

Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Иные варианты пайки: работа с медными трубами и различными металлами
Пайка медных труб требует некоторого опыта подобной работы. Поэтому, если домашний мастер впервые берётся за подобную работу, стоит предварительно потренироваться, чтобы не переделывать несколько раз уже готовую магистраль водоснабжения или отопления. Пайку медных трубок можно производить как твёрдым припоем (при помощи газовой горелки), так и мягкими сплавами. Во втором случае для медных труб уместно использовать молоточный паяльник большой мощности.
 ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
ФОТО: m-chel.ruАккуратная и качественная пайка – залог долговечности соединения
Нюансы пайки медных труб: как всё сделать правильно
В качестве флюса для пайки медных труб лучше всего использовать канифоль. Она наносится ровным слоем на внешние поверхности трубы, после чего на неё насаживается фитинг. С обратной его стороны насаживается вторая часть магистрали. Далее фитинг разогревается при помощи газовой горелки и по швам «укладывается» припой. Под воздействием высокой температуры он плавится, заполняя шов и создавая качественное герметичное соединение.
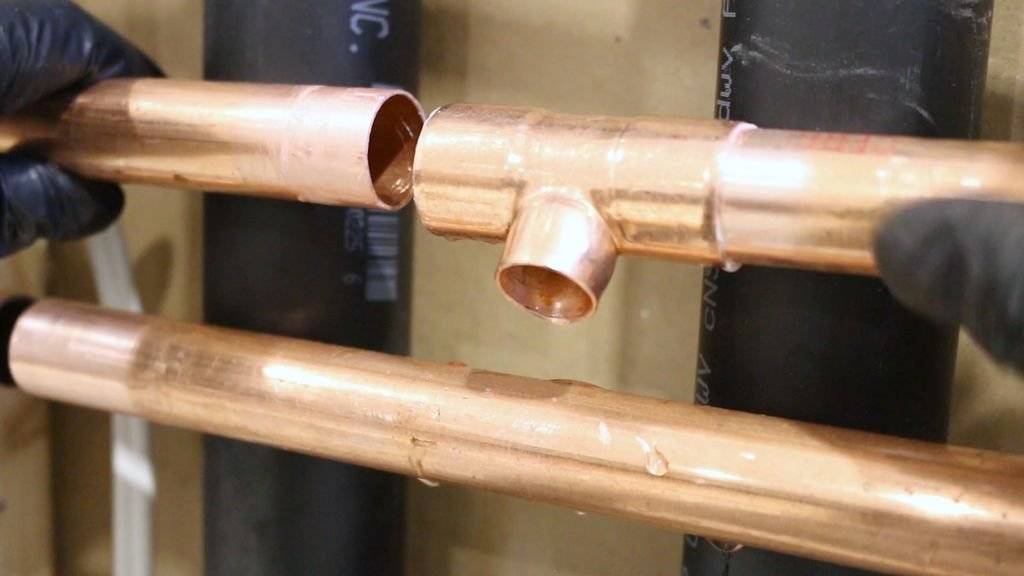
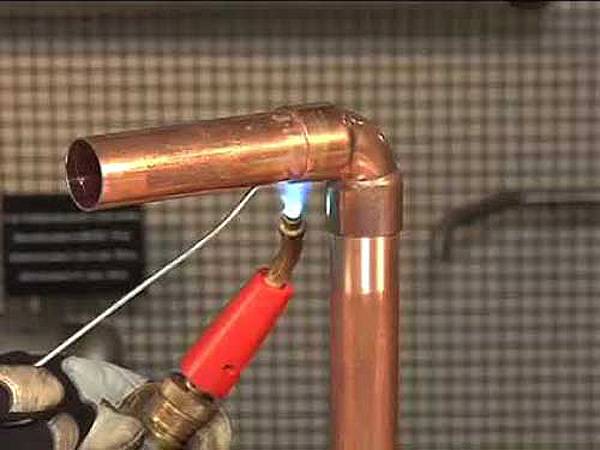
 ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
ФОТО: poliasmet.ruИногда приходится обходиться без фитингов
Пайка медных труб своими руками не слишком сложна, однако эта работа требует внимательности и аккуратности. Конечно, на словах не всё можно объяснить доходчиво, поэтому предлагаем вниманию Уважаемого читателя видео, как паять медь газовой горелкой, из которого всё станет более понятно.






Разобравшись с вопросом, как спаять медные трубки в домашних условиях, можно переходить к следующей проблеме, а именно к пайке неидентичных металлов (медь с алюминием, железом или нержавеющей сталью).
Как спаять медный провод с алюминиевым
Пайка алюминия с медью – довольно сложный процесс. Нужно отметить, что для алюминия вряд ли подойдёт тот же припой, что и для меди, как и наоборот. Намного проще совместить эти металлы, используя стальную муфту. Хотя на сегодняшний день производитель и предлагает специальные припои и флюсы для подобных целей, стоимость их значительна, что приводит к нерентабельности подобных работ.
 ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
ФОТО: kak-eto-sdelat.infoСпаивать медь и алюминий достаточно сложно
Вся проблема заключается в конфликтности меди и алюминия. У них разная тугоплавкость, плотность. К тому же алюминий при взаимодействии с медью начинает сильно окисляться. Особенно этот процесс ускоряется при прохождении через соединение электрического тока. Поэтому при необходимости соединения медного и алюминиевого провода лучше всего использовать самозажимные клеммники «WAGO», внутри которых находится контактная паста «Алю Плюс». Именно она снимает окисел с алюминия, предотвращает его последующее появление и способствует нормальному контакту с медными жилами.
Разобравшись, как спаять медь с алюминием, можно переходить к более твёрдым металлам.
 ФОТО: mastergrad.comИногда без подобного соединения не обойтись
ФОТО: mastergrad.comИногда без подобного соединения не обойтись
Как спаять медь и нержавеющую сталь
При пайке меди с нержавеющей сталью большую роль играет даже не сам материал припоя, а используемый инструмент, хотя и от расходников многое зависит. Наиболее приемлемые материалы в данном случае это:
- медно-фосфорный припой;
- оловянно-серебрянный (Castolin 157);
- радиотехнический.
Некоторые мастера утверждают, что при правильном подходе к работе, подойдёт даже самый обычный припой на основе олова и свинца. Главное – это обязательное использование флюса (бура, паяльная кислота), основательный прогрев и лишь после этого пайка (нанесение припоя).
 ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
ФОТО: cusi3.ruСложная пайка меди и нержавеющей стали
Подобные соединения встречаются редко, а потому специализированные припои для подобных целей имеют довольно высокую стоимость.
Пайка меди с железом – возможно ли это
Подобный вариант возможен, но при соблюдении некоторых условий. К примеру, в качестве нагревателя простая пропановая горелка уже не подойдёт. Необходимо использовать пропан с кислородом. В качестве флюса нужно использовать буру, а вот припоем выступит латунь. Только в этом случае можно надеяться на нормальный результат. Купить припой для пайки меди с железом или нержавейкой несложно. Главное – это понять, будут ли оправданны излишние затраты.
 ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
ФОТО: svarkavol.ruСпайка медной и железной трубки также возможна
А сейчас предлагаем посмотреть на то, насколько аккуратно домашние мастера могут выполнять работу по спайке труб магистралей различного назначения.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
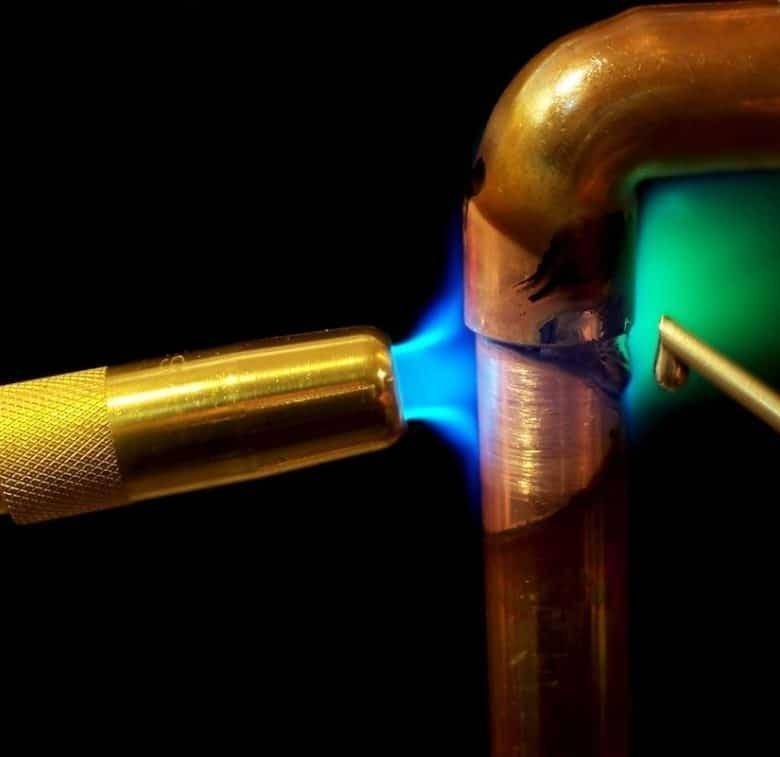
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
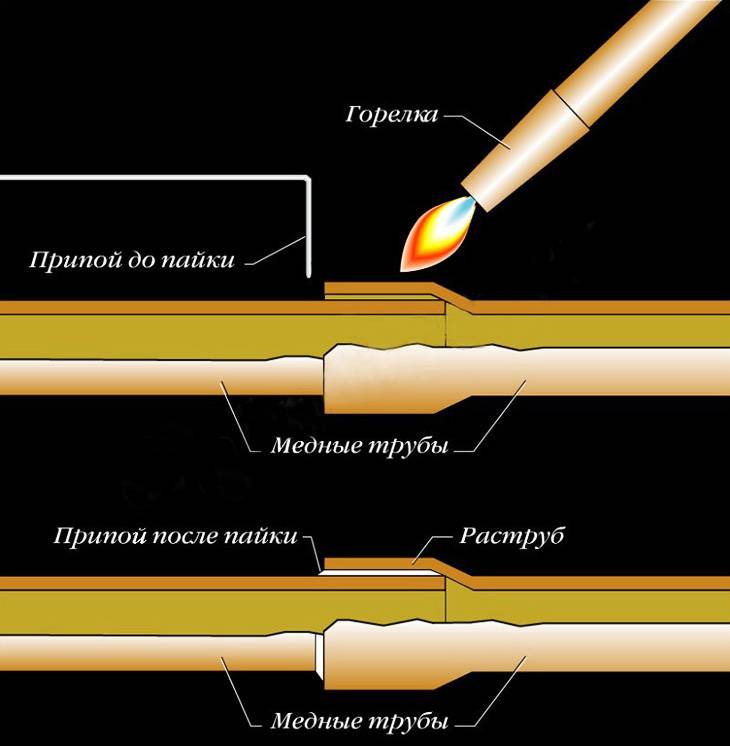
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.









Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.





Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
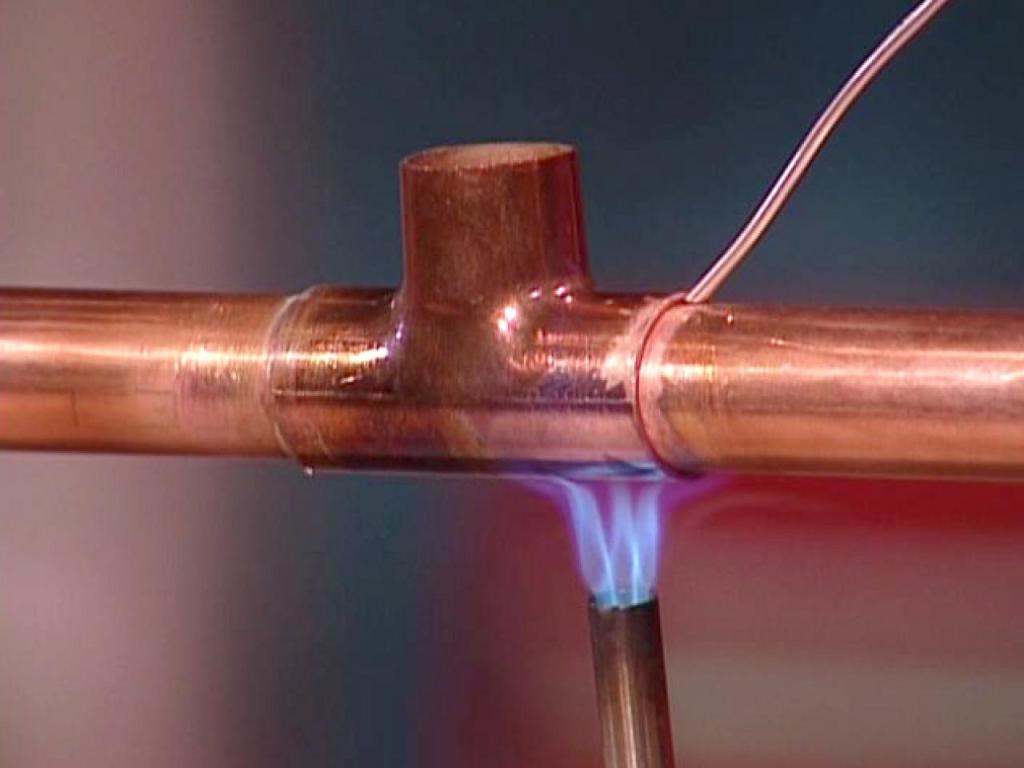
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.







После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
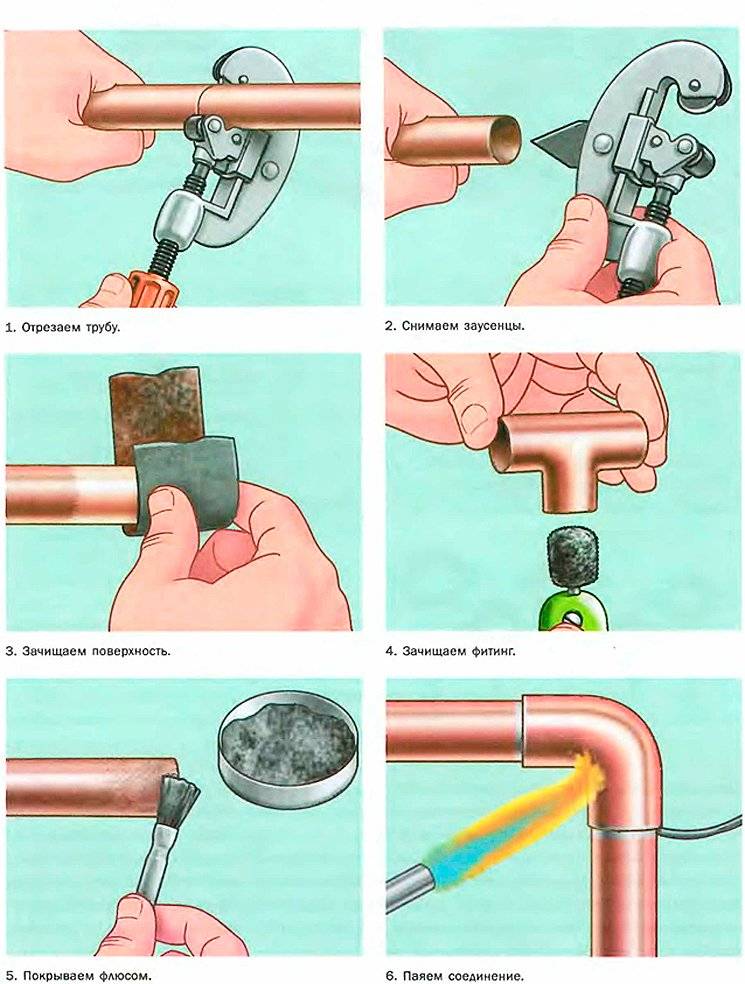
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.
 Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Область использования
Газовое оборудование подобного типа применяется для пайки медных изделий: соединение труб, пайка небольших трещин, соединение медного кабеля в муфтах, а также для ремонта плат с различными припоями.
Можно использовать горелку и для ремонта радиаторов как автомобильных, так и другого типа. Функция паяльника — это далеко не все возможности газового устройства.
В слесарном деле горелку используют для нагревания и раскручивания заржавевших болтов и других соединений.
С помощью температуры пламени можно отпускать твёрдый металл. Но наиболее широкое применение устройство получило в хозяйственном деле. Если вы предпочитаете отдых на природе, часто ходите в походы, вы охотник или рыбак, устройство для пайки станет незаменимым в природных условиях. С ним просто разжечь огонь, а в некоторых случаях даже разогреть еду. Охотники пользуются устройством для опаливания ощипанной птицы или некрупного кабанчика. А ведь изначально конструктор разрабатывал мини-горелку как устройство для пайки.
Техника безопасности
Выполняя паяльные работы, следует строго придерживаться техники безопасности. При проведении работ применяются высокие температуры и химические составы, которые при расщеплении выделяют опасные пары.
Для проведения работ необходимо:
- Для предохранения рук от ожогов требуется надевать защитные перчатки;
- При проверке спаянного соединения следует убедиться в том, что оно остыло. Медная труба нагревается до высоких температур и остывает медленно.
- Спайку медных труб следует выполнять только в проветриваемых помещениях.
- При высокотемпературной пайке твердым припоем проводится травление медных деталей растворами кислот и щелочей. Для безопасности следует облачаться в кислостойкую одежду и резиновые перчатки.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.
Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.










Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
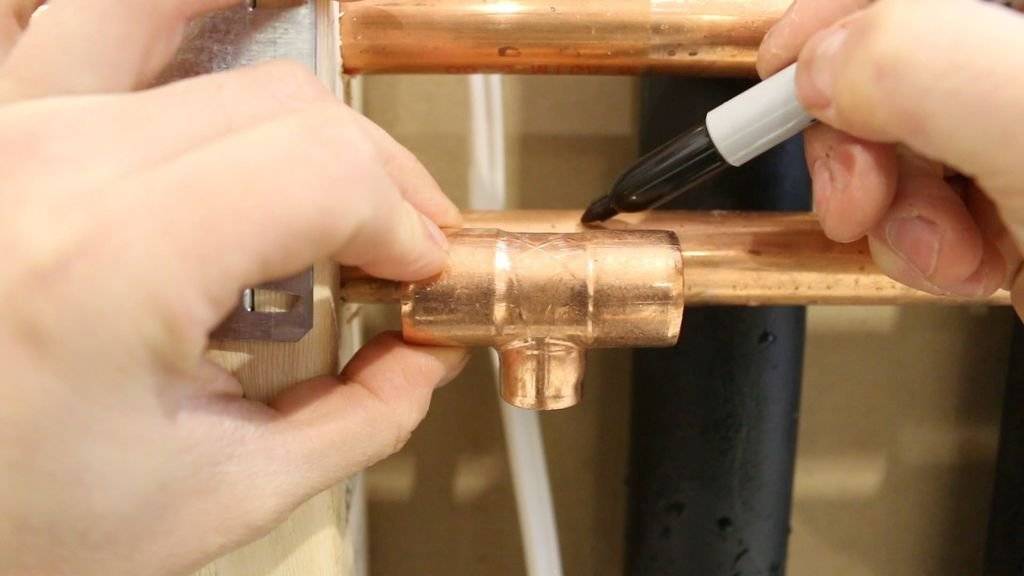
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
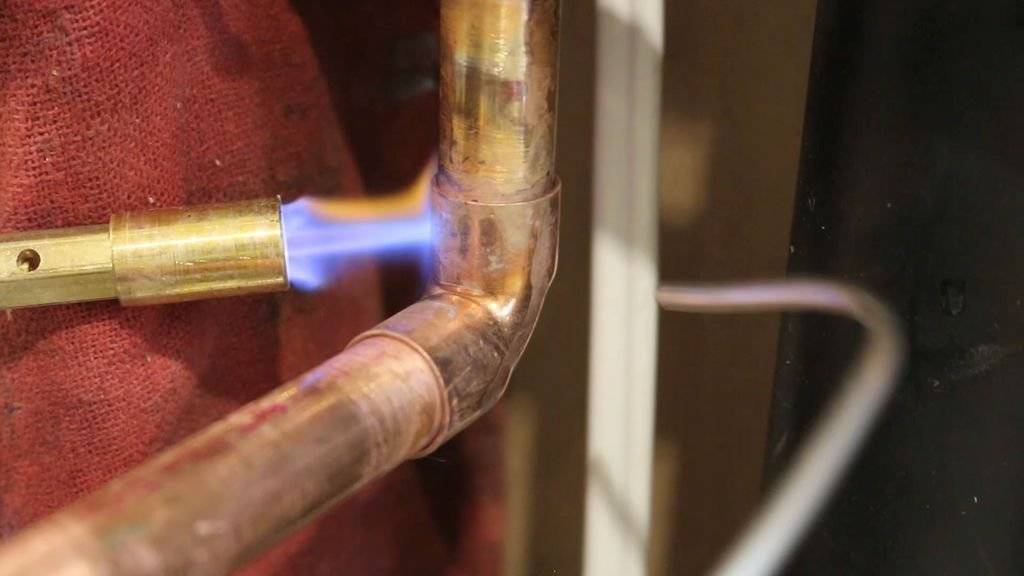
Образование соединения при низкотемпературной пайке
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.





