выполнению такой работы.









Необходимо лишь соединить разогретые трубы и фитинги, после чего полипропилен будет соединен на молекулярном уровне, что и позволит обеспечить великолепную прочность такой сварки.
Отличием данного способа соединения от сварки встык является использование соответствующих фитингов, что обеспечивает улучшенную прочность конструкции и не требует выполнять центровку шва. При этом стоимость используемых фитингов находится на доступном уровне, что позволяет сократить расходы на прокладку такого трубопровода.
Технология сварки враструб
Данная технология соединения полипропилена используется в тех случаях, когда диаметр соединяемых трубопроводов может существенно различаться. При сварке враструб также нагревают кончики соединения, после чего соединяемые части вставляются друг в друга и оплавленный пластик прочно сваривается.
Инструкция по монтажу
Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу»
Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
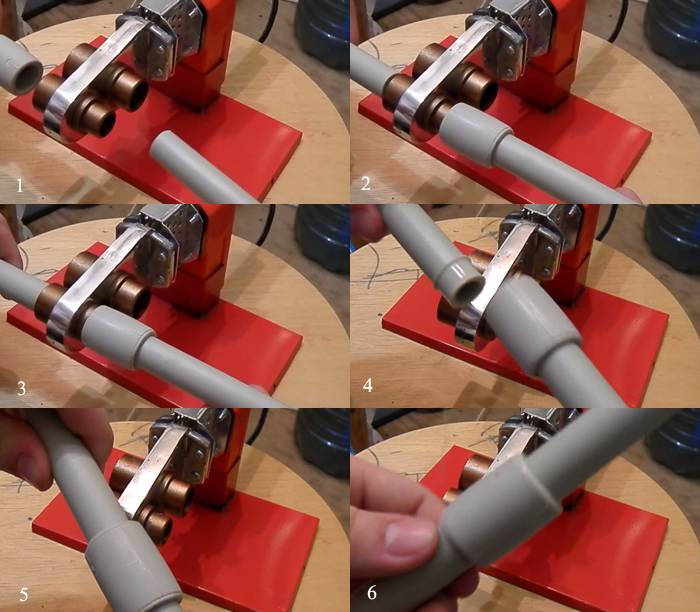
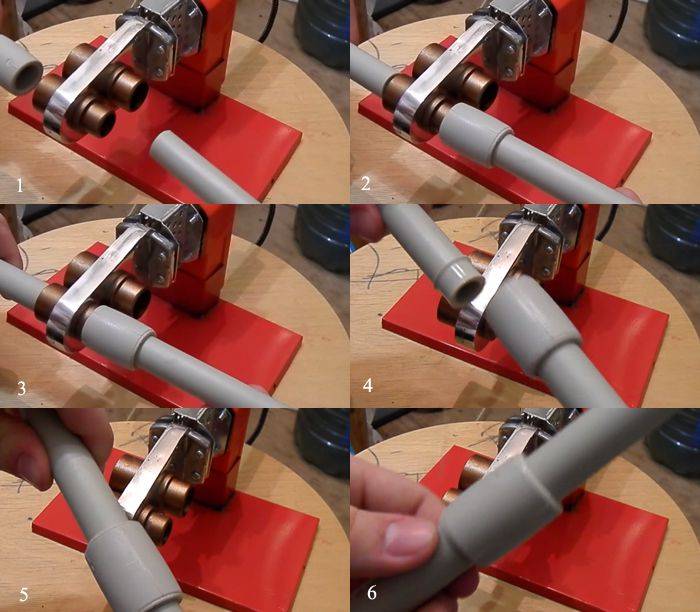
Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.
После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Ручной труборез
Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.
Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Шейвер для зачистки кромок от армирования
Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических
Предварительно важно убедиться в герметичности соединений. Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно
Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Работа с трубами из полипропилена
Сегодняшняя система монтажа труб из полипропилена включает в себя все необходимые элементы для соединения труб всевозможных размеров, обводы, арматуру, крепления и включения. Процесс сборки достаточно прост и при наличии необходимых навыков происходит быстро.
Комплект элементов можно подобрать так, как вам хочется, так что в результате получится совершенно уникальная система. Сложность и комплектация зависит только от предпочтений и пожеланий заказчика, то есть вас. Единственной особенностью, которую некоторые относят к недостаткам полипропилена, является сварной метод соединения. После сварки уже невозможно разъединить трубы и исправить ошибку. Поэтому нужно заранее все продумать и постараться избежать неточностей в действиях.
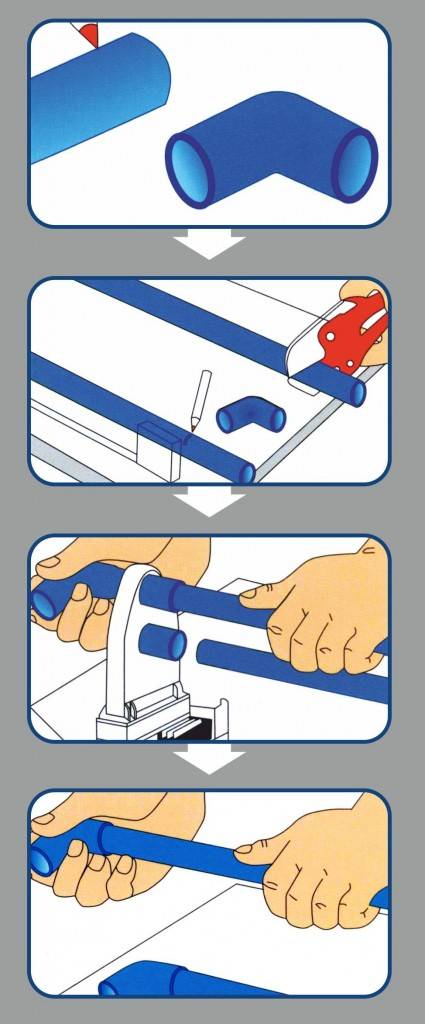
Если разбить процесс сварки труб на отдельные шаги, то он будет выглядеть следующим образом:
- Паяльником для полипропилена необходимо нагреть обе детали, которые вы хотите прикрепить друг к другу.
- После надо соединить нагретые детали;
- Через небольшой промежуток времени вынуть из аппарата уже скрепленные между собой элементы.
Сварка обеспечивает элементам настолько прочное соединение, что разъединить детали, не сломав их, практически невозможно. Вот почему полипропиленовые трубы считаются качественными, долговечными и способны выдерживать практически любое давление.







Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
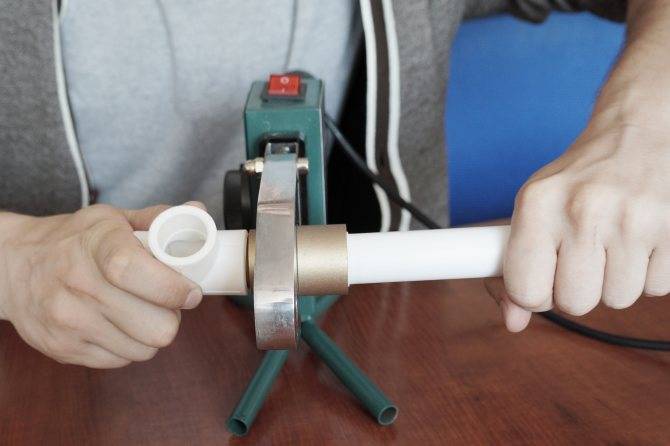
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника. Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.








Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема. Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты
Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.





