

Разновидности сварных швов и соединений
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
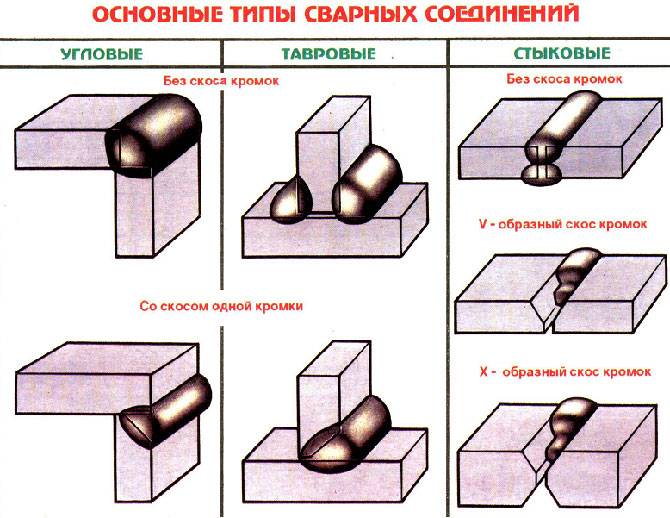
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.
Какими электродами варить профильную трубу

Сварочные электроды ОЗС-6
Профильные трубы производятся из углеродистых и низколегированных сталей, поэтому следует применять следующие марки электродных стержней:
АНО-4 – самая распространенная марка; электроды отличаются универсальностью, подходят для работы с оборудованием различного типа, не нуждаются в прокалке.
МР-3С используются, когда исполнителю нужно получение качественного шва с повышенными требованиями к его свойствам.
УОНИ-13/55 чаще используются профессиональными сварщиками.
ОЗС-12 обеспечивают хорошее качество соединения. Основной недостаток – слабая устойчивость к влаге.
Вышеуказанная информация поможет определить, каким электродом варить профильную трубу 20х40 и другие форматы данного проката.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.
Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.










Совет. Можно также “смухлевать” и использовать метод “вкладыша”, который показан в ролике выше, там, где сварка встык.
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Как правильно варить трубы электросваркой инвертором?
Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
После сварки корня заполняйте сечение шва целиком.
Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
После каждого слоя очищайте поверхность от шлака.
Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным
Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону
Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.










Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:
Электроды
Сварить стальные трубы отопления можно правильно, если выбрать верно электроды. Все существует два их вида: неплавящиеся и с плавящимся основанием. Градация основана на разновидности сердцевины электрода. Для неплавящегося типа применяется электротехнический уголь, графит или вольфрам. Что касается плавящегося, то его делают из сварочной проволоки, которая может иметь разный состав и размер. В нашем случае зачастую применяются электроды диаметром от 2 до 5 мм. Больших размеров изделия могут вариться и большим диаметром электрода.
Что касается покрытия, то оно также влияет на выбор того или иного электрода для сварки стальных труб отопления. Есть такие электроды:
С основным покрытием. Швы благодаря такому расходному материалу имеют низкую вероятность растрескивания, имеют хорошие показатели вязкости.
С рутилово-целлюлозным покрытием. Используются для самых разных случаев, включая и сложнейший: вертикальный шов сверху вниз.
С рутиловым покрытием. Швы получаются с отличной внешностью. Шлак хорошо удаляется, а поджиг легок. Поэтому такие электроды часто применяются для прихваток и угловых швов.
С рутилово-кислотным покрытием. Шлак образуется особой структуры, его он просто удаляется по окончании процесса.
С целлюлозным покрытием. Подходят для изделий большого диаметра, для создания вертикальных и кольцевых швов.
Это неметаллический сплав, который имеет вес меньше, чем свариваемые изделия. Он находится наверху шва, образуя покров. Выполняют защитную функцию. Шлак защищает шов от воздействия окружающей среды. Когда он остывает, затвердевает, его можно легко удалить.
Если наблюдается зашлаковывание шва, это дефект. Ведь это снижает прочность соединения.
Возможные ошибки и дефекты сварного шва
- Ток большой величины при варке корня ведет к образованию вместо технологического окна отверстия, через которое металл будет капать вниз. Обеспечивайте ток такой силы, чтобы металл успевал остыть буквально сразу за движением электрода.
- Если технологического окна не видно, скорее всего, сила тока слишком мала, и ее увеличивают.
- Маленькое притупление приводит к увеличению технологического окна и к провисанию металла внутрь трубы.
- Зазор более 2 мм гарантирует появление пор в шве – работа будет неудовлетворительной.
- При сварке электродом нельзя делать скачковые движения более 5 мм в длину.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.

По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.










Почему это сложно
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
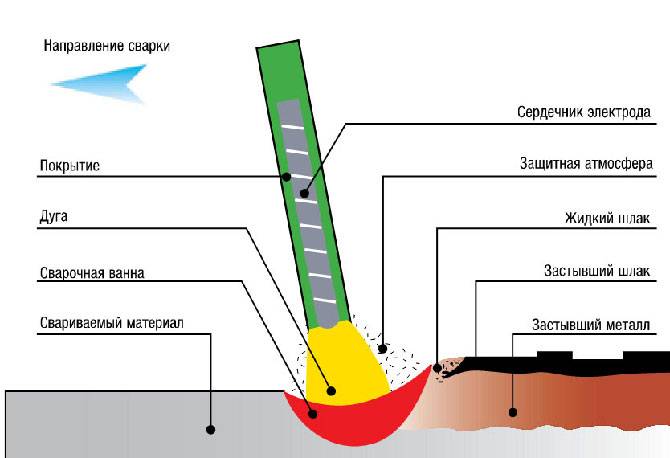
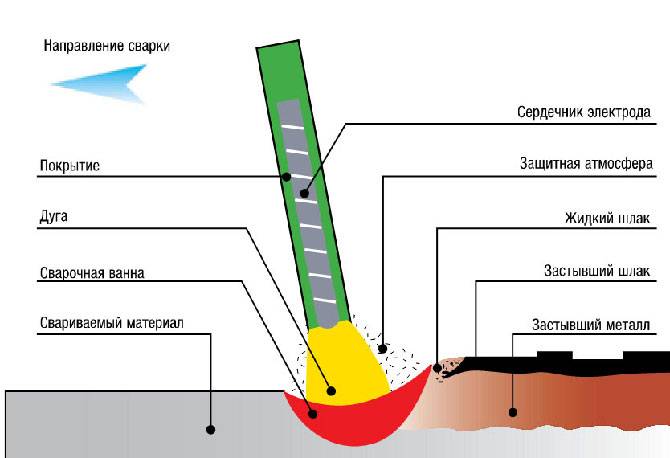
Технология сварочного процесса
электрическая дуга, которая должна поддерживаться
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Технология электродуговой сварки металлических труб
Электродуговая сварка имеет технологические нормативы и особенности проведения в зависимости от материала, толщины стенки и целевого назначения труб.
Сварка неповоротных стыков труб
Соединение неповоротных стыков осуществляется тремя способами, которые зависят от расположения:
- по вертикали;
- по горизонтали;
- при угле в 45 градусов.
Вертикальный способ включает в себя 4 этапа:
- Сварка трубы с созданием корневого валика. Наиболее важный этап с формированием стыка, который будет являться основой для всей работы. Наклон электрода относительно поверхности: «угол назад». Следует корректировать длину дуги: при недостаточном проплавлении — устанавливать короткую, при нормальном – среднюю. Нахождение сварного валика долгое время в жидком состоянии ведет к возникновению дефектов. Поэтому при большом объеме сварочной ванны скорость варки уменьшают.
- Наварка трех валиков, осуществление заделки. Выполнение валиков происходит при повышенном режиме. В зависимости от направления шлака применяется сварка прямоугольная или под «углом назад». Верхний край последнего валика обязан иметь минимальную величину до верхней кромки. Обычно равна диаметру электрода.
- Формирование замка в начале и конце валиков. Сформированный замок является началом валика со смещением от предыдущего на 5 мм. Осуществляя стык, валик должен быть исполнен по всей длине беспрерывно.
- Осуществление сварки на лицевой стороне. Выполняется на высокой скорости и имеет своей целью формирование плоской поверхности. Сварка заканчивается, заходя за начало шва.
Горизонтальный способ требует профессиональных навыков. Производится при разной величине сварочного тока и под разным углом к детали. Эта методика предусматривает три этапа:
В пределах одного этапа сварка проходит непрерывно, начиная с позиции «угол назад» и заканчивая положением «угол вперед».
Сварка при угле труб в 45 градусов начинается с создания первого валика под углом электрода в 90 градусов. Выполнение шва происходит при непрерывной плавке второго валика. После заполнения основы выполняют проплавку первого валика. Тем самым создают соединения по горизонтали и вертикали.
Сварка труб «под просвет»
Технология предусматривает следующие условия:
- величина притупления: 2-2,5 мм;
- зазор между кромками: не более 3 мм;
- угол раскрытия: в диапазоне от 60 до 70 градусов;
- дополнительная обработка кромок путем снятия фасок для придания им необходимой формы и устранения неровностей;
- разница в толщине свариваемых стенок не должна превышать 3 мм или 10%.
Cварка трубопроводов высокого давления
Особенностью сварки трубопроводов высокого давления является необходимость предварительного нагрева соединяемых элементов до 300 градусов С, которую поддерживают на протяжении всего процесса прихвата и варки.
При варке газопроводов учитывают:
- Что для газовых магистралей применяют толстостенные трубы, что повышает общую трудоемкость работ.
- Предъявляются повышенные требования к качеству и надежности сварного шва, поэтому к работе привлекают профессионалов с большим опытом.
- Вся система в целом (труба, а также места стыков, сварочные швы) должны быть устойчивы к коррозии. После окончания варки для снятия термических напряжений отрезок в 10 см в каждую сторону от шва прогревают до 500-600 градусов С. Для этого используют термические печи, индукционные нагреватели, газовые горелки.
Сваривание труб
Довольно распространенным вопросом можно назвать то, как варить трубы электросваркой. Инверторы и другие приборы характеризуются простотой в применении, а также возможностью точной регулировки выходных параметров. Сварка металлических труб проводится с учетом нижеприведенной информации:
- Стык должен быть непрерывным.
- Начав сварку не нужно останавливаться.
- Все работы должны проводится в несколько слоев, за счет чего обеспечивается герметичность. Количество швов зависит от толщины стенок.
Сварка труб электросваркой должна проводится с контролем получающегося крепления. Кроме этого, сварной шов на трубе своевременно очищается от шлака и других загрязняющих веществ.
Разновидности сварных швов и соединений
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.
С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках
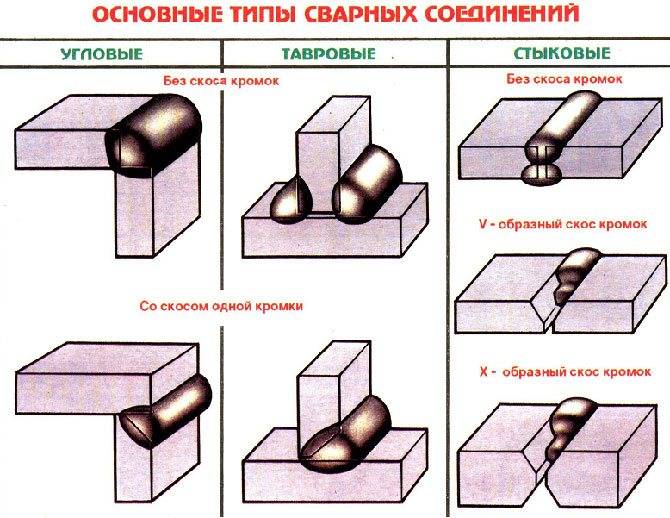
Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.










Сварка тонкой профильной трубы
Как мы уже писали ранее, работа с металлом малой толщины – трудоемкий и сложный процесс. Поэтому у исполнителей часто возникает вопрос: какими электродами варить профильную трубу 2 мм.? Такой прокат считается тонкостенным, поэтому для его сваривания следует использовать расходники малого диаметра, составляющего 1,5-2 мм.
Технологию электросварки рекомендуется применять высококвалифицированным сварщикам. Дуговое сваривание требует правильного определения режима сварки, сила тока не должна превышать 60 А. При этом следует использовать электроды АНО-21 или МР-3С.
Также для сваривания тонкостенного профильного проката применяются следующие методы: неопытные мастера предпочитают режим “точками”, то есть, с отрывом. Следовательно, сварка профильной трубы 2 мм инвертором является оптимальным вариантом для начинающих профессионалов.
Видео
Посмотрите, как мастер варит “с опиранием” и “в отрыв”.
Некоторые профессионалы не рекомендуют применять газовую сварку. При использовании данной технологии велика вероятность прожечь изделие.
Выбор сварочного аппарата
Сварочные аппараты бывают трех типов. Какой из них выбрать, это зависит от метода сварки и обрабатываемого материала. Виды устройств:
- Понижающие сварочные трансформаторы. Это надежное устройство, которое применяют для сварки углеродистой стали. Качество шва — среднее.
- Сварочные выпрямители. Подходят для углеродистого и алюминиевого материала, а также для нержавейки. Качество шва — высокое.
- Сварочные инверторы. Универсальное устройство, которое подходит для любого материала.
Нельзя при сварке труб отопления электросваркой использовать испорченное оборудование. Поэтому перед началом работ аппаратуру тщательно проверяют.
Соединение при помощи сварки
Данный тип обеспечивает должную надежность на долгое время. Но он требует набора специальных знаний и умений, непрофессионалу качественно выполнить работу сложно.Важным также является подбор оборудования для проведения сварочных работ. Работа может выполняться как при помощи электрического, так и газового сварочного аппаратов.
Правила, которые необходимо соблюдать до работы и во время неё:
- Соединяемые поверхности должны быть зачищенными от грязи и ржавчины.
- Соединяемые элементы должны быть ровно отрезанными, без деформаций, почти идеально состыковывающимися друг с другом.
- При проведении сварки, работа производится непрерывно, не давая шву остыть.
Газовую сварку желательнее проводить со свариваемыми элементами малого диаметра, в остальном, предпочтительнее использование электрического сварочного аппарата. Сваривание осуществляется различными способами (их начитывается около 32), при этом, используются сгоны, переходники, уголки.
Основные из них:
- Стык, когда свариваются элементы одинакового диаметра.
- Нахлест, когда одна свариваемая деталь вставляется в другую большего диаметра.
- Тавр, когда одна труба вваривается в бок другой.
- Угол, свариваемые элементы отрезаются под необходимым углом и свариваются.
Необходимо помнить, что соединение данным методом лучше осуществлять профессионалу, который имеет постоянную практику и освоил различные виды ведения сварки: нижнее, потолочное, вертикальное.
Если же вы хотите освоить данный метод самостоятельно, то:
- Купите недорогой сварочный аппарат.
- Изучите всю теорию.
- Потренируйтесь в сваривании профилей, уголков, не имеющих нагрузки.
- Попробуйте сварить небольшое количество водопроводных труб поворотным методом и пустить по ним воду, если не будет подтеков, то можете усложнить задачу.
- Провести пару соединений бесповоротным способом.
Некоторые правила проведения сварочных работ:
Всегда используйте специальную одежду.
Работайте всегда с маской или защитным стеклом.
При наложении каждого сварного шва, убирайте шлак.
При сваривании труб, количество слоев шва зависит от толщины стенок: чем толще стенки, тем толще шов.
Сварное соединение должно плавно переходить в свариваемый элемент.
Важно не допускать попадания окалин внутрь, так как это приведет к засорению трубопровода.
Важным является выбор электродов для сварки. Электрод имеет металлическое основание, покрытое специальным составом для сварки. Они имеют разный диаметр, в зависимости от толщины свариваемых труб.
При покупке, посоветуйтесь с профессионалами, каким электродам отдать предпочтение, только качественный материал не будет залипать и даст постоянную дугу. Для труб диаметром до 100 мм, желательно использовать 3 электроды.
При сварке прожигает профильную трубу: что делать?
Прожигание изделия чаще всего возникает при работе с тонкостенными профильными трубами. Чтобы этой проблемы не возникало необходимо правильно выбирать диаметр электрода, который не должен превышать 1,5 мм. Также нужно использовать малые величины тока, при этом полярность должна быть обратной.









Также исполнитель может прожечь изделие, применив неподходящий способ сваривания.
Дефекты сварки часто возникают у неопытных сварщиков, обладающих недостаточным опытом. Поэтому новичкам необходимо четко следовать рекомендациям и советам.
Совет. Можно также “смухлевать” и использовать метод “вкладыша”, который показан в ролике выше, там, где сварка встык.





