

4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.
Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.









Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).
Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Стыковая сварка ПНД-труб
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.
Схема процесса сварки встык
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
Технология стыковой сварки
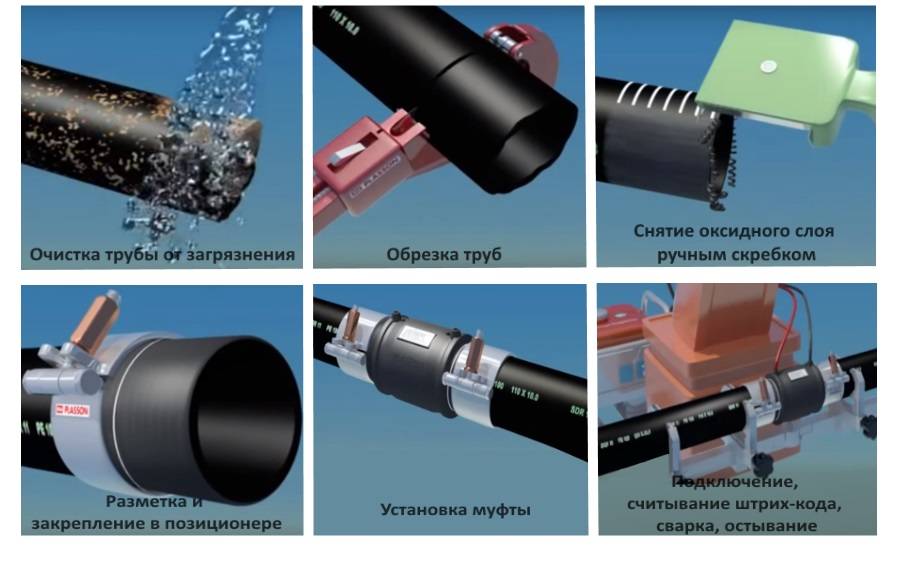
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
- Далее задействуется аппарат для сварки полиэтиленовых труб – выполняется расплавление торцов. На данном этапе формируется первичный грат.

Торцы труб перед соединением
- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.

Соединение труб после нагрева
- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Проверка качества
Хоть этот процесс и не представляет особой сложности, но требует тщательного контроля. Шов может получиться неровным в силу высокой вязкости полимера при плавлении, поэтому мастер должен скрупулезно проверять каждое соединение.










Полученный шов не должен быть чрезмерно выпуклым или впалым. Поверхность шва должна оставаться относительно ровной по всей окружности.
Допускается смещение шва на 10% от толщины стенок трубы, выпуклость около 2,5 миллиметров при размерах стенок 5 миллиметров. Выпуклость в 5 миллиметров допустима для трубы со стенками до 20 миллиметров. Контроль проводимых работ позволит выложить магистраль, которая будет служить длительное время.
Способы монтажа
Выбор способа, напрямую зависит от ряда условий.
Нужно определить, где будет эксплуатироваться трубопровод:
- в помещении;
- на открытом воздухе;
- в грунте.
Для одного монтажа труб из полиэтилена необходимы специальное оборудование и мастер, а другой — можно выполнить своими руками.
Сварка труб встык
При соединении прямых участков трубопроводов большого диаметра их часто стыкуют, сваривая между собой.
Технология этого процесса требует точной центровки и чистой обработки кромок соединяемого материала. Для сварки используют специальный аппарат, который можно питать от переносного источника. Полиэтилен разогревается спиралями по всему диаметру, и детали прижимаются друг к другу. Стык получается ровным, даже прочнее самого материала. Такой способ соединения пластиковых трубопроводов применяется там, где необходима пластичность неразъемного соединения. Однако, несмотря на дешевизну и простоту, такое стыкование используют только при толщине стенок 5 мм и выше.
Неразъемное соединение
Отсутствие возможности обслуживать соединение в период эксплуатации вынуждает выполнять такие соединения, как сварка встык и сварка электрическими муфтами.
Второй способ применяют при монтаже трубы ПНД в труднодоступных местах, там, где пластичность участка не играет особой роли.
Способ более дорогой. Это вызвано применением специальных муфт с уже встроенными в них спиралями. Такие муфты имеют электроды для подачи на них напряжения от постороннего источника питания. Концы труб вставляются в муфту, приложенное напряжение разогревает спирали, и конструкция сваривается. Неверно было бы думать, что неразъемное соединение выполняется только прямыми муфтами. В этих случаях также применяются фитинги: тройники, переходники с одного диаметра на другой и т.д.
Разъемное соединение
Тип такого соединения подразумевает обслуживание в течение эксплуатации.
Это как раз тот случай, когда монтаж ПНД трубы можно выполнить самому. Монтаж выполняется открыто по стенам внутри помещений или на улице с укладкой в специальные короба. Допускается прокладка на открытом воздухе без защиты. Например, на дачных участках при организации капельного полива грядок. Либо использование труб ПНД в качестве магистралей для создания точек присоединения гибких садовых шлангов. Только срок службы в данных условиях сокращается. Если при соблюдении требований труба прослужит до 50 лет и более, то в условиях открытой прокладки — 4-5 лет.
С помощью фитингов
Фитинги — это элементы, позволяющие собирать и монтировать трубопроводы.
Они бывают:
- прямые, которые позволяют соединять элементы труб одного диаметра;
- переходные, с их помощью происходит переход с одного диаметра на другой.
Когда нужно выполнить поворот, разветвление или стыковку труб при монтаже, используют фитинги: уголки, тройники, крестовины, муфты, заглушки, штуцера. Если в процессе эксплуатации необходима частая разборка системы, фитинг тоже незаменим.
По конструктивным особенностям можно выделить:
- компрессионные — разборное соединение, где труба по внутреннему диаметру усаживается на уплотнительные кольца, а по наружному — обжимается гайкой;
- пуш-фитинги — современный дорогой, но и гораздо практичный и надежный тип разъемного соединения, основанный на методе «вталкивания»;
- пресс-фитинги — неразъемное соединение, где рабочим элементом служит пресс-гильза, которая прессуется клещами.
Муфтой
Муфты для труб ПНД — это один из фитингов. Существует ошибочное мнение, что это особый вид соединения. Однако муфта — элемент, который применяется для стыковки прямых участков трубопровода. Такое сочленение может быть как неразъемным — электрические муфты, так и разборным — муфты компрессионных вариантов исполнения. Их применяют там, где нужно продолжить трубопровод дальше либо устранить поврежденный участок и выполнить вставку нового материала.
Какой способ лучше
На этот вопрос, ответ однозначный — все зависит от того, где проводится монтаж полиэтиленовых труб. Для частных домовладений и административных помещений желательно использовать разборные соединения и работать с трубами диаметром до 50 мм.
Как можно согнуть и разогнуть ПНД трубу
Трубы ПНД небольших диаметров можно даже руками. При прокладке под землей, где эстетичность не требуется, лучше разогреть нужный участок феном, аккуратно согнуть безо всякой оправки – при этом изгиб получится с большим радиусом, зато напряжения в трубопроводе будут минимальны
Если требуются аккуратные изгибы малого диаметра, следует после разогрева осторожно уложить заготовку в оправку, сбитую из любых подручных материалов
Дать остыть – минимум в течение 15 минут. Можно использовать трубогиб, но поскольку полиэтилен – очень пластичный материал, то особой необходимости в его использовании нет.









Если материал поставлен в бухтах, то трубу следует растянуть на солнце, дать ей прогреться и растянуть. Или воспользоваться строительным феном.
Сфера использования труб из ПНД
Полимерные трубопроводы задействуются при прокладке магистралей, транспортирующих следующие среды:
- питьевые и технические жидкости;
- газовое топливо;
- сточные воды;
- канализационные стоки;
- жидкие технологические продукты малой агрессивности.
Приобрести трубы и компоненты для их соединения поможет . Предприятие предлагает сертифицированную продукцию отечественного и зарубежного производства, предоставляет в аренду сварочные аппараты и прочую технику.
Для оформления заявки свяжитесь с менеджерами организации. Специалисты расскажут о параметрах сотрудничества, порекомендуют решения, удовлетворяющие ваши потребности.
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.










Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Что такое ПНД труба
При производстве этой продукции применяется метод экструзии. Расплавленный до пластичной массы полиэтилен выдавливается на специальном оборудовании. Формовка осуществляется через отверстие, в результате чего получается бесшовное изделие. Сам полиэтилен — белого цвета, поэтому в готовую продукцию добавляют краситель. В большинстве своем это черный или серый цвет. Продается продукция на метры и имеет диаметр от 16 до 1600 мм. В быту пользуются диаметрами не более 50 мм. Выпускают рулоны длиной 25 м.
Основными достоинствами ПНД трубы являются:
- прочность;
- простота монтажа;
- непредрасположенность к коррозии;
- дешевизна;
- долгий срок службы;
- экологическая безопасность;
- диэлектрические свойства.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании.
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата.
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр.
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении.
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра.
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.
 Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат;
- ножницы-труборезы;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Подготовка к сварочному процессу
Непосредственно перед нагревом спаиваемых деталей нужно:
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
После всего необходимо очистить края соединяемых деталей от стружки.
 Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.










 Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Последовательность действий для получения фитингового соединения:
- На подготовленные торцы обеих труб надевают распорное кольцо, выполненное из полиуретана или резины. Наружный диаметр кольца должен быть равен внутреннему размеру состыковываемых труб.
- Концы оснащают натяжной гайкой и двумя поджимными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая призвана уплотнять гайку относительно торца трубы.
- Соединение стыкуют по принципу «труба – фитинг – труба». Для повышения надежности его поджимают до упора с обеих сторон натяжной гайкой.
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.
 Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С.
Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.
 В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
- На одном конце коммуникации выполняют резьбу.
- В резьбу вкручивают элемент.
- На элемент надевается отвод подключаемой трубы.
- Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.





