

Оборудование для сварки труб
СТЫКОВАЯ СВАРКА
Стыковую сварку полимерной трубы можно осуществить несколькими способами.
Наиболее экономичный способ – это сварка с применением ручных сварочных зеркал. Этот способ не обеспечивает точного совмещения свариваемых труб, и поэтому не рекомендован для монтажа напорных трубопроводов.
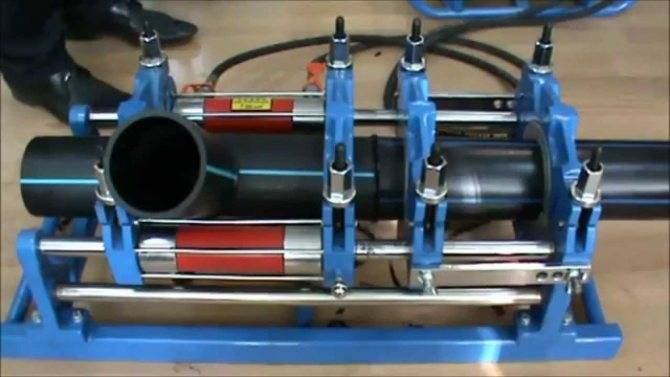
Сварочные установки с механическим приводом являются оптимальным решением при небольших и средних объемах работ. Как правило, они предназначены для труб диаметром до 160 мм.
Для сварки труб больших диаметров лучше всего подходят аппараты с гидравлическим приводом. Они обеспечивают наибольшую точность совмещения труб и стабильно высокое качество сварных швов.
Многие стыковые сварочные аппараты имеют дополнительные возможности. Функция протоколирования позволяет сохранять информацию обо всех произведенных работах Наличие протокола часто является обязательным согласно проектной документации. Различные программы автоматизации сварки позволяют быстро выбирать оптимальные параметры, наиболее соответствующие типу и размерам свариваемой трубы. Для обеспечения стабильно высокого качества сварки служит функция корректировки по метеоусловиям, которая автоматически уменьшает или увеличивает время нагрева в зависимости от окружающей температуры. Также все современные аппараты имеют электронную защиту от перегрева и скачков напряжения.
МУФТОВАЯ СВАРКА
Электромуфтовая сварка – это соединение труб при помощи электросварных фитингов. Фитинги имеют в своей конструкции нагревательный элемент в виде металлической спирали. При подаче тока спираль нагревается, расплавляя внутренний слой пластика.
Для электромуфтовой сварки трубу следует предварительно подготовить – обезжирить и снять оксидный слой с того участка, который окажется внутри муфты, затем установить и отцентрировать муфту. После этого к контактам муфты можно подключать кабели сварочного аппарата.
Сварочный аппарат для электромуфтовой сварки подает электрический ток с заданными характеристиками, соответствующими типу свариваемых элементов. Параметры трубы и фитингов могут быть введены вручную или при помощи сканера штрих-кодов.
Электромуфтовая сварка особенно эффективна в ограниченных пространствах, так как к месту соединения достаточно подвести два гибких кабеля. Сами сварочные аппараты также имеют небольшие габариты и вес.
Максимальный диаметр свариваемых труб зависит от того, какое напряжение и сила тока требуется. При помощи профессиональных электромуфтовых аппаратов можно сваривать трубы диаметром до 1200 мм и более. Электронные защитные системы таких аппаратов не допустят перегрузки и отключат аппарат в случае короткого замыкания.
Большинство аппаратов для муфтовой сварки имеют функцию протоколирования, также они могут оснащаться модулем GPS для определения координат каждого места сварки.
СВАРКА ВРАСТРУБ
Аппарат для сварки враструб представляет собой нагревательный элемент на подставке с двумя насадками нужных диаметров – гильзой для нагрева внешней поверхности трубы и дорном для нагрева внутренних стенок раструба. Соединение нагретых труб производится вручную.
Для сварки враструб обычно используются готовые фитинги, также в качестве соединительных муфт можно применять отрезки трубы большего диаметра, при условии, что она плотно прилегает к свариваемым трубам.
Преимуществами сварки враструб являются легкость и компактность оборудования и простота рабочего процесса.
Этот способ используется только для труб небольшого диаметра. Из-за недостаточной точности совмещения труб такой способ не рекомендован для трубопроводов с большим рабочим давлением.
Сферы применение
Особенностью контактно-стыковой сварки является сопровождающее этот процесс сопротивление, при преодолении которого и происходит оплавление в зоне контакта. Конкретный вид сварки выбирают в зависимости от типа материала, который предстоит варить, а также от требований, предъявляемых к качеству швов.
К преимуществам стыковой технологии следует отнести высокую скорость и повышенную производительность сварочных операций с одновременным снижением излишней деформации металлических заготовок.
Для реализации этого метода используется специальное оборудование (аппарат стыковой сварки), работа которого может быть частично автоматизирована.
Наибольшей популярностью стыковой метод пользуется в автомобилестроении, а также в аэрокосмической индустрии. Такое положение объясняется тем, что эти отрасли характеризуются значительными объемами сварочных работ, к качеству которых предъявляются повышенные требования.










В последние годы технология стыковой сварки всё больше завоёвывает области, связанные с прокладкой мощных трубопроводных магистралей (нефте- и газопроводов, в частности).
Помимо этого, она может использоваться при необходимости обустроить трубопровод на основе изделий из пластика. И в этом случае востребованность метода объясняется эффективностью сварочных процедур, низким уровнем трудозатрат и высокими качественными показателями полученных соединений.
Пайка проводов без паяльника при помощи паяльной ленты
Несмотря на то, что обычный паяльник встречается в наших домах куда чаще его аналога для пластиковых труб, его все равно может не оказаться под рукой в нужный момент, когда вам понадобилось соединить два провода. Конечно, можно попытаться скрутить их и замотать «синей изолентой», но такой вариант носит лишь временный характер. В то же время соединить провода «навечно» можно и без паяльника.
Поможет нам в этом специальная паяльная лента, которая позволяет создать вокруг провода прочный полимерный слой, обеспечивая полноценное соединение и изоляцию проблемного места. Этапы работы с данной лентой следующие:
- Зачистка проводов, которые мы будем соединять и их последующая скрутка;
- Снятие с ленты защитного слоя и оборачивание вокруг места скрутки;
- Нагрев ленты открытым пламенем до момента расплавления и равномерного покрытия проблемного места. Для этого подойдут обычные спички;
- После остывания ленты снимаем лишний флюс. Провод полноценно соединен и готов для дальнейшего использования.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.
Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.










Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты
После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото – стыковка
Далее, нужно отводы установить в муфту
Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза)
Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Предварительно прогретая насадка максимально быстро вдевается на коммуникацию, после чего в неё вставляется второй отвод;
Продвигать отрезки нужно очень осторожно, но быстро, иначе можно перегреть полиэтилен. Если все делается правильно, то из-под муфты начнет выходить жидкая пластмасса.
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Оборудование для диффузионной сварки
Выше было сказано, что выполнять данный тип робот достаточно просто и особого инструментария при этом не понадобиться.
Понадобятся следующие приспособления:
Труборез. Специальная конструкция по типу гильотины, предназначенная для разреза трубы под прямым углом в нужном месте.
Калибровщик. Вставляемая в трубу форма, позволяющая восстановить исходный диаметр после того как была выполнена резка.
Фаскосниматель. Фактически это нож, при помощи которого снимают фаски на торцевых частях труб, чтобы те имели определенную форму
Выбирая фаскосниматель, нужно обращать внимание на качество инструмента, производителя.
Сварочный аппарат. Устройство аналогичное паяльнику, создающее высокую температуру для плавления полимерного материала (подробнее: «Какой аппарат для сварки полиэтиленовых труб выбрать – виды и правила использования»).
Насадки разных калибров
Когда применяется диффузионная технология сварки полиэтиленовых труб без насадок, совпадающих по диаметру с сечением трубы, просто не обойтись. С их помощью нужная температура создается на тех участках труб, которые впоследствии должны быть состыкованы.

Как соединяются детали

Фитинги для разъёмных соединений
При прокладке трубопроводов с использованием полиэтиленовых деталей неизменно возникает необходимость в их соединении.
Делать это можно двумя способами:
- С помощью разъемных фитингов;
- С помощью сварки.

Сварной шов в разрезе
Первый вариант хорош тем, что для монтажа узла трубопровода не требуются никакие специальные инструменты. С другой стороны, цена фитингов достаточно существенна, да и номенклатура таких изделий ограничена, потому ставят их обычно там, где без возможности рассоединения труб просто не обойтись – т.е. во внутренней части трубопровода.










Сварной метод более трудоемок, поскольку требует задействования специального оборудования — контактных сварочных аппаратов, муфт, паяльников и т.д. С другой стороны, для его реализации не нужны дорогостоящие разъемные фитинги, да и надёжность сращивания труб при таком способе возрастает на порядок.

Соединения с использованием сварных муфт
В общем, если вы планируете монтировать трубопровод из полиэтиленовых деталей, то без освоения сварочного способа вам точно не обойтись. И даже если вы не будете выполнять работу своими руками, а обратитесь к специалистам, знать азы технологии необходимо — хотя бы для должного контроля и оценки качества результата.
Это интересно: Труборез для пластиковых труб: как выбрать лучшую модель + инструктаж по работе
Неповоротные стыки
При сварке неповоротных стыков принято пользоваться так называемой «трехслойной» технологией, согласно которой сначала делается коренной шов, после чего переходят к заполнению его кромок и обустройству лицевой части стыкового соединения. При формировании таких образований смежные валики швов должны располагаться с перекрытием порядка15-20 мм.
В процессе стыковой сварки арматуры могут применяться различные методики, выбор которых определяется пространственным положением стыкуемых заготовок (это касается всех видов труб, включая пластиковые ПНД).
При их горизонтальном расположении главная проблема – это необходимость работать в трёх различных плоскостях, из которых верхнее (или потолочное) является самым неудобным.
Для образования качественного стыкового соединения в этом случае требуется постоянное варьирование основными параметрами сварки (её скоростью, углом наклона электрода и силой тока).
При подготовке таких соединений сварочная процедура не должна прерываться в произвольной точке сочленения (шов должен накладываться за один заход).
Жёсткие требования к производству таких работ обусловлены особым пространственным расположением стыков, так что к этим операциям могут привлекаться лишь опытные сварщики.
Вертикальное размещение заготовок с точки зрения технологии стыковой сварки отличается от горизонтального лишь тем, что в этом положении основное внимание уделяется углу наклона электрода. Этот параметр при перемещении вдоль окружности трубных заготовок должен непрерывно корректироваться. Для реализации стыковой сварки заготовок может использоваться специальное оборудование
Для реализации стыковой сварки заготовок может использоваться специальное оборудование
При его выборе важно определиться со спецификой работы того или иного механизма с каждым конкретным видом трубных соединений
Сварка пленки открытым пламенем ↑
- одно из возможных приспособлений с открытым огнем: газовая горелка, спиртовка, паяльная лампа, спичка, лучина;
- бруски из керамики или металла.
Сначала края пленки фиксируются брусками, чтобы в месте сварки была видна узкая полоска полиэтилена толщиной в несколько миллиметров. Бруски должны быть изготовлены из металла или керамики, но ни в коем случае не из дерева – ведь их функция не только сохранять неподвижность полиэтилена, но и отводить на себя часть тепла, чтобы соединяемые детали не сгорели.
После этого выбранным для сварки инструментом нужно провести условную линию вдоль края полиэтиленовых деталей. В результате на месте соприкосновения пленок с открытым огнем должен образоваться плотный соединяющий валик. Чтобы процесс сварки прошел успешно, желательно предварительно, опытным путем, подобрать оптимальную скорость движения инструмента. Зависит она и от используемого приспособления, и от марки полиэтилена.
На крыше лучше работать прибором
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.










При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Стыковая сварка ПНД-труб
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.
Схема процесса сварки встык
Обратите внимание, что использовать при этом трубы из полиэтилена разных марок, а также различающиеся по диаметру и SDR запрещено. К тому же толщина стенок не должна быть менее 4,5 мм, а допустимая температура окружающей среды – от -15 С до + 45 С.. Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю
Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:









- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
- диаметр;
- толщина стенок;
- марка полимера.
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
Лучше проводить данную операцию электроторцевателем, он срезает и уравнивает торцы четко под углом 90 механическим путем. Обрезание осуществляется до тех пор, пока не появится ровная непрерывная лента стружки.
- Далее задействуется аппарат для сварки полиэтиленовых труб – выполняется расплавление торцов. На данном этапе формируется первичный грат.

Торцы труб перед соединением
- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.

Соединение труб после нагрева
- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.
Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Инструмент для создания ПЭ трубопровода
Чтобы выполнить монтаж полиэтиленовых труб своими руками, нужно подготовить такие инструменты:
- ножницы для нарезки изделий;
- паяльное оборудование;
- газовые ключи.
Паяльный прибор оснащен набором насадок, имеющих разный диаметр. Вместо ножниц можно задействовать лобзик. Но все же при нарезке труб удобнее пользоваться именно ножницами, поскольку с их помощью края получатся более ровными, не имеющими заусениц и зазубрин.
Монтаж трубопровода из полиэтиленовых труб осуществляют, применяя газовый ключ. Для обеспечения более надежного соединения используют льняной уплотнитель. Инструменты, предназначенные для прокладки полиэтиленовых трубопроводов, продаются в строительных магазинах. Обычно паяльник с насадками предлагаются покупателям в комплекте с ножницами.





